純鈦TA2薄板電弧輔助激光焊高速焊接過程的電弧和熔池特征行為研究
2020-09-10 07:22:44周洋孔諒王敏李芳華學明
電焊機
2020年7期
周洋 孔諒 王敏 李芳 華學明
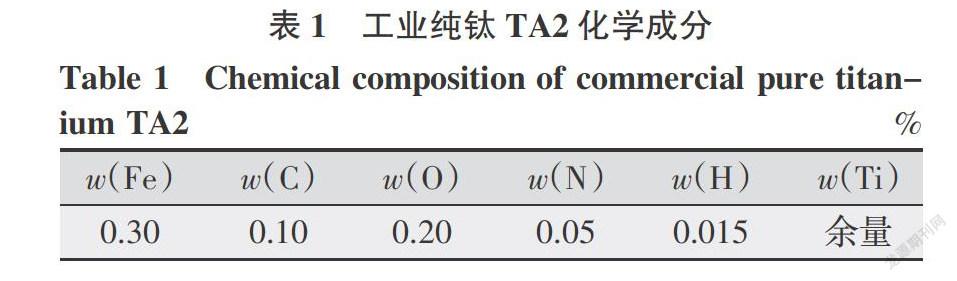
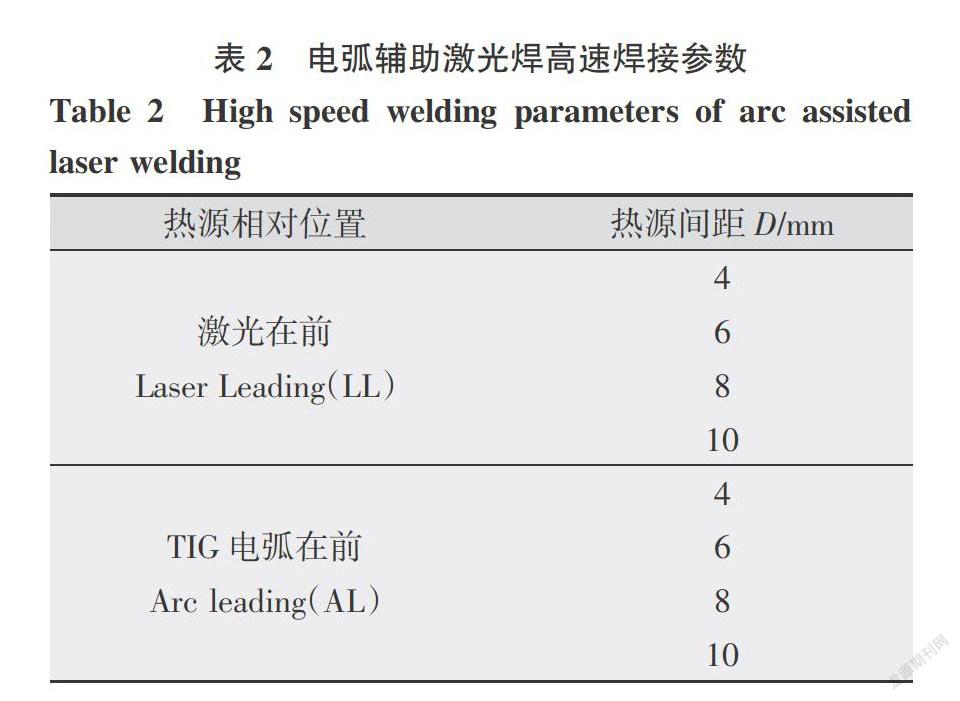
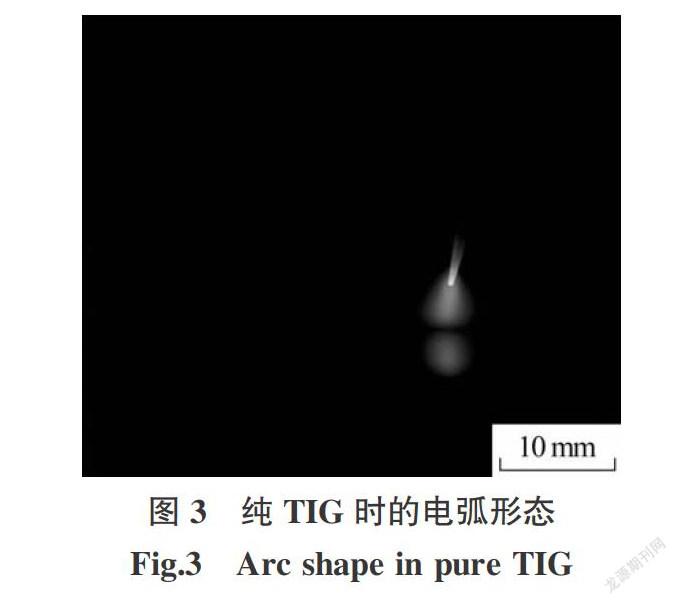
