一種表征固體推進劑藥漿澆注過程中流動性能的新方法①
2020-09-05 01:28:06喬曉林李佳佳
固體火箭技術 2020年4期
關鍵詞:工藝
邊 雷,喬曉林,李佳佳,侯 媛,郭 琪
(西安航天化學動力有限公司,西安 710025)
0 引言
復合固體推進劑的澆注工序是裝藥制造過程的關鍵工序。目前大多數發動機澆注采用真空缸花板澆注工藝。將澆注發動機置于真空缸內,藥漿通過一次料斗下落至二次料斗內,并通過二次料斗上安裝的花板,將藥漿分成細藥條(直徑約4~8 mm),在下落時經過真空排除內部氣體,并通過自重流入殼體內,進行堆積,流平,直至充滿整個燃燒室。此時澆注的推動力是大氣壓強與真空缸內的絕對壓強之差以及藥漿自身重力形成的壓頭之和,這個壓差一般不到101.33 kPa(約0.1 MPa)[1-2]。其中,澆注速度(也稱下料速度)對于澆注藥柱質量影響很大。從生產周期和藥漿使用期來考慮,澆注速度是有利的。但是,澆注速度太快也有不利因素:一是藥漿中混入的空氣來不及排除;二是已澆入發動機中的藥漿還沒來得及流平,上面又澆入新的藥漿。這兩種情況都會造成藥柱內部有氣孔或其他弊病。此外,當澆注速度過快時,藥漿沸騰高度大,會使發動機尾部藥柱產生氣孔,因此,只有經過精心計算和實踐,選擇適宜的澆注速度才能既保證藥柱質量,又有較高的生產效率[3]。總之,此過程中藥漿必須具有能夠順利地流進并充滿燃燒室內各個部位的流動性能。流動性好,藥柱致密無氣孔。反之,藥面堆積,藥柱內部有孔洞和裂縫等缺陷,影響藥柱結構的完整性[4-5]。
目前,國內外關于推進劑藥漿流動性能測試,大多均采用旋轉粘度計或流變儀進行測試,通過測試藥漿間隔一定時間(1 h)藥漿表觀粘度(繪圖得出藥漿適用期)及屈服值(判斷流平性)的方法來進行藥漿流動性能判定,但是該法測試較為復雜,對操作人員要求較高[6-12]。Klager 等用加入固化劑后3 h、500 Pa剪切應力下的表觀粘度和圓型夾道模型實驗判斷流平性[13],也有用落球粘度計測定相對表觀粘度或直觀觀察判斷藥漿流平性,但這種用表觀粘度作判定,時有異常。而對于實際澆注過程中推進劑藥漿下料速度、下料后藥漿堆積高度、流平速度等與工藝過程密切相關的參數測試,尚未有可行的測試方法。
本文采用一種直觀、快速表征工藝溫度50 ℃、壓強0.1 MPa下的下料速度、堆積高度和流平速度的新方法模擬澆注過程[14],可為藥漿澆注過程質量控制、工藝優化進行指導,也可為工藝仿真等研究提供數據支持。
1 測試裝置設計
測試裝置見圖1。
圖1 實驗裝置圖Fig.1 Diagram of the experimental installation
測試原理:由氮氣瓶提供藥漿下料過程所需的工藝壓強,恒溫水浴確保測試系統溫度與工藝溫度一致,下料嘴孔徑與工藝澆注花板孔徑一致,電子天平用于稱取下料后藥漿的質量,計算機程序記錄該質量及測試時間,從而計算下料速度。堆積高度和流平速度采用視頻采集方法進行,用高速相機拍攝間隔一定時間的藥漿下料后的圖形,由計算機程序對圖像進行處理,從而計算出下料速度和堆積高度。
2 實驗
2.1 儀器
