光絲耦合及工藝參數對激光填絲熔覆層成形特征的影響
2020-09-10 07:22:44伏文如蘇國興石玗李廣甘有祎王雄
電焊機
2020年7期
伏文如 蘇國興 石玗 李廣 甘有祎 王雄
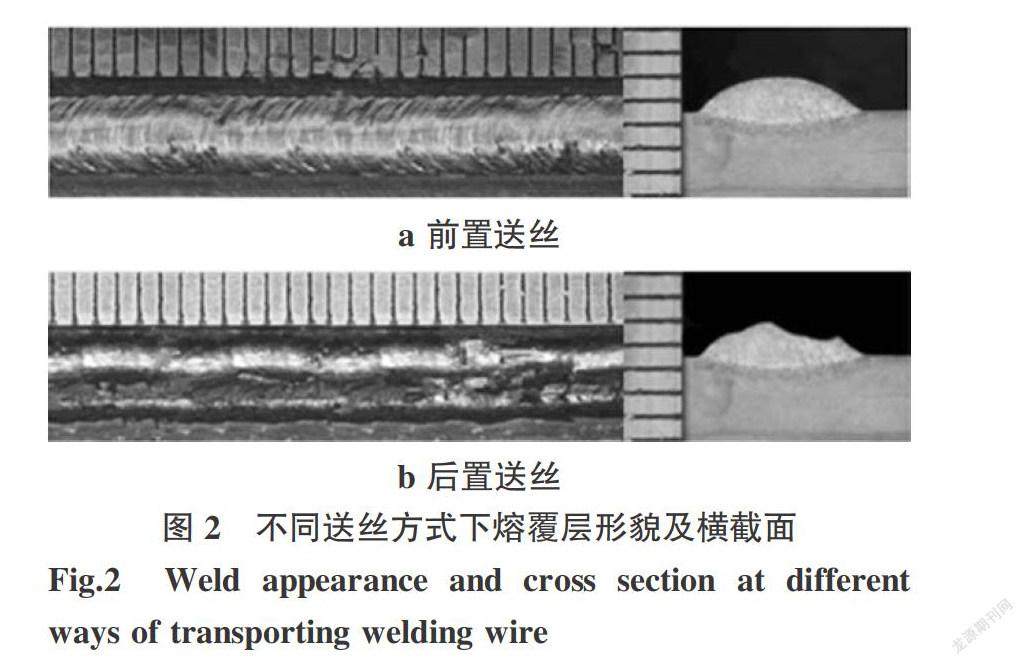
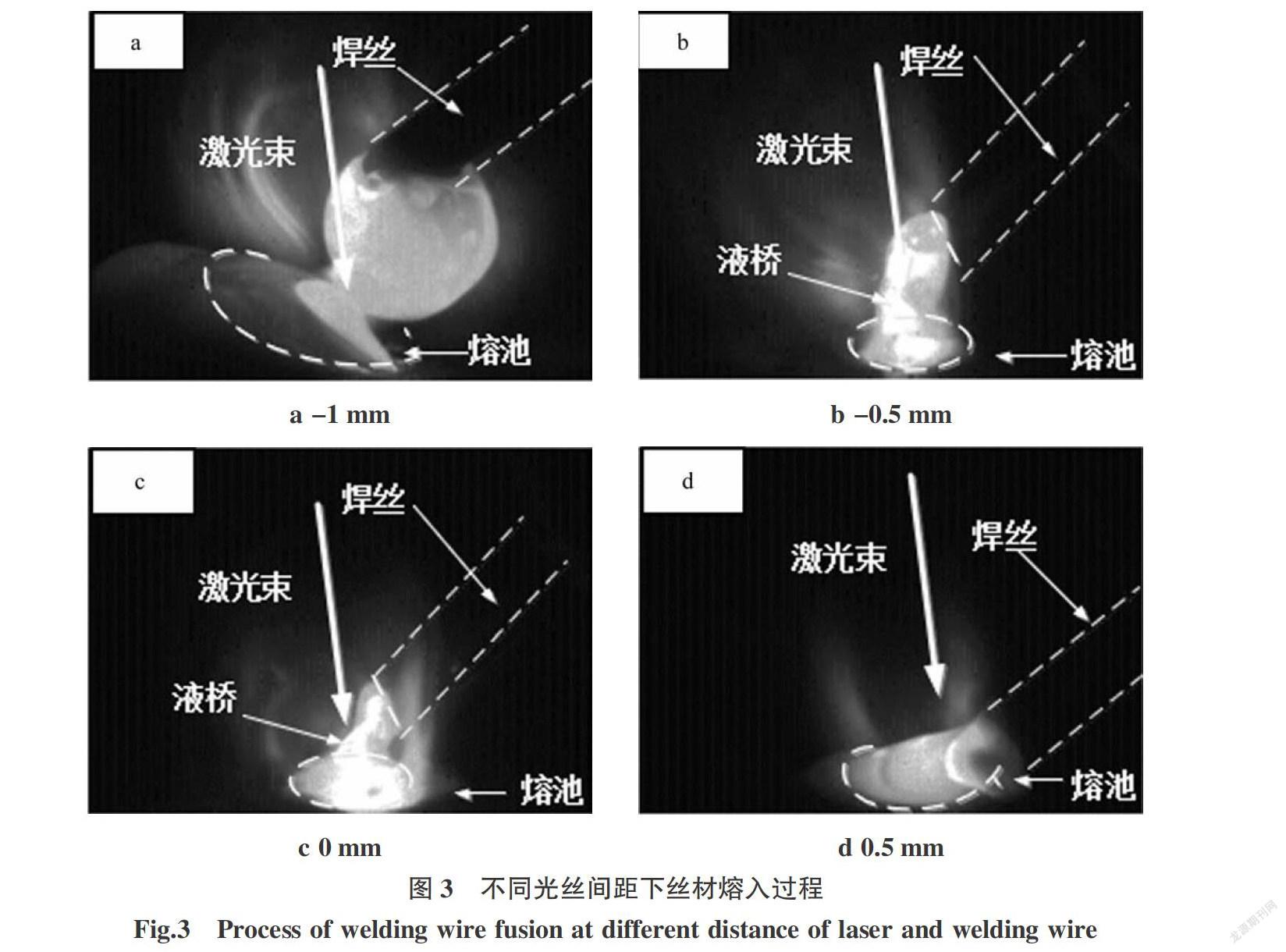