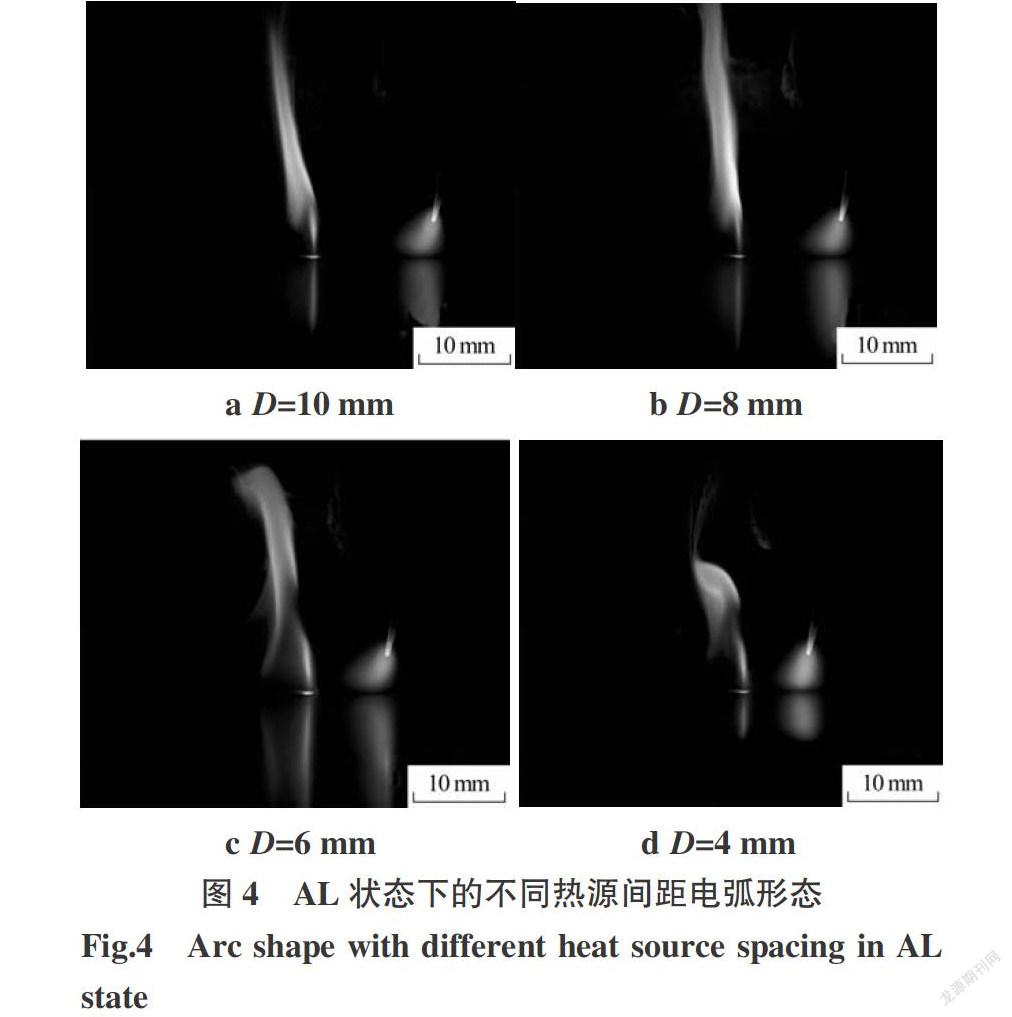
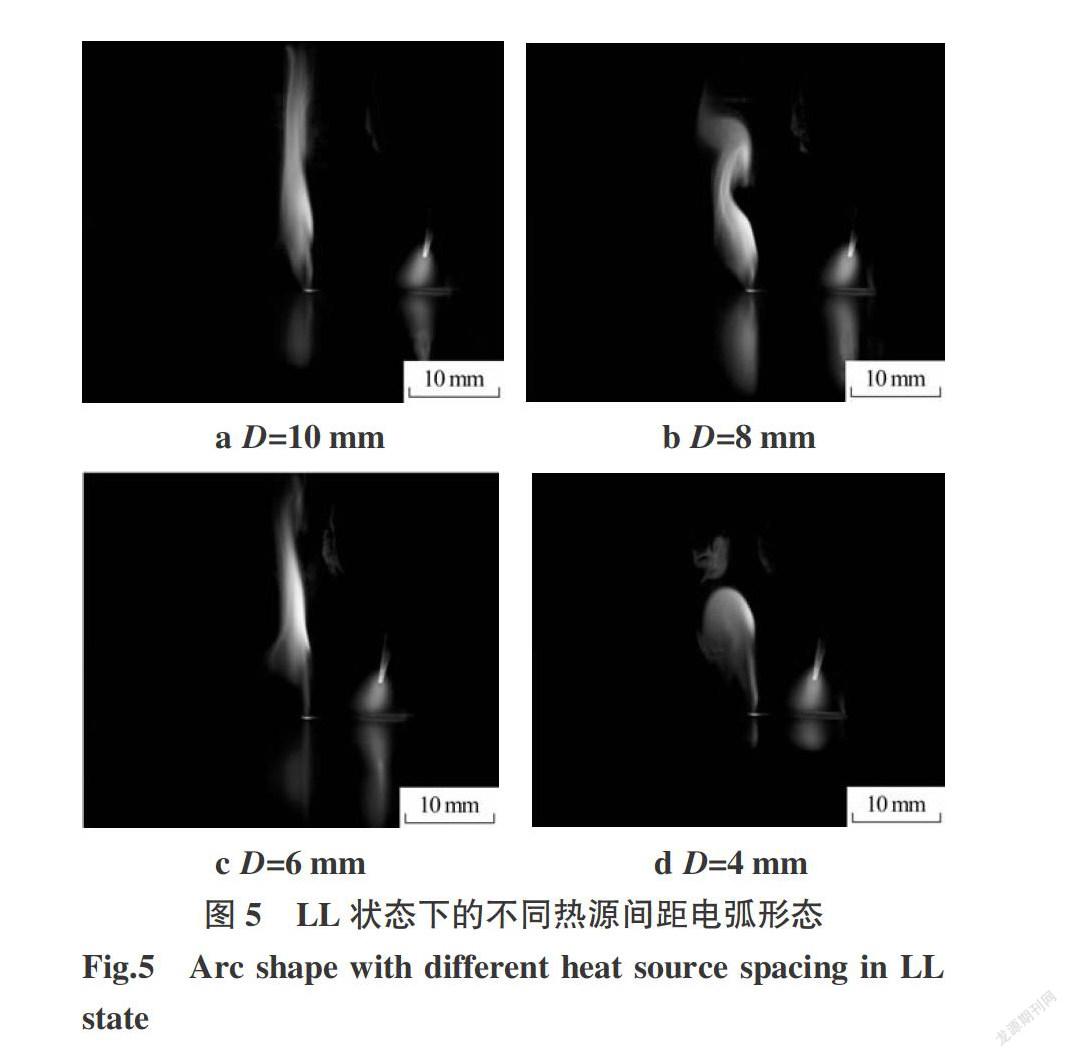
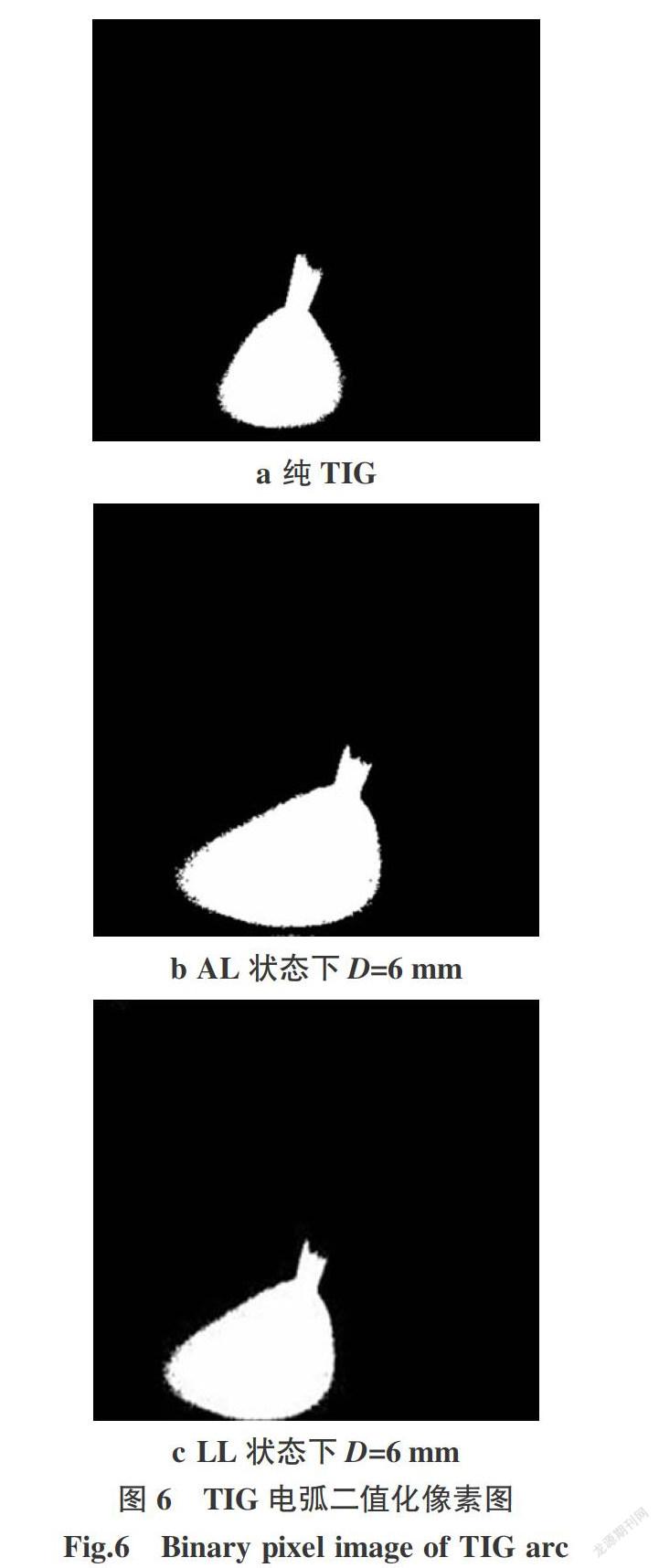
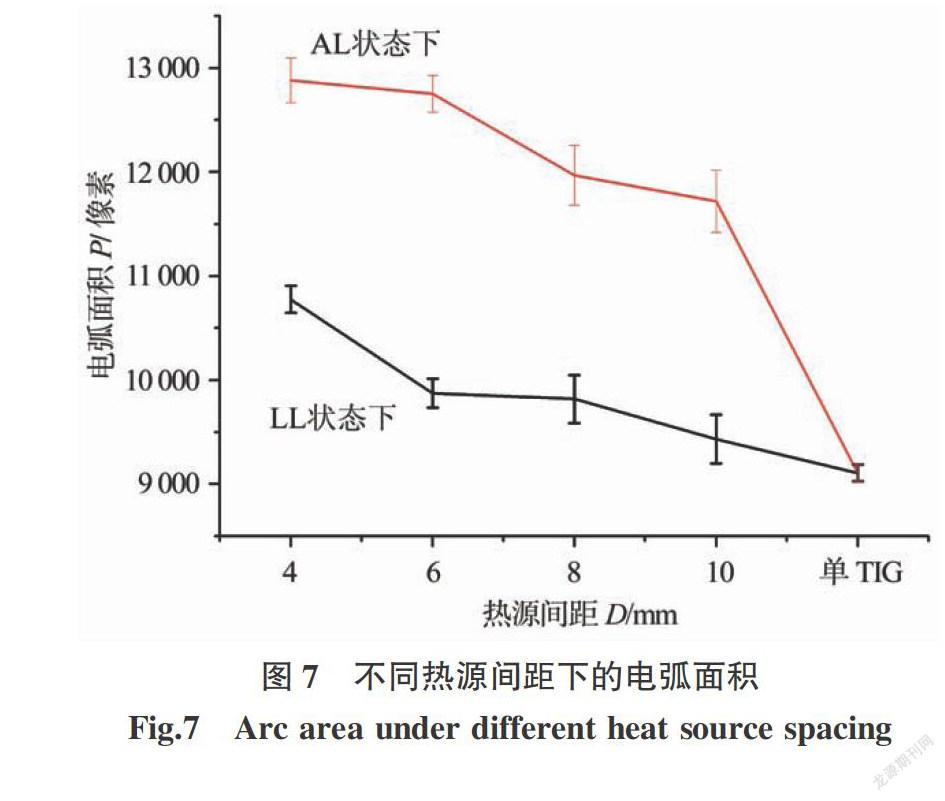
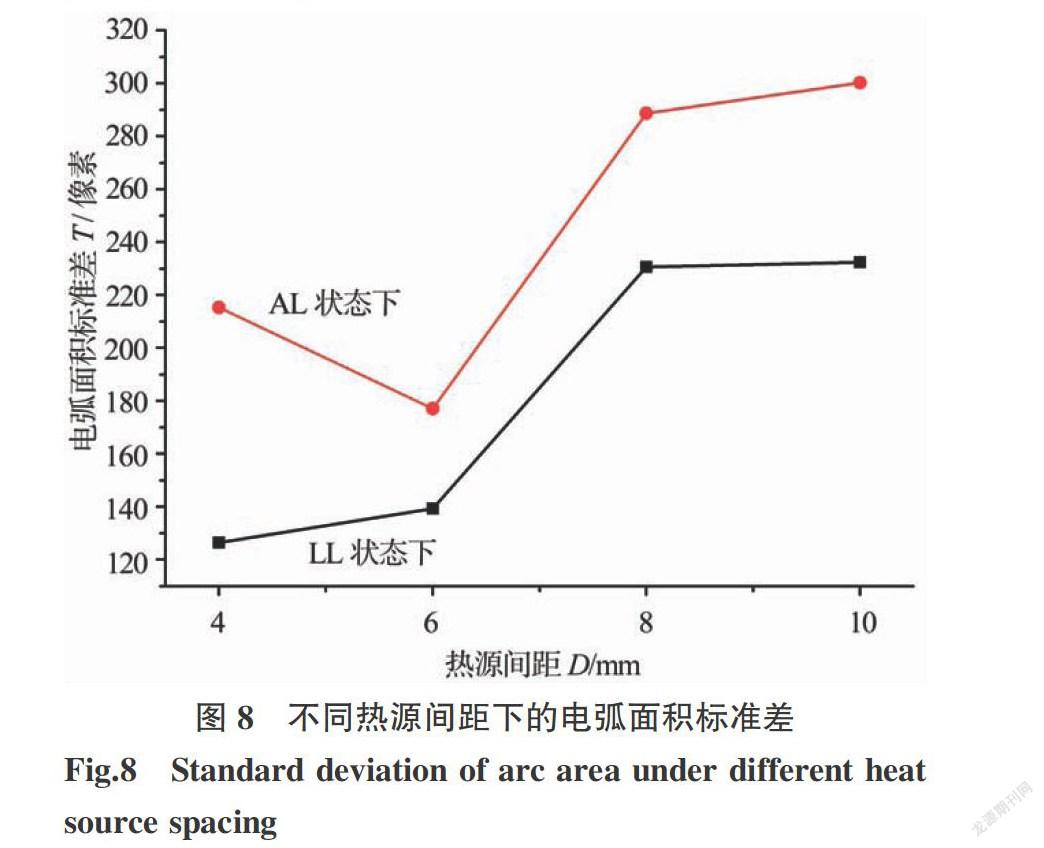
