
一種新的冷軋管機(jī)變形區(qū)內(nèi)表面潤(rùn)滑方案
2020-09-10 13:23:36李小榮郭琳曹世奇
內(nèi)燃機(jī)與配件 2020年9期
李小榮 郭琳 曹世奇



摘要:文章提出了一種新的冷軋管機(jī)變形區(qū)內(nèi)表面潤(rùn)滑方案。該方案將離線潤(rùn)滑和在線潤(rùn)滑合為一體,工作中依據(jù)需要選取其中一種,同時(shí)實(shí)現(xiàn)了大規(guī)格管坯在線定時(shí)定量潤(rùn)滑和小規(guī)格管坯離線定量潤(rùn)滑,并從方案上解決了離線潤(rùn)滑滴油不好收集的問題。該方案采用全自動(dòng)控制方法,實(shí)際使用效果良好。
關(guān)鍵詞:冷軋管機(jī);管坯內(nèi)表面的潤(rùn)滑;離線潤(rùn)滑;在線潤(rùn)滑
0? 引言
在冷軋管機(jī)的軋制過程中,變形區(qū)域的潤(rùn)滑條件是影響工模具壽命和成品管質(zhì)量的重要因素,而由于位置原因,變形區(qū)域管坯內(nèi)表面的潤(rùn)滑是潤(rùn)滑的難點(diǎn),一直以來(lái)采用專用的機(jī)構(gòu)實(shí)現(xiàn)。傳統(tǒng)的潤(rùn)滑機(jī)構(gòu)分為兩大類:一類是軋制過程中通過中空芯棒桿間歇的向變形區(qū)域內(nèi)管坯內(nèi)表面注入潤(rùn)滑油;另一類是上料前向料架上的管坯內(nèi)部注入潤(rùn)滑油,油隨著管坯被帶到變形區(qū)。這兩種專用潤(rùn)滑機(jī)構(gòu)分別稱為在線潤(rùn)滑機(jī)構(gòu)和離線潤(rùn)滑機(jī)構(gòu)。各軋機(jī)依據(jù)實(shí)際需要選取其中一種。本文介紹的是一種將離線潤(rùn)滑與在線潤(rùn)滑合為一體的新方案,即用一個(gè)機(jī)構(gòu)既實(shí)現(xiàn)離線潤(rùn)滑功能,又實(shí)現(xiàn)在線潤(rùn)滑功能,采用全自動(dòng)工作模式,打油間隔時(shí)間和打油時(shí)間均可在人機(jī)界面上調(diào)整,適用于小型連續(xù)上料型冷軋管機(jī)。
1? 結(jié)構(gòu)形式
新方案潤(rùn)滑機(jī)構(gòu)主要分為油缸、擺臂、支座、集油底座四大部分,具體結(jié)構(gòu)形式如圖1所示。
新潤(rùn)滑機(jī)構(gòu)布置于軋制線上,位于上料臺(tái)架與裝料床身之間。油缸安裝于軋制線側(cè)面且位于裝料床身側(cè),使其不影響上料臺(tái)架高度。油缸工作使擺臂沿預(yù)定軌跡移動(dòng)。在線出油口與離線出油口分別位于擺臂底部的兩端。集油底座將在線出油口、離線出油口及管坯端部流出的潤(rùn)滑油收集,通過回油管路流回潤(rùn)滑站。
2? 工作原理
