基于6se70變頻器的控制系統在金屬冶煉中的應用
2020-09-03 07:11:38秦立峰
世界有色金屬 2020年12期
秦立峰
(1.河鋼股份有限公司承德分公司,河北 承德 067000;2.河北省釩鈦工程技術研究中心,河北 承德 067000)
6se70變頻器擁有恒載恒速穩速系統,能夠維持一個長期穩定的速度。未來幾年,隨著社會文化水平的提高,對金屬材料的需求將會大幅度增長,為提高生產效率和經濟效益,人們對熔煉金屬設備的要求越來越高,需要高精度的電驅動控制系統與之配合,從而獲得高的穩定性和快速的動態響應[1]。為保證金屬冶煉設備傳輸控制系統的可靠性,良好的控制精度和穩定性,本文選用西門子6SE70全數字多功能矢量控制高精度交流逆變器,采用USS協作通信方式實現PLC與逆變器的通信功能。
1 基于6se70變頻器的控制系統組成
為獲得高質量標準的產品,金屬冶煉設備對電氣傳動系統的要求如下:
(1)速度穩定性好,設備運行過程能夠平穩升降。為了穩定熔煉金屬的質量,要求熔煉設備的穩定速度精度在±10%~15%之間波動。
(2)冶金設備配有數位串并聯調速鏈調整,使各支路速度按比例協調同步增減速度,速度比可調且穩定,速度差的變化在一定范圍內不會引起質量的突變。
(3)對金屬而言,速度差主要影響冶煉后的金屬重量,將誤差控制在0.1%以內,以防止金屬熔融脫出。
(4)支點具有加速上升和下降的作用,具備必要的顯示功能,例如線路速度,電流或扭矩,返回信號,故障信號等。
(5)主支路和輔支路的聯接工作和負荷的自動平衡調節。傳動部件如壓機部件、導絲部件等剛性連接或軟連接,其直徑可動態調節。
可編程控制器通過西門子USS協議、RS485網絡和變頻器,實現速度鏈功能,速度差控制。
6SE70全數字交流/直流電壓型變頻器采用IGBT主開關控制逆變器,驅動性能好,采用先進的控制策略,實現了轉子磁場矢量控制,實現了電機參數自動識別、參數調節自動優化和故障診斷,該系統具有靜態和動態性能可比的直流調速系統。高級控制軟件能保證最優的動態響應,優良的控制性能,變頻器采用多功能模塊和BICO技術,可靈活地實現多種控制功能。加入USS協議后,變頻器可以通過兩個基本的串口接口進行通信。通訊接口可實現通訊控制設備之間的通訊。
利用西門子6SE70的矢量控制功能,實現了不同電機的高精度矢量控制,PG型矢量控制方法尤其具有極高的速度控制精度和啟動轉矩。采用PLC實現了速度控制、鏈條控制、自動加料、差速控制、張力控制等電教應用。
2 控制系統軟件設計及功能實現
該控制系統的軟件設計原則如下:
(1)程序采用模塊化結構設計,即負荷分配、增載減載、初始化、速比計算、驗證、數據傳輸、接收等被稱為子程序。
(2)采用循環掃描程序處理傳輸點,簡化程序,提高程序執行效率。
(3)使用中斷子程序收發數據,保證數據準確、快速地傳送。
(4)設定必要的軟件保護措施,避免重大機械損壞。
本文設定的程序通用性強,可移植性好。在使用不同的反相器時,只需定義對應的協議格式,即對數據發送、接收和驗證程序的相應修改足以滿足速度鏈設計和冶金設備運行的速度差控制。
利用二叉樹數據結構算法實現速度鏈結構下的數據傳輸功能,先對每一個傳輸點的位置進行數學抽象,確定速度鏈中每一個傳輸點的數目,然后填充位置寄存器的值,傳輸點速度給定給逆變器后,進入位置寄存器,確定子寄存器節點數量。
采用控制方法,通過算法設計來調節比例。冶金設備的第二加壓點是速度鏈的主要節點,它的速度決定了冶金設備的整體運行速度,采用PLC控制,通過通訊檢測到調速信號,改變調速單元的速度值,并發送給傳動網絡、吸氣裝置、真壓裝置和壓力分區。
在PLC檢測到按鈕信號后,調整轉換率以適應傳輸點。軟件實現采用了主鏈和子鏈相結合的結構,使傳遞點在子鏈結構上合理分組,動態調整負載不影響其它傳遞點的狀態。
各種冶金設備運行條件要求設置相應的參數。為實現逆變器的功能,對其參數進行了優化設置擔保,6SE70逆變器的參數選擇應按照說明書中的配置圖進行。
3 基于6se70變頻器的控制系統應用效果驗證
為驗證6se70變頻器的控制系統的應用效果,設定對比實驗,選用增加6se70變頻器前后的冶金設備進行對比。得到的冶煉速度實驗結果如下圖1所示:
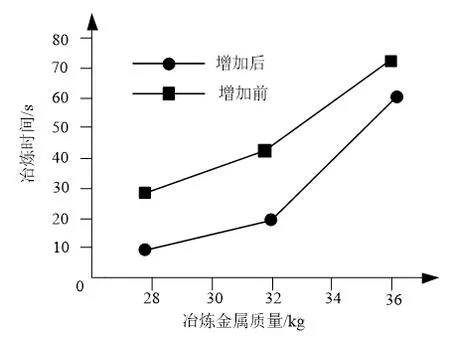
圖1 冶煉速度實驗結果
根據圖1可知,當冶煉金屬質量為28kg時,增加6se70變頻器前的金屬冶煉設備工作時間是28s,增加6se70變頻器后的金屬冶煉設備工作時間是8s;當冶煉金屬質量為30kg時,增加6se70變頻器前的金屬冶煉設備工作時間是31s,增加6se70變頻器后的金屬冶煉設備工作時間是13s;當冶煉金屬質量為32kg時,增加6se70變頻器前的金屬冶煉設備工作時間是41s,增加6se70變頻器后的金屬冶煉設備工作時間是18s;當冶煉金屬質量為34kg時,增加6se70變頻器前的金屬冶煉設備工作時間是55s,增加6se70變頻器后的金屬冶煉設備工作時間是36s;當冶煉金屬質量為36kg時,增加6se70變頻器前的金屬冶煉設備工作時間是70s,增加6se70變頻器后的金屬冶煉設備工作時間是60s。
控制效果如下圖2所示:

圖2 控制準確率
根據圖2可知,當控制時間為2分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為20%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為35%;當控制時間為2分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為35%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為20%;當控制時間為4分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為40%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為22%;當控制時間為6分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為48%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為26%;當控制時間為8分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為56%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為31%;當控制時間為10分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為62%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為35%;當控制時間為12分鐘時,增加6se70變頻器前的金屬冶煉設備控制效果準確率為70%,增加6se70變頻器前的金屬冶煉設備控制效果準確率為40%。由此可見,引入6se70變頻器后金屬冶煉效果更好,設備的控制能力更強,可以在短時間內達到令人滿意的程度。
4 結語
通過豐富的參數配置和附加的各類通訊板卡,西門子6SE70變頻器可以與PLC進行通訊,并能協同工作,滿足中、高速冶金設備大傳動比變化和高穩精度控制性能要求。6SE70變頻器性能穩定、速度穩定精度高、動態響應好,可滿足或超過現場工藝要求。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中老年保健(2021年12期)2021-11-30 02:58:01
防爆電機(2020年3期)2020-11-06 09:07:42
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
中華詩詞(2018年11期)2018-03-26 06:41:34
電子制作(2017年7期)2017-06-05 09:36:13
Coco薇(2016年8期)2016-10-09 02:11:50
工業設計(2016年12期)2016-04-16 02:52:00