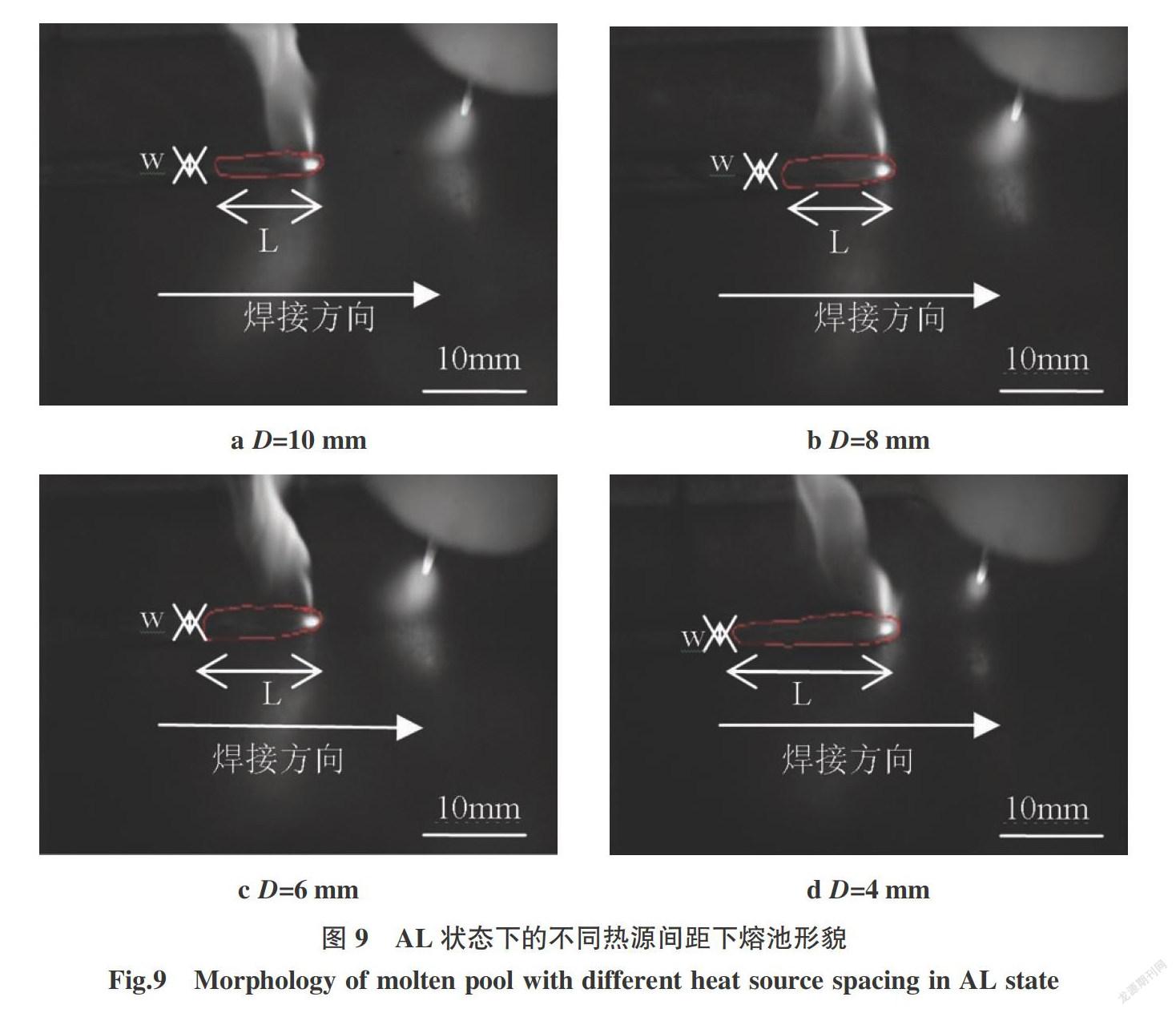
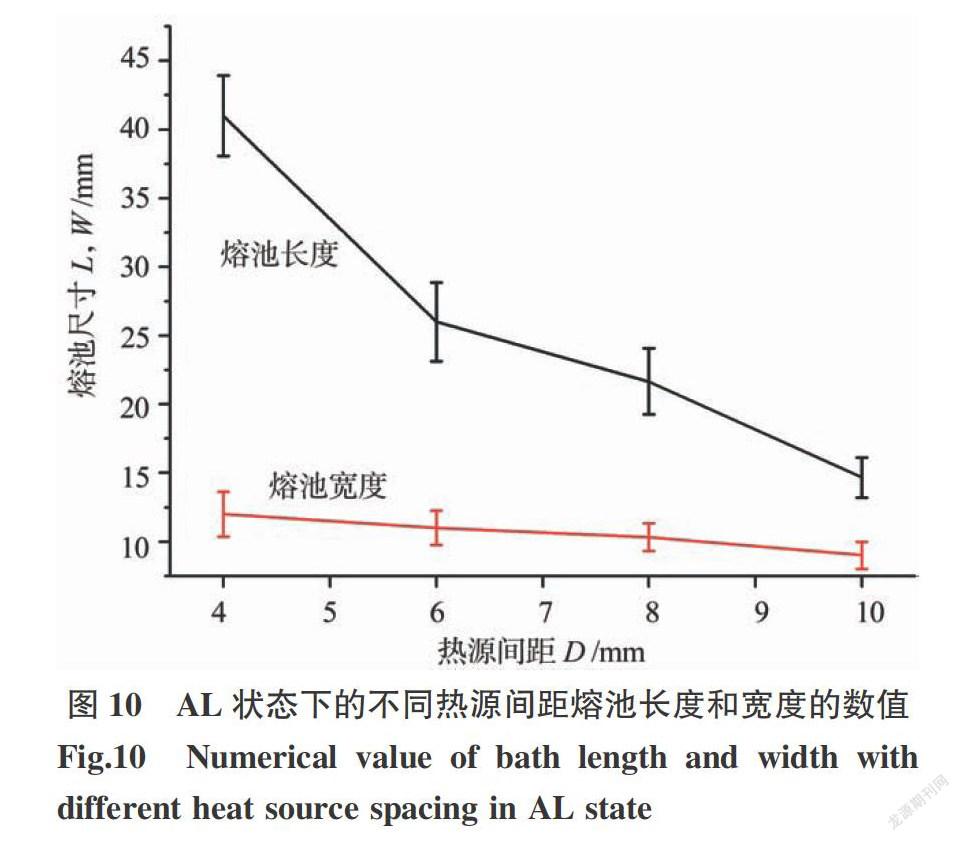
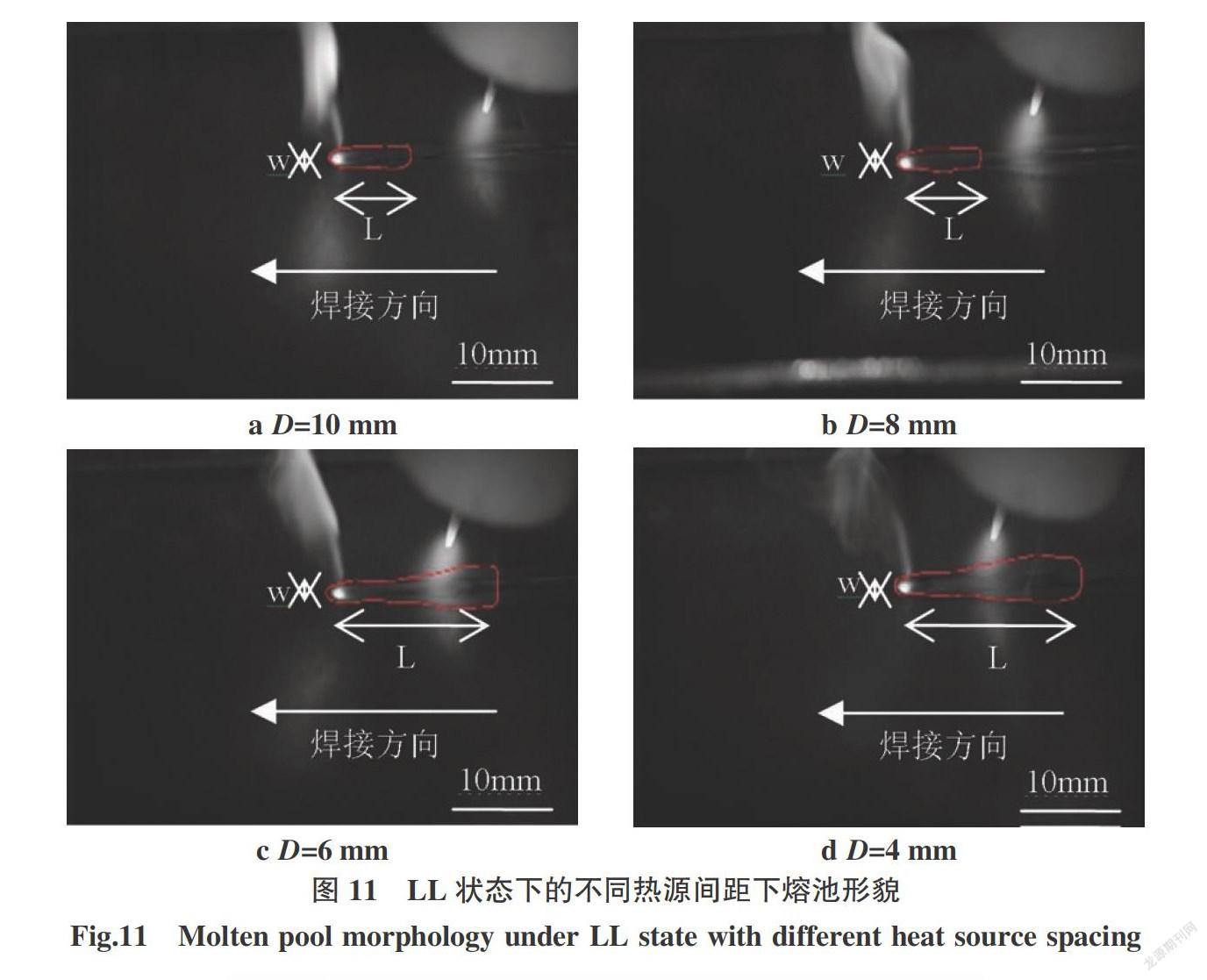
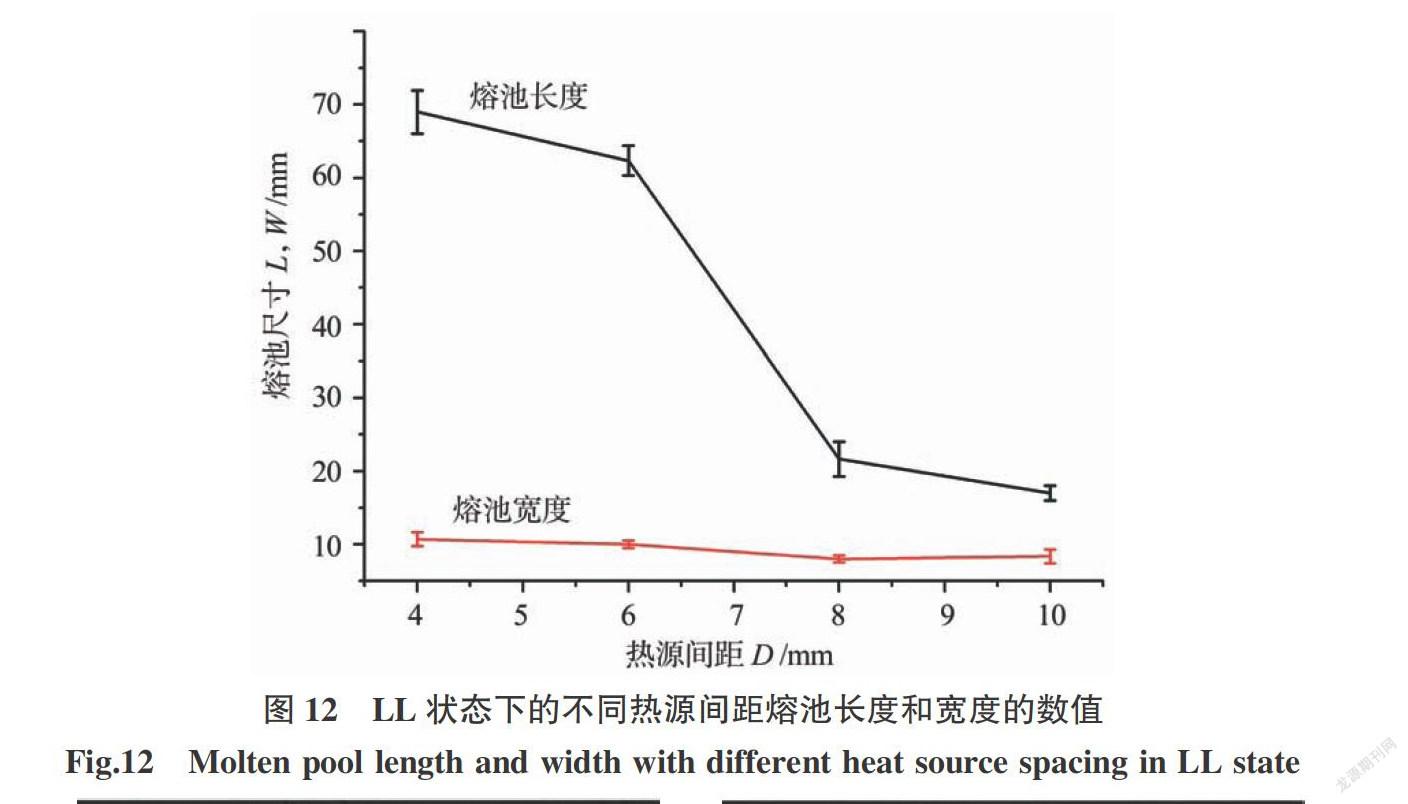
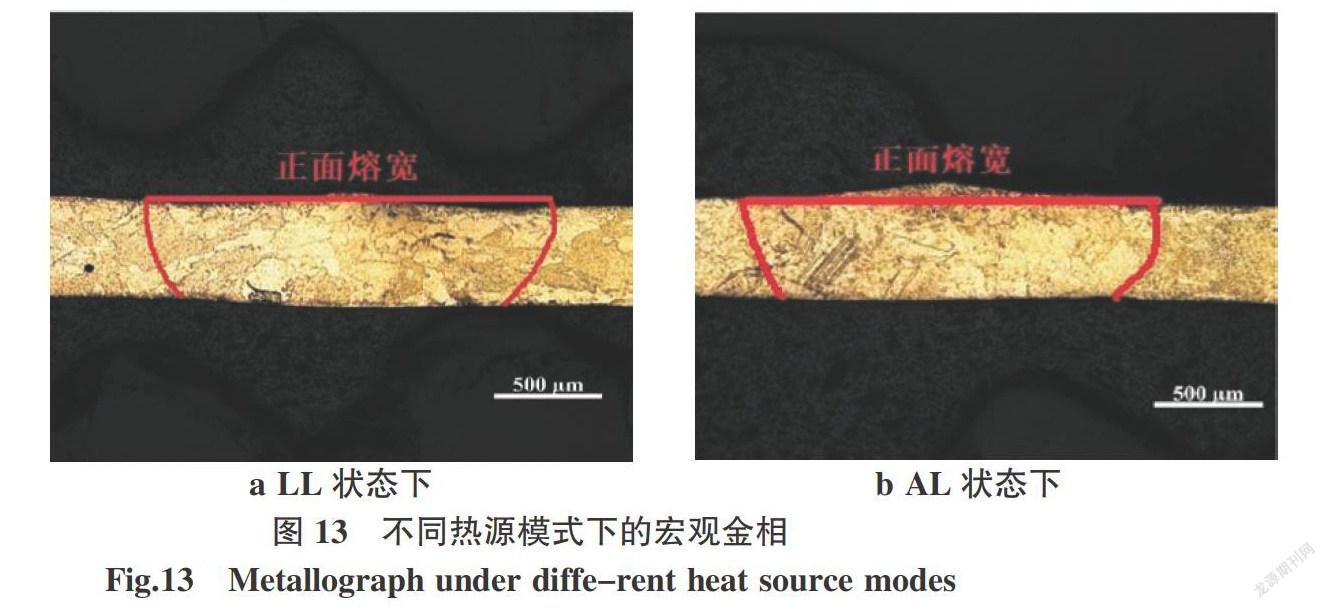