2.1 新潤(rùn)滑機(jī)構(gòu)潤(rùn)滑站的工作原理
潤(rùn)滑機(jī)構(gòu)潤(rùn)滑站的原理圖如圖2所示。將車間氣源與氣動(dòng)三聯(lián)件相連,再連通電磁閥,并在電磁閥上安裝消音器,最后連通氣動(dòng)泵。氣動(dòng)泵安裝于油箱蓋上,出油口用軟管連出,以方便打開油箱蓋添加潤(rùn)滑油。
潤(rùn)滑機(jī)構(gòu)工作時(shí),先接通車間氣源控制閥,將氣源送至潤(rùn)滑機(jī)構(gòu)。氣源經(jīng)過氣動(dòng)三聯(lián)件凈化、調(diào)壓,到達(dá)電磁閥。電磁閥得電,則氣動(dòng)泵啟動(dòng),油箱中的潤(rùn)滑油經(jīng)膠管輸出到硬管油路。電磁閥失電,則氣動(dòng)泵停止,膠管停止輸出潤(rùn)滑油。
定期向油箱中加入潤(rùn)滑油,保證設(shè)備正常運(yùn)行。油箱中的潤(rùn)滑油液位低于設(shè)定最低液位時(shí),液位計(jì)發(fā)出報(bào)警信號(hào)。此時(shí),冷軋管機(jī)自動(dòng)停機(jī),在人機(jī)界面上出現(xiàn)內(nèi)表面潤(rùn)滑油箱液位低報(bào)警提醒,提醒操作人員為該油箱添加潤(rùn)滑油。
2.2 新潤(rùn)滑機(jī)構(gòu)硬管油路的工作原理
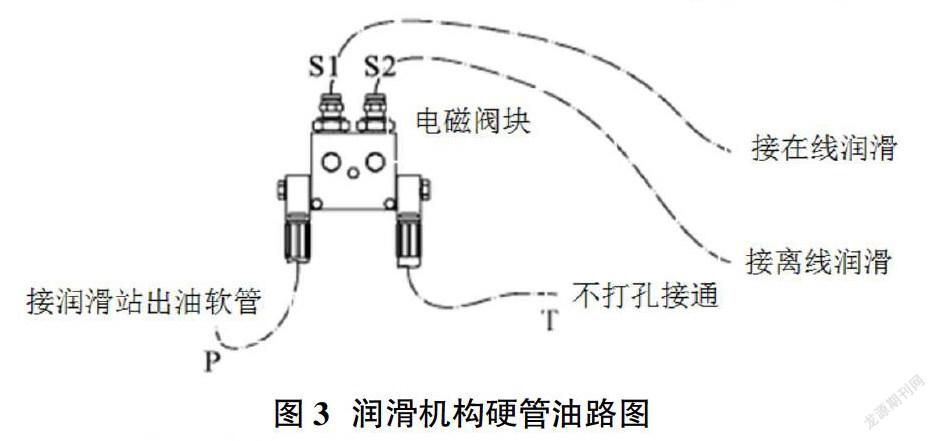
潤(rùn)滑機(jī)構(gòu)硬管油路如圖3所示。潤(rùn)滑站出油口經(jīng)過硬管連接到三位四通雙電磁鐵電磁閥塊,閥塊共有P口、T口、S1口和S2口共四個(gè)油路口。P口連接潤(rùn)滑站出油口;T口不接通;S1口、S2口分別與在線潤(rùn)滑、離線潤(rùn)滑相連。
潤(rùn)滑機(jī)構(gòu)不工作時(shí),電磁閥的兩個(gè)電磁鐵均不得電,閥芯處于中間位置,P口與S1口、S2口均不接通,S1口和S2口都無(wú)潤(rùn)滑油流過。S1口側(cè)電磁鐵得電時(shí),閥芯位于S1口側(cè),P口與S1口接通,S1口流過潤(rùn)滑油,在線潤(rùn)滑機(jī)構(gòu)工作。反之,S2口側(cè)電磁鐵得電時(shí),閥芯位于S2口側(cè),P口與S2口接通,S2口流過潤(rùn)滑油,離線潤(rùn)滑機(jī)構(gòu)工作。
3? 全自動(dòng)控制方案
開機(jī)后,依據(jù)實(shí)際生產(chǎn)規(guī)格需要,在人機(jī)界面或操作臺(tái)上的旋鈕處,手動(dòng)選擇潤(rùn)滑裝置的工作模式,即離線潤(rùn)滑或在線潤(rùn)滑模式中的一種。未選擇時(shí),按上次工作模式執(zhí)行。兩種模式的潤(rùn)滑過程均為全自動(dòng)控制。
