高碳鋼小方坯宏觀偏析規律研究
2020-09-10 06:16:14杜玉蘭杜亞偉杜海明范志成
河南冶金 2020年3期
杜玉蘭 杜亞偉 杜海明 范志成
(安陽鋼鐵集團有限責任公司)
0 前言
元素偏析是連鑄坯常見的內部質量缺陷,尤其在連鑄高碳鋼小方坯時,受較高碳含量、斷面尺寸、連鑄工藝及高碳鋼凝固特性的影響,中心宏觀偏析更為嚴重[1]。后續加熱爐加熱與高線軋制對其改善程度有限,退火或熱處理亦不能將其完全消除[2],嚴重影響了線材的可使用性,如疲勞壽命降低、拉拔斷絲率高、焊接性能差、沖擊韌性差等。
圍繞連鑄坯的偏析形成機理形成了一系列中心偏析控制技術,如低過熱度澆注技術、電磁攪拌技術、熱壓下技術、凝固末端輥式輕壓下技術等。基于某鋼廠六機六流150 mm斷面現有工藝裝備條件,筆者著重介紹了其SWRH82B高碳鋼小方坯不同連鑄工藝下連鑄坯橫截面碳元素的偏析規律,以期歸納工藝改進方向,指導現場生產。
1 研究方法與基本工況
對比的基礎上,重點研究二冷全水冷工藝(比水量已固化、無F-EMS)、二冷氣霧冷卻工藝(比水量已固化、無F-EMS)、二冷氣霧冷卻+F-EMS工藝(比水量及攪拌參數已固化)3種系列工藝條件下連鑄坯的橫截面厚度方向上碳元素的偏析指數(KC)分布情況。
(1)基本工況。鋼種:SWRH82B;連鑄拉速:2.10~2.30 m/min;中間包鋼水過熱度:實際控制在20~30 ℃(較低過熱度澆注);同時具備相同優選參數的M-EMS條件。
(2)偏析樣獲取方式。從連鑄坯橫剖低倍樣的凝固中心(非幾何中心)向其內弧側任一角部劃線,沿該直線從角部向凝固中心依次等距鉆取一定深度的鋼屑作為該樣點偏析試樣,并采用C/S儀進行碳成分檢測。其中,角部試樣成分分析結果作為相應工藝條件下偏析指數計算的基體成分,并按同時取樣同時檢測的原則進行;偏析試樣的鉆取采用Φ5 mm合金鋼鉆頭,試樣鉆取時去除低倍表層1~2 mm厚。
(3)各成分點偏析指數厚度方向上的分布情況采用高次擬合進行趨勢判斷與觀察。
2 系列工藝對比試驗
2.1 二冷全水冷工藝
作為該鑄機自身縱向對比,從時間上首先呈現了其二冷全水冷條件下的鑄坯橫截面厚度方向上碳偏析的分布情況,具體如圖1所示。除基本工況,當時二冷全水冷工藝的比水量在0.65~0.75 L/kg。
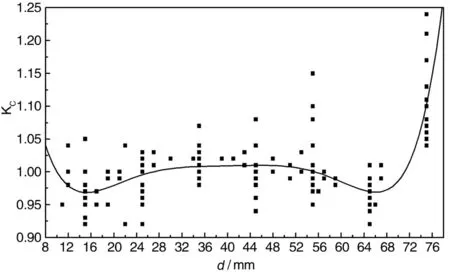
圖1 鑄坯橫截面厚度方向上碳偏析指數分布
從圖1可以看出,從激冷層到出結晶器的這段凝固區域,甚至可以繼續延伸到水環區域,該范圍大致對應于鑄坯鑄態組織的激冷層向柱狀晶的過渡區域,出現了明顯的碳的負偏析現象,但不嚴重,偏析指數在0.95左右,該區域寬度較窄;凝固終了前的固液兩相區同樣出現了碳的負偏析現象,也不嚴重,偏析指數在0.95左右,該區域寬度從偏析樣鉆點間距估算約3~5 mm不等;凝固中心碳的正偏析達到極值,平均達到1.15左右的水平。