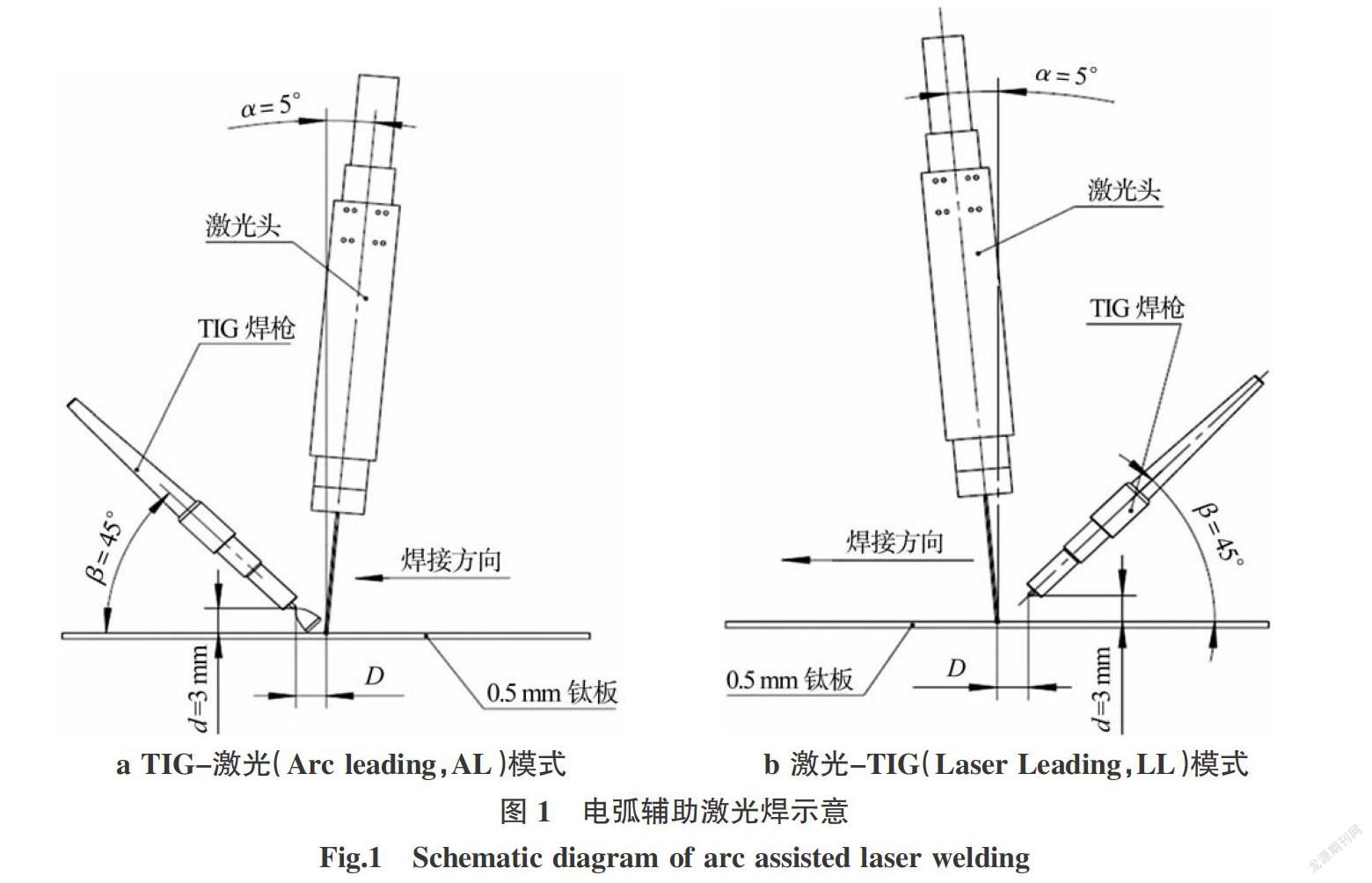
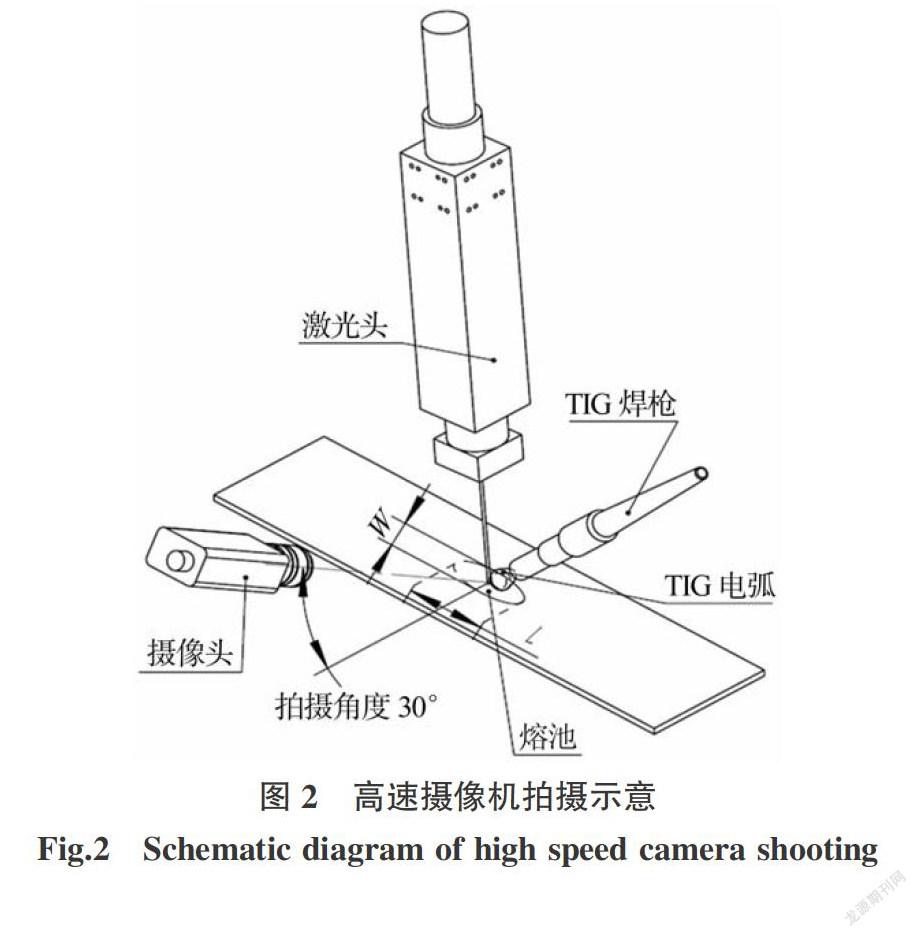
摘要:針對0.5 mm純鈦TA2薄板的電弧輔助激光焊高速焊接,研究了熱源間距和熱源相對位置對激光電弧耦合、熔池形態(tài)的影響,利用高速攝影對電弧形態(tài)和熔池形狀進行分析,探索不同熱源間距和熱源相對位置對薄板高速焊接過程穩(wěn)定性的影響規(guī)律。