3.1 離線潤(rùn)滑方式的全自動(dòng)控制
離線潤(rùn)滑方式的全自動(dòng)控制方案如圖4所示。設(shè)備程序執(zhí)行至上料階段,若上料架料槽有無(wú)料檢測(cè)發(fā)出無(wú)料信號(hào)時(shí),潤(rùn)滑機(jī)構(gòu)不工作,設(shè)備不上料,在人機(jī)界面上出現(xiàn)料架無(wú)料提醒;若上料架料槽有無(wú)料檢測(cè)發(fā)出有料信號(hào)時(shí),潤(rùn)滑機(jī)構(gòu)油缸動(dòng)作,使打油桿落下。此時(shí),送料機(jī)構(gòu)電機(jī)轉(zhuǎn)動(dòng),帶動(dòng)送料輥轉(zhuǎn)動(dòng),且送料機(jī)構(gòu)油缸動(dòng)作,使送料輥夾持住管坯,將坯料從上料架料槽送入打油桿上的打油嘴。打油泵啟動(dòng),油流入管坯內(nèi)表面。打油泵工作設(shè)定時(shí)間后,打油泵停止。此時(shí),送料機(jī)構(gòu)電機(jī)反轉(zhuǎn),帶動(dòng)送料輥反轉(zhuǎn),夾持坯料退回至脫離打油嘴。潤(rùn)滑機(jī)構(gòu)油缸動(dòng)作,使打油桿抬起。此時(shí)送料機(jī)構(gòu)工作,將料送入下一工作區(qū)域。最后,上料架油缸動(dòng)作,將料架上的下一支坯料撥入料槽,等待下一次上料。
打油泵的工作時(shí)間長(zhǎng)度在人機(jī)界面上可以調(diào)整。依據(jù)不同管坯長(zhǎng)度、不同管坯材質(zhì),選取適當(dāng)?shù)墓ぷ鲿r(shí)間長(zhǎng)度。
3.2 在線潤(rùn)滑方式全自動(dòng)控制
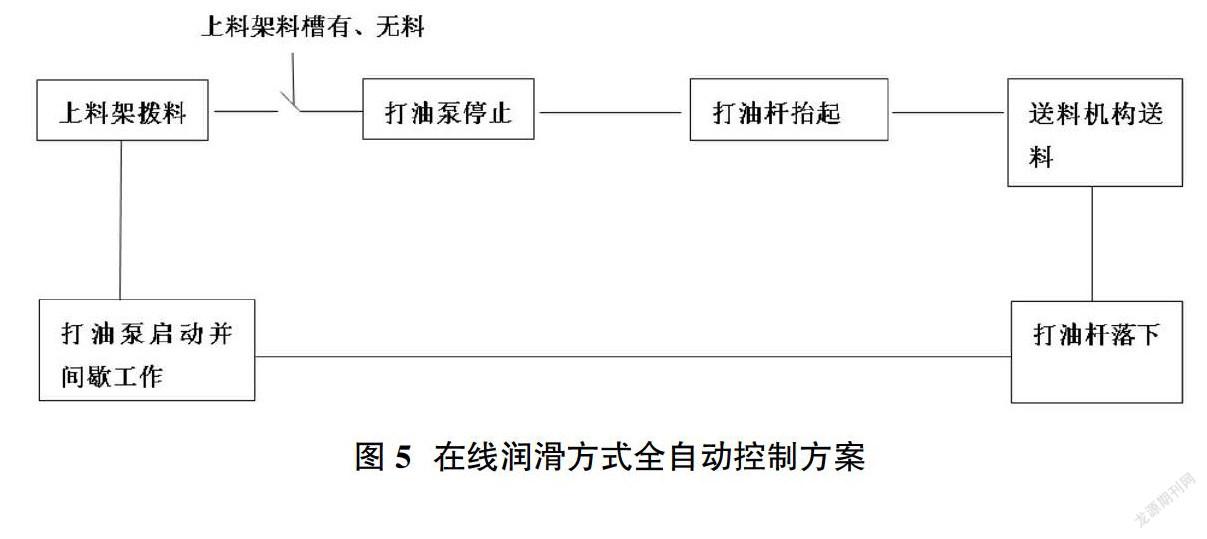
在線潤(rùn)滑方式的全自動(dòng)控制方案如圖5所示。設(shè)備程序執(zhí)行至上料階段,若上料架料槽有無(wú)料檢測(cè)發(fā)出無(wú)料信號(hào)時(shí),潤(rùn)滑機(jī)構(gòu)不工作,設(shè)備不上料,在人機(jī)界面上出現(xiàn)料架無(wú)料提醒;若上料架料槽有無(wú)料檢測(cè)發(fā)出有料信號(hào)時(shí),打油泵停止,潤(rùn)滑機(jī)構(gòu)油缸工作,使打油桿抬起。此時(shí),送料機(jī)構(gòu)電機(jī)轉(zhuǎn)動(dòng),帶動(dòng)送料輥轉(zhuǎn)動(dòng),且送料機(jī)構(gòu)油缸動(dòng)作,使送料輥夾持住管坯,將坯料從上料架料槽送入下一個(gè)工作區(qū)域。接著,潤(rùn)滑機(jī)構(gòu)油缸工作,使打油桿落下,打油泵啟動(dòng)并間歇工作,間歇地將潤(rùn)滑油沿著芯棒桿中間孔送入變形區(qū)內(nèi)表面。最后,上料架油缸動(dòng)作,將料架上的下一支坯料撥入料槽,等待下一次上料。
