
對某城際車橫梁電機吊座組裝研磨量的研究
2020-09-10 07:22:44梁師齊商浩
交通科技與管理 2020年8期
關鍵詞:產品質量
梁師齊 商浩

摘 要:發現并解決橫梁電機吊座組裝研磨量問題,并對焊接工藝進行改進,可以更好的確保組裝可靠性。文中,就某城際車橫梁電機吊座組裝研磨量進行分析,為提升轉向架產品質量、可靠性及服役安全提供借鑒。
關鍵詞:電機吊座;研磨量;產品質量
中圖分類號:U266 文獻標識碼:A
0 引言
在某城際車試制過程中,由于尺寸匹配的變更,電機吊座局部研磨量過大,造成大量的人力物力浪費,同時由于人工研磨,會存在研磨后坡口尺寸不對,存在較大的質量隱患。發現和解決橫梁電機吊座組裝研磨量的問題、并落實改進焊接工藝顯得尤其必要。[1-2]本論文的重點放在降低研磨量上,找出根本原因,制定預防措施,落實優化技術要求,最終提高焊接構架尺寸精度,提升轉向架產品質量、可靠性及服役安全。
1 問題描述
在工作中發現電機吊架圍板與橫梁干涉,上蓋板與橫梁干涉,無法將電機吊架調整到位。為了滿足尺寸要求,員工采用砂輪片將干涉部位研磨掉。研磨過程中耗費大量的人力物力,研磨后還要對破口進行修復,將坡口研磨至設計角度,以滿足焊接要求。為了解決此處研磨,消除不必要浪費,從橫梁組裝要求入手,分析各組件放量要求,同時對照要求檢驗相關組件,查找影響研磨量的關鍵要求,加以改進。
為了了解研磨的具體現狀,統計第一列車研磨數據,記錄研磨尺寸。
根據統計,電機吊架研磨量為3 mm。其中,研磨量高于3 mm的總共4根,占總數25%。
因此,若能通過尺寸鏈優化,通過放量將電機吊架尺寸減少3 mm,將能取消75%的研磨數量,大量減少研磨量。
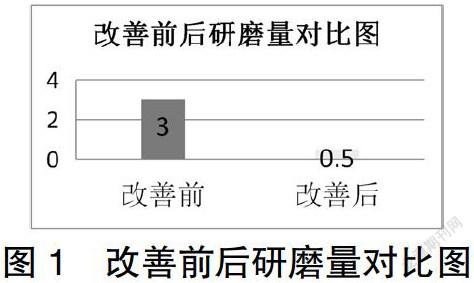
通過對相關影響因素的分析改進,消除掉3 mm的理論研磨量,將研磨數量由原來100%研磨,降低到25%研磨,由平均3 mm研磨量,降低至平均(3.5-3+4-3+3.5-3+3.5-3)/16=0.16 mm。
考慮受其他因素影響,我們將目標定為:改善后研磨量將至平均0.5 mm。改善后的研磨量對比如下圖1所示:
2 問題的分析
根據人、機、料、法、環、測六個方面查找,分析發現造成電機吊座研磨尺寸偏差的原因主要有兩個。
原因1:單件放量不能滿足組裝要求。針對圓弧板處研磨問題,校核電機吊架小件與鋼管柱狀要求校核,主要是橫梁Y方向的尺寸偏差。經校核橫梁組裝558(+2.5,+3.5)尺寸,與橫梁鋼管中心300(+1.5,+2)+258(+1,+3)重合范圍較小。如小件按照+1,+3控制,必然會造成Y方向研磨。
由以上分析可知,橫梁的單件尺寸設計不符合實際組裝要求,即單件放量不能滿足組裝要求,所以可以判定其為造成電機吊座研磨的主要原因之一。
原因2:組裝基準不一致。Y向橫梁組裝卡片與電機吊架單件一致,均以橫梁鋼管為中心。Z向基準,查閱電機吊架單件劃線,電機吊架Z向無基準,體現在:Z向只有檔口尺寸,而敞口上下公差參考300.3自由公差(±2),一是公差區間過大,二是與橫梁組裝+1不符。當Z向在+2時,存在研磨情況。
由此可知,橫梁組裝基準與單件組裝基準不一致,所以可以判定其為造成電機吊座研磨的另一主要原因。