結果表明,兩種熱源相對位置(Laser Leading,LL和Arc leading,AL)模式下,隨著熱源間距的減小,TIG電弧面積均會有所增加;在AL狀態(tài)下,電弧起預熱作用,LL狀態(tài)下,當熱源間距減小到6 mm時,激光和TIG電弧共同作用形成共熔池現(xiàn)象;LL狀態(tài)下的TIG電弧面積標準差更小,LL狀態(tài)的焊接過程穩(wěn)定性優(yōu)于AL狀態(tài)。
關鍵詞:電弧輔助激光焊;熱源間距;熱源相對位置;電弧形態(tài) ;熔池形貌
中圖分類號:TG456.7 文獻標志碼:A 文章編號:1001-2303(2020)07-0024-07
DOI:10.7512/j.issn.1001-2303.2020.07.04
0 前言
激光-電弧復合焊接技術將激光和電弧兩種熱源相結合,獲得較大的焊接熔深以及實現(xiàn)高效、高質量的焊接過程[1-2]。近年來國內外一些學者對激光-TIG復合焊焊接鈦、鎂及其合金的行為進行了研究。馬然等人研究了1 mm TC4鈦合金在焊接速度為3 m/min條件下的激光功率、電弧電流、熱源間距等對焊縫成形的影響[3]。L.M. Liu等人研究了TIG電弧在前和激光在前兩種復合焊焊接模式下,3 mm鎂合金在焊接速度800 mm/min時的熱源間距對熔深和熔化效率的影響[4],結果表明,在TIG-激光(Arc leading,AL)焊接模式下,隨著熱源間距的增加,熔深先增大后減小,而在激光-TIG(Laser Leading,LL)焊接模式下,熔深隨熱源間距增加單調減小。劉黎明等針對1 mm TC4鈦合金薄板光纖激光-TIG電弧復合焊,研究了在LL模式、焊接速度5.4 m/min情況下熱源能量匹配、熱源間角度以及對接間隙對焊縫成形的影響規(guī)律[5],結果發(fā)現(xiàn)激光能量與電弧能量之間的相互匹配顯著影響焊縫表面成形。……
登錄APP查看全文