打油泵的工作時(shí)間長(zhǎng)度、啟動(dòng)間隔時(shí)間長(zhǎng)度,均可在人機(jī)界面上調(diào)整。依據(jù)不同管坯材質(zhì),選取適當(dāng)?shù)墓ぷ鲿r(shí)間長(zhǎng)度。
4? 油缸壓力控制
潤(rùn)滑機(jī)構(gòu)的工作油缸,在不同的工作狀態(tài)下,希望使用不同的工作壓力。在該油缸的液壓控制閥塊處設(shè)有減壓閥、壓力表。手動(dòng)調(diào)整減壓閥,觀察壓力表上的壓力值,將壓力值調(diào)整至需要的數(shù)值后,鎖緊減壓閥調(diào)壓旋鈕,更換工作狀態(tài)時(shí),依據(jù)需要,調(diào)整油缸壓力。
對(duì)于在線潤(rùn)滑方式,擺臂落下時(shí),在線潤(rùn)滑出油口與芯棒桿尾椎配合,油間歇地通過芯棒桿上的中間通孔到達(dá)變形區(qū)域,對(duì)管坯內(nèi)壁與芯棒外表面進(jìn)行潤(rùn)滑。此時(shí),若油缸壓力過大,則出油嘴與芯棒桿接觸面壓力大,接觸面磨損嚴(yán)重,且芯棒桿較細(xì)時(shí)尾部易彎曲,進(jìn)而影響上料時(shí)管坯與芯棒的對(duì)中性。依據(jù)經(jīng)驗(yàn),選取合適的壓力值,一般選2MPa左右。擺臂抬起時(shí),希望抬起動(dòng)作快,軋制節(jié)奏緊湊,所以此時(shí)選取系統(tǒng)壓力。
對(duì)于離線潤(rùn)滑方式,擺臂落下時(shí),在線潤(rùn)滑出油口不與芯棒桿尾椎接觸,離線潤(rùn)滑出油口與管坯直接無(wú)壓力接觸,所以此過程無(wú)需減壓,選取系統(tǒng)壓力,縮短工作時(shí)間。擺臂抬起時(shí),希望抬起動(dòng)作快,軋制節(jié)奏緊湊,所以此時(shí)選取系統(tǒng)壓力。
5? 新潤(rùn)滑機(jī)構(gòu)的特點(diǎn)
傳統(tǒng)的離線打油布置于上料臺(tái)架置料架側(cè),打油后的管坯經(jīng)撥料機(jī)構(gòu)送入軋制線上,在此期間,潤(rùn)滑油從管坯端部流出,沿著置料架至軋制線滴落至置料架底部、軋制線上。滴落面積較大,因此滴油不好收集且不美觀。新方案布置于軋制線上,潤(rùn)滑后的管坯直接進(jìn)入下一區(qū)域,潤(rùn)滑油滴落面積相對(duì)較小。更因?yàn)樾路桨覆贾糜谲堉凭€上,且底部設(shè)有集油底座,使得管坯端部、離線潤(rùn)滑油嘴和在線潤(rùn)滑油嘴處滴落的潤(rùn)滑油可以集中收集,通過配管流回潤(rùn)滑站。