旋轉粘度計:HAAKE RotoVisco 1,測試范圍1~109mPa·s。
粘度杯:非標加工,下料嘴孔徑可調,不同澆注工藝條件下測試,僅需更換不同的下料嘴,下料嘴直徑與澆注花板孔徑相同,見圖1。
電子天平:量程0~610 g,感量0.01 g。
恒溫水浴:控溫精度0.1 ℃。
壓力變送器:0~1 MPa。
精密減壓閥:0.005~0.8 MPa,精度≤±0.5%。
氮氣減壓器:YQD-6型。
氮氣瓶:普氮99.9%,40 L。
工業相機:高清300萬像素以上,支持開發語言VB。
分析處理軟件:VB編程,可記錄試驗參數及處理測試數據。
2.2 試樣制備及測試
采用具有6種特征的高固含量HTPB/AP/Al三組元推進劑實驗配方為研究對象,其中還添加固化劑甲苯二異氰酸酯TDI,增塑劑癸二酸二辛酯DOS,交聯劑三-(2V甲基氮丙啶氧化磷)MAPO,鍵合劑,燃速催化劑等組分,3L立式混合機制備藥漿,分別用A、B、C、D、E、F表示。
用哈克RV1/Z31同軸旋轉粘度計測試藥漿粘度,測試溫度與推進劑藥漿工藝溫度相同,剪切速率為0.1 s-1。用圖1所示裝置測試藥漿下料速度、堆積高度和流平速度。
2.3 數據處理
軟件記錄單位時間內藥漿流下質量,即下料速度。在進行視頻采集測量時,首先用標尺對圖像進行單位設置,即設置像素和實際長度之間的換算關系,然后對間隔5 s的藥漿流動情況進行拍照,測試精度小于等于1.0 mm。通過軟件計算間隔0.5 min堆積高度和流平速度。
3 結果與討論
3.1 藥漿下料速度與粘度關系
通過測試工藝溫度下保溫1 h,不同批次藥漿粘度及工藝條件下的下料速度,以及選取一批藥漿工藝溫度下保溫1~5 h,測試間隔1 h的下料速度及粘度,二者關系見表1、表2 、圖2、圖3。

表1 藥漿粘度及工藝溫度、壓強下藥漿下料速度測試結果Table 1 Propellant slurry viscosity results and blanking speed results under the process temperature and pressure

表2 藥漿保溫不同時間粘度結果及工藝溫度、壓強下藥漿(F)下料速度測試結果Table 2 Viscosity result and blanking speed result of F propellant slurry at different soaking time
圖2 不同批次推進劑藥漿保溫1 h 粘度與下料速度關系圖Fig.2 Relationship between viscosity and blanking speed of different batches under process conditions
圖3 同一批藥漿(F)不同保溫時間粘度與下料速度關系圖Fig.3 Relationship between viscosity and blanking speed of F at different soaking time
