關(guān)于特殊情況下的石油化工裝置排污管的設(shè)置
2020-09-09 01:57:02鄭家才孫裕強(qiáng)
石油化工建設(shè)
2020年3期
鄭家才 孫裕強(qiáng)
南京南化建設(shè)有限公司 江蘇南京 210048
在石油化工生產(chǎn)中,常常會(huì)伴隨出現(xiàn)一些污水及廢水,若不及時(shí)排出,不僅會(huì)影響產(chǎn)品的純度,還會(huì)給生產(chǎn)帶來(lái)一定的安全隱患。最常見的排污方式是在管道或裝置上增加排污管,但在特殊情況下無(wú)法在管道或設(shè)備底部排污時(shí),就要另辟蹊徑,采取特有的排污方式。本文采取在管道頂部開孔安裝排污管的方式進(jìn)行排污。
1 工程概況
南京南化建設(shè)有限公司在苯胺項(xiàng)目上的氫氣壓縮機(jī)進(jìn)口管道施工時(shí),遇到氫氣進(jìn)口主管為DN800 材質(zhì)、PSL2 L245 的碳鋼管。該管敷設(shè)在混凝土地溝中,管道底部和溝面之間的間隙很小,而工藝要求該管需設(shè)有排污管,若按常規(guī)在底部增加排污管,難度系數(shù)很大。經(jīng)過與工藝設(shè)計(jì)協(xié)商,提出在管道頂部增加排污口的方案,詳見圖1。
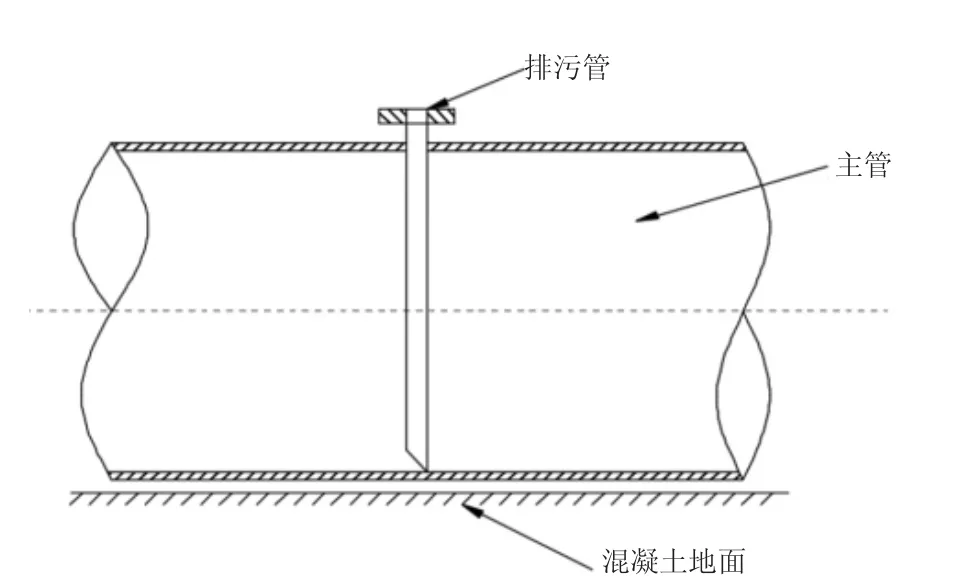
圖1 排污管示意圖
2 排污管的設(shè)計(jì)及施工流程
2.1 管口補(bǔ)強(qiáng)
根據(jù)規(guī)范GB/ T20801.3-2006《壓力管道規(guī)范工業(yè)管道第三部分設(shè)計(jì)和計(jì)算》中6.7.3 項(xiàng),不需要補(bǔ)強(qiáng)的條件:
(1)符合下列情況之一者不需要進(jìn)行補(bǔ)強(qiáng)計(jì)算,也不需要采取其他措施;
(2)直接焊于主管的螺紋、承插焊管接頭(GB/ T 14626-1993、GB/ T 14383-1993),且符合下列各項(xiàng)要求:(a)支管公稱直徑不大于DN50;(b)Db/ Dh≤1/ 4。
本方案采取DN40 材質(zhì)為20# 的無(wú)縫鋼管,故不需要采取補(bǔ)強(qiáng)措施。
開孔補(bǔ)強(qiáng)不是強(qiáng)制性要求,但在有嚴(yán)重性外載荷時(shí)仍需考慮補(bǔ)強(qiáng)[1]。
2.2 材料選擇
氫氣是一種可燃性氣體,在管道內(nèi)流速過大時(shí),與壁管摩擦增強(qiáng),特別是管道內(nèi)含有鐵銹雜質(zhì)時(shí),易形成靜電火花。為避免氫氣泄漏造成燃燒和爆炸事故,氫氣管道的管材應(yīng)采用無(wú)縫鋼管[2]。……
登錄APP查看全文
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
中學(xué)科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39