3 制定對策
我們通過上部分分析可知,造成電機吊座研磨的主要原因有兩個,我們針對這兩個原因制定相應對策,具體對策見下表1:
4 對策的實施及結果
4.1 單件放量不能滿足組裝要求解決措施
4.1.1 具體措施
統計組裝研磨及坡口間隙超差數據,通過制圖軟件模擬組裝關系,綜合分析各部位研磨量,形成優化建議。
4.1.2 實施步驟
首先,統計電機吊座各部位實際研磨量及間隙超差情況,其次,通過CAD驗證電機吊座單件尺寸及組裝關系,模擬電機吊座在橫梁組裝過程中與組焊工裝及橫梁鋼管的位置關系,最后,通過對單件尺寸放量的調整,從理論上消除了環形部位的研磨。
通過模擬發現,電機吊架圓環處放量過大,會存在2 mm~3 mm的研磨,與現狀一致。因此將電機吊架圍板處尺寸減少3 mm,調整電機吊架組裝、劃線尺寸。
為實現上述目的,同步調整電機吊架圍板單件加工尺寸、隔板下料尺寸,將電機吊架Y向尺寸整體縮減3 mm。
4.2 組裝基準不一致解決措施
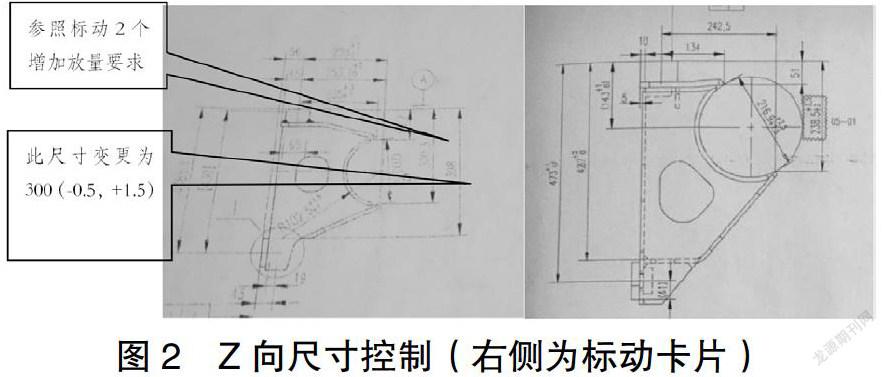
關于Z向基準不統一問題,我們考慮從統一基準入手解決該問題,具體實施過程,我們可以參考標動的調整經驗,增加單件檔口處Z向尺寸要求。具體的調整如下圖:
4.3 實驗結果分析
在本節的前兩部分內容,已為電機吊座研磨的兩個主要原因的解決,制定出了具體的解決措施,并要求外協廠家對未交付的物料按照新的標準進行調整。
隨后對2列橫梁電機吊架組裝研磨情況及間隙進行統計。平均研磨量為0.19,研磨比例為5/16*100%=31%,研磨量在0.5以內的占94%,研磨量降低明顯。并且在隨后的批量生產過程中,研磨情況也保持穩定,再未出現過量研磨的情況。
5 總結
本論文首先從人、機、料、法、環、測六個方面查找出可能造成電機吊座研磨的兩個主要因素,通過對這兩個要素進行研究分析,制定并實施了相應的對策,通過對相應對策實施的結果分析可知,平均研磨量由3 mm降至0.19 mm,研磨比例由原來的100%降至現在的31%,大幅度地提升了生產效率,解決了生產的瓶頸。
參考文獻:
[1]栗明,李新春.八軸機車電機吊座缺陷原因分析及工藝改進[J].機車車輛工藝,2019,56(03):50-51.
[2]趙海板,馬振國,徐偉,等.動車組電機吊架焊接構件裂紋分析[J].金屬熱處理,2019,62(S1):233-237.
猜你喜歡
紡織標準與質量(2022年5期)2022-10-27 06:52:14
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監督研究(2018年1期)2018-03-26 08:04:36
玩具世界(2017年7期)2017-10-16 01:31:05
新農業(2016年20期)2016-08-16 11:56:22
工業設計(2016年8期)2016-04-16 02:43:39
特區實踐與理論(2015年5期)2015-07-21 15:21:24
現代鹽化工(2015年1期)2015-02-06 01:49:42
中國質量與標準導報(2014年1期)2014-02-28 22:21:31
