
頂桿加工工藝及安裝分析
2020-09-10 13:23:36王紅錦
內(nèi)燃機與配件 2020年9期
王紅錦



摘要:頂桿零件要按照工藝要求進行加工,并保證各部分尺寸精度;零件材料應具較高的力學性能,確保在使用過程中的穩(wěn)定性。安裝頂桿時,頂桿應與機床主軸保持同軸,以滿足加工鋁管的需要。
關(guān)鍵詞:頂桿;精度;材料;同軸
0? 引言
鋁管通常采用無心磨床加工,如果直接磨削會造成它的跳動大,直線度差[1],切削液沖刷下的鋁沫沉積到水箱里最終變成泥狀,不能回收利用,而且污染環(huán)境。如果采用先車削鋁管留一定余量,再磨削的方法,則能提高鋁管的直線度,減小跳動量,降低環(huán)境污染,而且鋁屑還能產(chǎn)生一定的經(jīng)濟效益,與直接磨削相比更加合理。因此筆者結(jié)合生產(chǎn)實際設計一頂桿,采用兩端頂壓的方式加工鋁管,有效地提高了鋁管的加工質(zhì)量。下面就頂桿的主要零件進行工藝分析:
1? 軸套加工工藝過程
如圖1所示,軸套由臺階軸、通孔、螺紋孔、倒角四部分組成,其中Φmm外圓粗糙度為3.2μm,與端面的垂直度為0.03mm,故加工精度要求較高。在鉆削M8的內(nèi)螺紋時,須先用臺虎鉗固定Φmm軸,再進行攻絲。在安裝頂桿時,要用液壓卡盤夾持Φmm軸進行固定,所以軸套材料應具有較高的強度、塑性、韌性和綜合力學性能[2],經(jīng)分析選用45#鋼較為適宜,因為是單件生產(chǎn),所以應使用普通車床加工,并保證各部分的尺寸要求。
軸套加工工藝過程:
①下料:毛坯尺寸為Φ35mm*60mm。
②粗加工。
用三角卡盤夾持毛坯長度45mm,車端面,鉆中心孔,然后夾持毛坯左端長度5mm,用頂針支撐右端面,車外圓使其達到尺寸要求:Φ30mm*50mm。
③半精加工。
車外圓Φ20mm*30mm,留精車余量0.05mm。
④精加工。
車外圓Φ20mm*30mm,使其達到尺寸要求。
⑤倒角C2、C1。
⑥用Φ10mm麻花鉆,鉆通孔。
⑦車端面Φ30mm,控制總長50mm。
⑧倒角C1。
⑨用Φ7mm麻花鉆鉆孔至軸套中心。
⑩用M8絲錐攻絲。
2? 套加工工藝過程
如圖2所示,套由螺紋孔和通孔組成,此零件不受外力影響,僅起固定和支撐作用,故材料應具有良好的塑性和耐腐蝕性,且加工和鑄造性能較好[3],經(jīng)分析選用普通黃銅較為適宜,因為是單件生產(chǎn),所以應使用普通車床加工,并保證各部分的尺寸要求。
①下料:毛坯尺寸為Φ20mm*25mm;
②精車一端面,倒角C1;
③精車另一端面,倒角C1,達到尺寸要求:Φ20mm*20mm;
④用Φ10mm麻花鉆,鉆通孔;
⑤用Φ7mm麻花鉆鉆孔至銅套中心;
⑥用M8絲錐攻絲;
⑦鉆盲孔Φ2mm*4mm。
3? 軸加工工藝
如圖3所示,軸由倒角、軸、圓錐和2處锪口組成,锪口需用螺釘固定,mm*8mm的軸要插入鋁管孔中,受孔壁的摩擦,根部受孔端的擠壓,故材料應具有較強的機械強度和耐磨性,經(jīng)分析選用45鋼較為適宜。因為軸起固定和支撐作用,且對跳動量要求很高,所以選用液壓卡盤的數(shù)控車床加工比較合適。
①下料:毛坯尺寸為Φ10mm*85mm;
②在距端面22mm和20mm處各磨一半圓弧,以達到尺寸要求;
③mm*8mm的軸和錐面待頂桿安裝到數(shù)控機床后再加工。
4? 頂桿的組裝
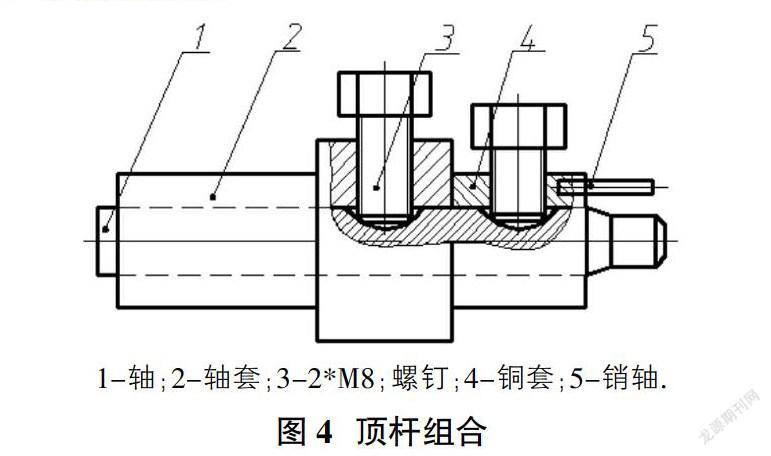
如圖4所示,把軸1插入軸套2和銅套4中,然后用2*M8螺釘3固定軸1,銷軸5插入銅套4的盲孔中,在加工鋁管時,把銷軸5插入到壁孔中,防止鋁管在車削過程中發(fā)生轉(zhuǎn)動。
5? 頂桿安裝工藝分析
頂桿的裝夾特別重要,其跳動大小,直接影響著鋁管的加工質(zhì)量。所以頂桿要與機床主軸保持同軸,經(jīng)分析應采用液壓卡盤,通過鏜削軟爪[3]的方法夾持頂桿較為合適。根據(jù)圖樣分析軸套的夾持面為Φ20mm*30mm,那么軟爪的行程量應選擇30mm。
首先根據(jù)軸套2的尺寸Φ20mm*30mm,確定軟爪的安裝位置,在液壓卡盤軟爪內(nèi)側(cè)25mm處夾持一個圓柱形支柱支撐卡盤(加緊鏜),再對軟爪的夾持面進行鏜削,使軟爪夾持面直徑與軸套被夾持部位直徑接近相等,達到Φ20.05mm;然后取出支撐柱,接著車削軟爪內(nèi)側(cè)面25mm以外長度(空鏜),使其達到Φ21mm,把頂桿塞入液壓卡盤中,啟動液壓開關(guān)夾緊頂桿,用數(shù)控車床車削軸1,使其達到尺寸要求,最后用百分表檢測軸1的跳動量。
6? 結(jié)論
頂桿與機床主軸同軸,使其跳動量在0.001~0.005mm之間,采用兩端頂壓的方式固定鋁管。在加工鋁管過程中使其裝卸方便,生產(chǎn)效率高,鋁管的加工質(zhì)量有保障。
參考文獻:
[1]董廣計.一種中孔座面加工的工藝方法[J].現(xiàn)代車用動力,2001(02):44-48.
[2]鄭建發(fā).異種鋼(Q235B與45號鋼)焊接技術(shù)研究[J].廣東化工,2019,46(13):172-174.
[3]王霞,李占君.金屬材料與熱處理[M].廣州:華南理工大學出版社,2015:187.
[4]吳鐵志.數(shù)控車削異形件組合軟爪設計與應用[J].機械工程師,2019(05):151-153,157.