與傳統(tǒng)的離線潤(rùn)滑和在線潤(rùn)滑相比,新方案在實(shí)現(xiàn)小規(guī)格坯料離線潤(rùn)滑的同時(shí),還可以實(shí)現(xiàn)較大規(guī)格管坯的在線潤(rùn)滑,擴(kuò)大了潤(rùn)滑機(jī)構(gòu)的使用范圍。同時(shí),實(shí)現(xiàn)了依據(jù)具體工藝,合理選取在線潤(rùn)滑還是離線潤(rùn)滑的潤(rùn)滑方式。對(duì)于潤(rùn)滑要求高的管坯,盡量選取在線潤(rùn)滑,改善成品管質(zhì)量。
6? 結(jié)束語(yǔ)
該新的冷軋管機(jī)變形區(qū)管坯內(nèi)表面潤(rùn)滑方案已經(jīng)在多套冷軋管機(jī)設(shè)備上應(yīng)用,實(shí)際應(yīng)用情況表明,該方案潤(rùn)滑效果良好、操作方式簡(jiǎn)單、回油收集完全、成本造價(jià)低、縱向尺寸小。特別是回油收集完全、縱向尺寸小,使得設(shè)備及地面干凈環(huán)保,且縮短了送料裝置之間的間距。因此,該新的冷軋管機(jī)變形區(qū)管坯內(nèi)表面潤(rùn)滑方案值得推廣應(yīng)用。
參考文獻(xiàn):
[1]閻雪峰,閆菲菲,周紅兵,等.我國(guó)冷軋管機(jī)的現(xiàn)狀及發(fā)展趨勢(shì)[J].重型機(jī)械,2010(4):1-9.
[2]閻雪峰,王小寶,成海寶,等.新型兩輥高速冷軋管機(jī)[J].重型機(jī)械,2009(4):6-11.
[3]楊鵬,董相連,成海寶,等.伺服冷軋管機(jī)控制系統(tǒng)的設(shè)計(jì)[J].重型機(jī)械,2011(2):40-43.
[4]成海寶,趙鐵勇,郝瑾,等.高精度不銹鋼管軋制過程軋制力仿真計(jì)算[J].重型機(jī)械,2012(2):49-52,61.
[5]紀(jì)松山,徐生華,凡明,等.高速冷軋管機(jī)檢測(cè)裝置改進(jìn)[J].重型機(jī)械,2018(04):88-91
[6]成海寶,趙鐵勇,紀(jì)松山,等.大型冷軋管機(jī)曲軸的設(shè)計(jì)[J].重型機(jī)械,2013(3):74-76.
[7]張杰,曹漢廷,張超,等.高速連續(xù)上料冷軋管機(jī)電氣控制系統(tǒng)[J].重型機(jī)械,2013(4):45-48.
[8]白連海,朱旭.我國(guó)冷軋管設(shè)備工藝技術(shù)的發(fā)展[J].鋼管,2012,41(04):1-6.
[9]沈興全.液壓傳動(dòng)與控制[M].國(guó)防工業(yè)出版社,2010.
[10]韓昌觀,李連詩(shī).小型無(wú)縫鋼管生產(chǎn)[M].冶金工業(yè)出版社,1990.
[11]展京樂,呂惠杰,成海寶,等.高速冷軋管機(jī)平衡系統(tǒng)設(shè)計(jì)方案及仿真計(jì)算[J].重型機(jī)械,2013(4):64-66.