2.2 二冷氣霧冷卻工藝
該鑄機出于冷卻均勻性考慮,在適應性改造后二冷采用了氣霧冷卻工藝。其中,冷卻水壓力約0.9 MPa,壓縮空氣壓力約0.5 MPa,每流最大冷卻水用量約25 m3/h,每流最大壓空耗量約18 Nm3/min。
該階段呈現了其二冷氣霧冷卻條件下的鑄坯橫截面厚度方向上碳偏析的分布情況,具體如圖2所示。除基本工況外,該階段二冷氣霧冷卻工藝的比水量在0.70~0.80 L/kg的范圍。
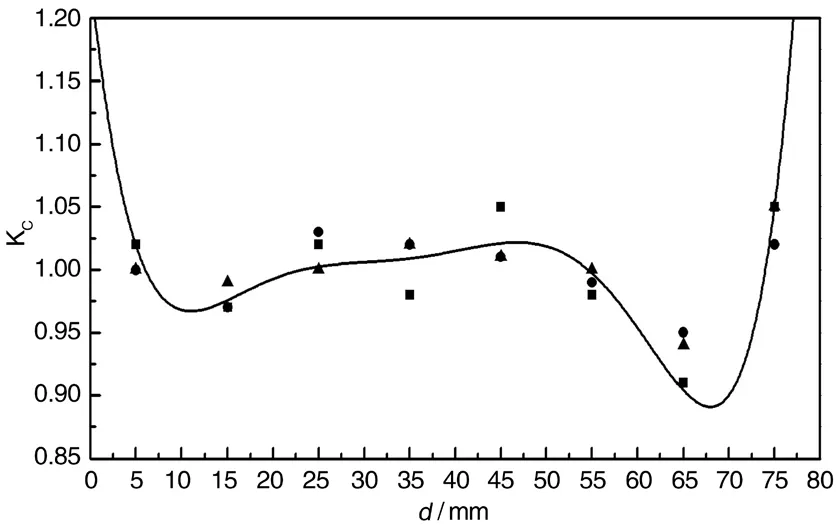
圖2 鑄坯橫截面厚度方向上碳偏析指數分布
從圖2可以看出,由激冷層向柱狀晶過渡的這段凝固區域,出現了明顯的碳的負偏析現象,但不嚴重,偏析指數在0.97左右,該區域寬度較窄;凝固終了前的固液兩相區同樣出現了碳的負偏析現象,相對較嚴重,偏析指數在0.92左右,該區域寬度從偏析樣鉆點間距估算約3~5 mm不等;凝固中心碳的正偏析達到極值,平均達到1.10左右的水平。
2.3 二冷氣霧冷卻+F-EMS工藝
該部分將氣霧冷卻與F-EMS工藝相結合,氣霧冷卻比水量同本文2.2部分,基本工況如前所述。其中,F-EMS工藝參數采用(420~440)A×(7~9)Hz,攪拌方式采用連續或交替。
該部分呈現了二冷氣霧冷卻與F-EMS工藝結合條件下的鑄坯橫截面厚度方向上碳偏析的分布情況,具體如圖3所示。
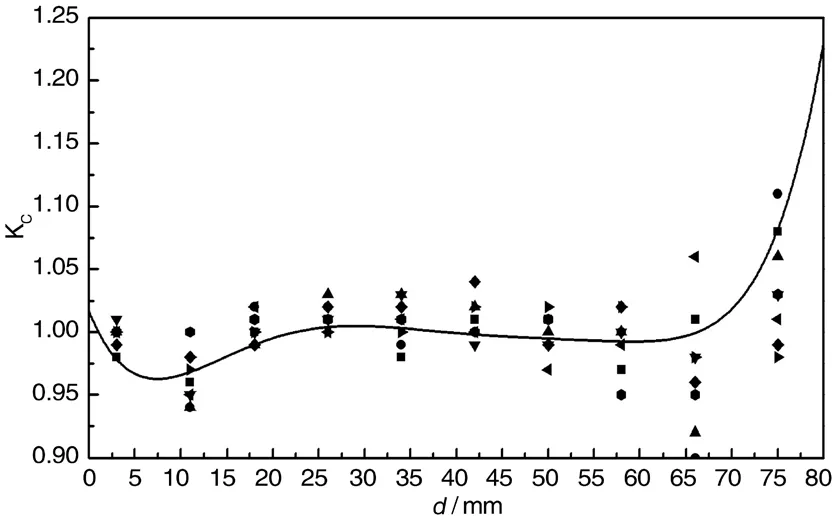
圖3 鑄坯橫截面厚度方向上碳偏析指數分布
從圖3可以看出,激冷層向柱狀晶過渡區域碳的負偏析現象依然存在,但不嚴重,偏析指數在0.97左右,該區域寬度較窄;在最后凝固終了前的固液兩相區依然存在碳的負偏析現象,該現象已不再明顯,偏析指數在0.98左右,該區域寬度從偏析樣鉆點間距估算約2~4 mm不等;凝固中心碳的正偏析達到極值,平均達到1.05~1.08的水平,相對較低。
3 分析討論
從以上分析不難看出,SWRH82B高碳鋼小方坯橫截面厚度方向(由外及內)上碳元素的宏觀偏析主要存在3個明顯的偏析區域。
3.1 第一負偏析區域
該區域存在于激冷層向柱狀晶過渡區域,寬度較窄,負偏析指數不高,極小值在0.95左右。該區域在上述三種連鑄工況條件下均存在。對其出現的位置進行測量,并結合結晶器冷卻強度、鑄坯拉速、過熱度等關鍵連鑄參數利用連鑄坯凝固的二次方定律計算發現,該區域對應于鑄坯歷經M-EMS過程中產生并隨后結束。
因此,該區域的負偏析現象在目前的工況條件下不能夠完全消除,需要結合結晶器安裝位置、M-EMS攪拌強度等設備工藝條件的匹配調整予以改善。
這里需要強調的是, 上述三種工藝條件下,所討論的SWRH82B高碳鋼小方坯的M-EMS參數已經優選固化,鑄坯橫截面低倍上未見明顯的白亮帶,實際對應的負偏析指數亦不是很小,說明優選固化的M-EMS攪拌強度條件較為合適。相反,如果鑄坯橫截面低倍鑄態組織出現明顯的白亮帶,則會造成中心碳的正偏析加重。