表1中下料速度測試條件為50 ℃,保溫1 h,壓強0.1 MPa;粘度測試條件為50 ℃,保溫1 h,剪切速率0.1 s-1,測試轉子Z31。表2為批號F的藥漿在50 ℃,0.1 MPa壓強不同保溫時間下的下料速度結果和50 ℃不同保溫時間的粘度結果。
從圖2、圖3可看出,藥漿下料速度與粘度之間有一定的對應關系,符合冪律函數,隨著粘度增加下料逐漸速度在減小,經過計算相關系數R均為0.997。因此,可通過藥漿下料速度表征藥漿粘度的大小及流變性能。此外,對于低粘度或高粘度藥漿下料速度,可通過此曲線進行外推得出。對于藥漿粘度的預測也可通過測試下料速度,查圖得出藥漿粘度。低剪切、高剪切速率下的藥漿粘度也可通過建立相應關系曲線,查圖得出。該裝置簡單易實施,可通過串聯多個粘度杯來同時表征不同批次藥漿流動性能。
3.2 堆積高度和流平速度測試
表3中樣品D,在測試2.3 min時粘度杯中樣品下料完畢,樣品B在3.5 min下料完畢。因此,最后兩個點測試值不太可靠,做圖時將其舍掉。由于樣品B和D下料速度不同,因此對測試結果用下料速度進行修正,即用測試結果除以下料速度,修正前后測試結果曲線如圖4、圖5。
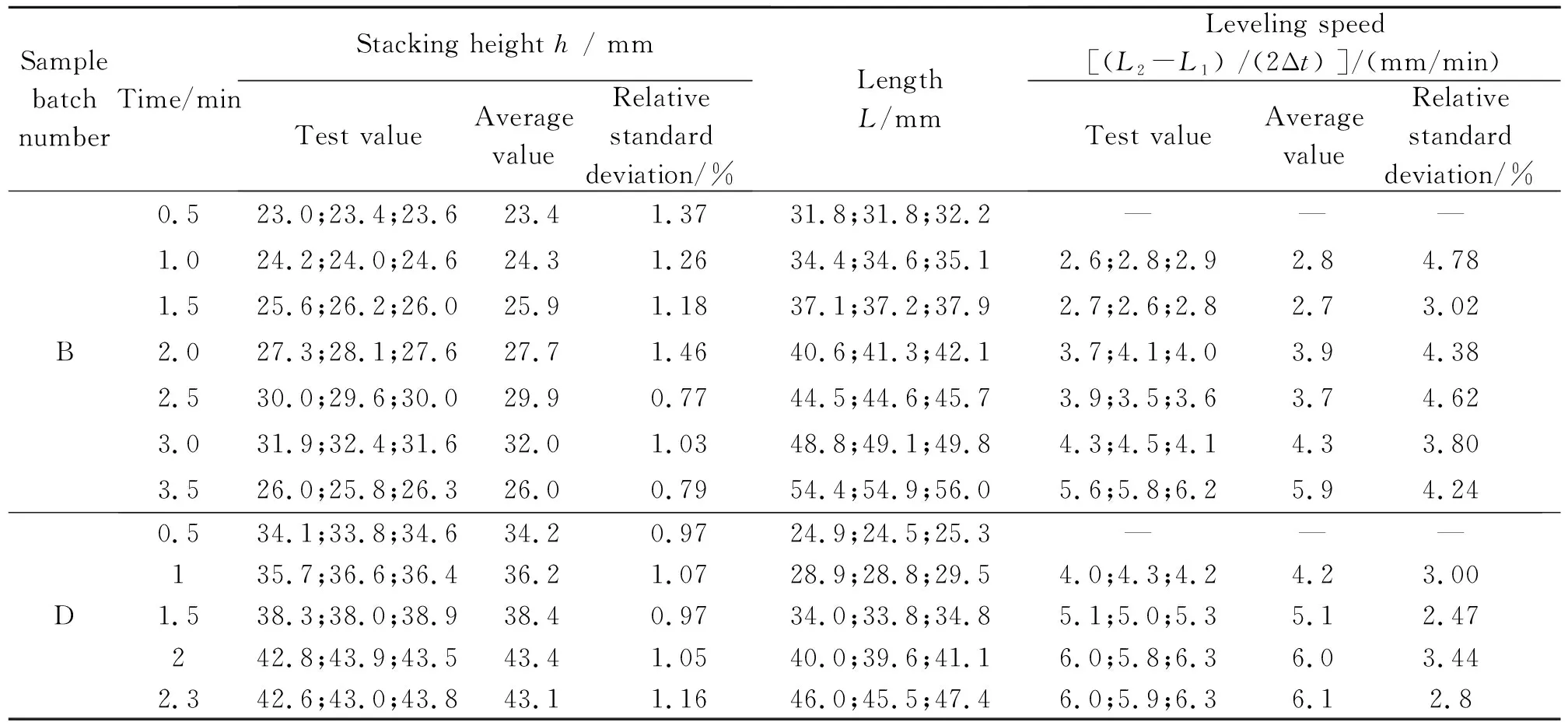
表3 堆積高度和流平速度測試結果Table 3 The test result of stacking height and leveling speed
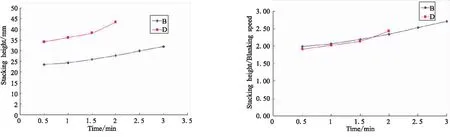
(a)Before modification (b)After modification圖4 時間與堆積高度關系Fig 4 Relationship between time and stacking height
由表3、圖4可看出,兩種藥漿堆積高度變化趨勢一致,經下料速度進行修正后二者有很好的一致性。對于粘度較小的D樣品流平速度較快,流平性較好。而對于粘度較大的B樣品,流平速度隨著藥量增多,先降低后增加,有一個堆積坍塌的過程。

(a)Before modification (b)After modification圖5 時間與流平速度關系Fig 5 Relationship between time and leveling speed
4 結論
使用自研的推進劑下料速度、堆積高度和流平速度表征裝置測試了幾種典型HTPB推進劑藥漿的下料速度、堆積高度和流平速度,研究表明:
(1)推進劑藥漿下料速度測試裝置,可以有效區分不同粘度的推進劑藥漿,以及同一配方不同固化程度的推進劑藥漿,下料速度與粘度關系均服從冪律函數,具有很好的相關性。
(2)推進劑藥漿的堆積高度與下料速度正相關,用下料速度修正后,不同粘度的藥漿堆積高度趨于一致。
(3)粘度較小的藥漿流平速度隨時間平穩上升。粘度較大的藥漿流平速度隨時間推移也呈上升趨勢,但測試中發現了兩個保持階段,說明存在坍塌擴散的過程。
(4)自研的推進劑下料速度、堆積高度和流平速度測試裝置,測試速度快,結果直觀與藥漿粘度有較好的相關性,并且可以使用多個粘度杯實現平行測試。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52