3.2 第二負偏析區域
該區域在上述三種連鑄工況條件下均顯著存在,說明該區域負偏析是SWRH82B高碳鋼小方坯自然形成并存在的一種正常的凝固現象,而且該區域伴隨并圍繞凝固中心正偏析共生共存。
該區域寬度從偏析樣鉆點間距估算約2~5 mm不等,且其負偏析指數隨工藝不同波動相對較大,極小值達到約0.90的水平。生產實踐表明,二冷合適冷卻強度基礎上較合理的F-EMS參數設置對該區域的負偏析程度有一定的改善,而且合理的交替式攪拌對該負偏析的改善效果更為明顯,但目前條件下該負偏析不能被完全消除。
3.3 凝固中心正偏析區域
隨著凝固前沿的逐漸推進,第二負偏析區域隨后便出現了凝固中心正偏析區域,其形成機理多傾向于凝固末端或樹枝晶間溶質液體的流動。該區域集中表現出多種高碳鋼小方坯的鑄坯內部缺陷類型,碳的正偏析指數達到極大值;該區域疏松面積比例隨中間包過熱度、拉速、二冷冷卻強度與均勻性及末端電磁攪拌強度與攪拌方式等連鑄條件的變化而有所不同。
上述SWRH82B高碳鋼小方坯基本澆注工況下,合適的二冷冷卻條件匹配合適的攪拌強度與攪拌方式的末端電磁攪拌,能夠將高碳鋼小方坯該區域碳的正偏析指數控制在1.10以內,平均達到1.05~1.08的水平,但該區域碳的正偏析現象不能被完全消除。
綜上所述,系列對比試驗實測結果表明,SWRH82B高碳鋼小方坯橫截面厚度方向上的上述三個碳元素偏析區域是事實存在的,然而根據質量守恒定律,如果中心區域的負偏析得到控制,該區域的正偏析現象也將相應得以改善。不可否認,理論與實踐表明[3],電磁攪拌易在鑄坯內部產生白亮帶,而且需要多個攪拌位置的合理組合;低過熱度澆注易發生冷鋼以及水口堵塞,限制了其在工業生產中的應用。
近年來,由于輕壓下技術直接作用于中心偏析發生的位置[4],隨著該技術在改善鑄坯內部質量方面的顯著效果被越來越多的應用實踐所證明,該技術已被世界各國的鋼鐵生產廠家廣泛采用。其中,小方坯輕壓下形式包括輥式靜態輕壓下、輥式動態輕壓下等,筆者前期基于連鑄機的拉矯輥所進行的高碳鋼小方坯靜態輕壓下生產實踐[5]也證明了輕壓下技術在改善鑄坯偏析方面的比較優勢。
4 結 論
從SWRH82B高碳鋼小方坯跟隨系列對比連鑄試驗得出如下結論:
(1)鑄坯橫截面厚度方向存在三個碳元素的偏析區域,即由M-EMS引起的所謂第一負偏析區域、伴隨并圍繞凝固中心正偏析區域存在的所謂第二負偏析區域以及凝固中心正偏析區域,三者之間存在一定的內在聯系。
(2)中間包適當低過熱度澆注、二冷合適的均勻的冷卻條件及合適攪拌位置、攪拌強度與攪拌方式的合理工況匹配能夠有效控制三個偏析區域的偏析程度,但不能完全消除。小方坯輥式動態輕壓下技術為連鑄高碳鋼鑄坯斷面碳元素偏析控制提供了新的思路與方向。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03