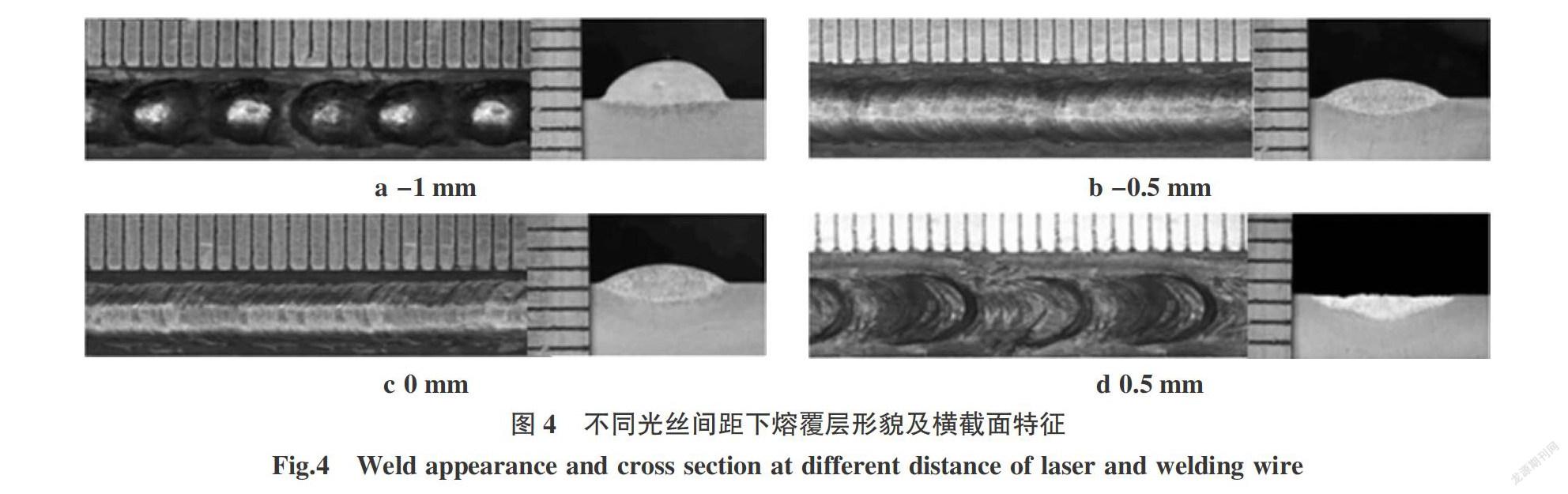
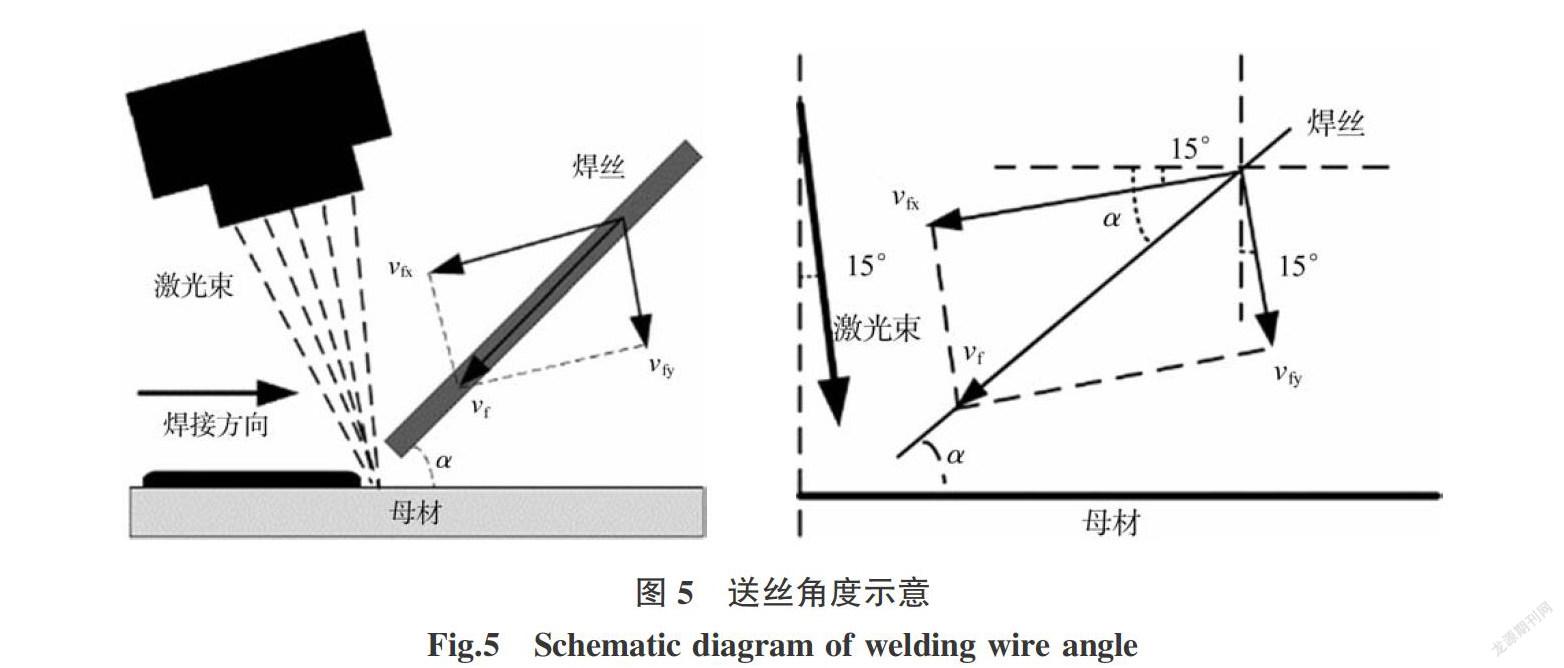
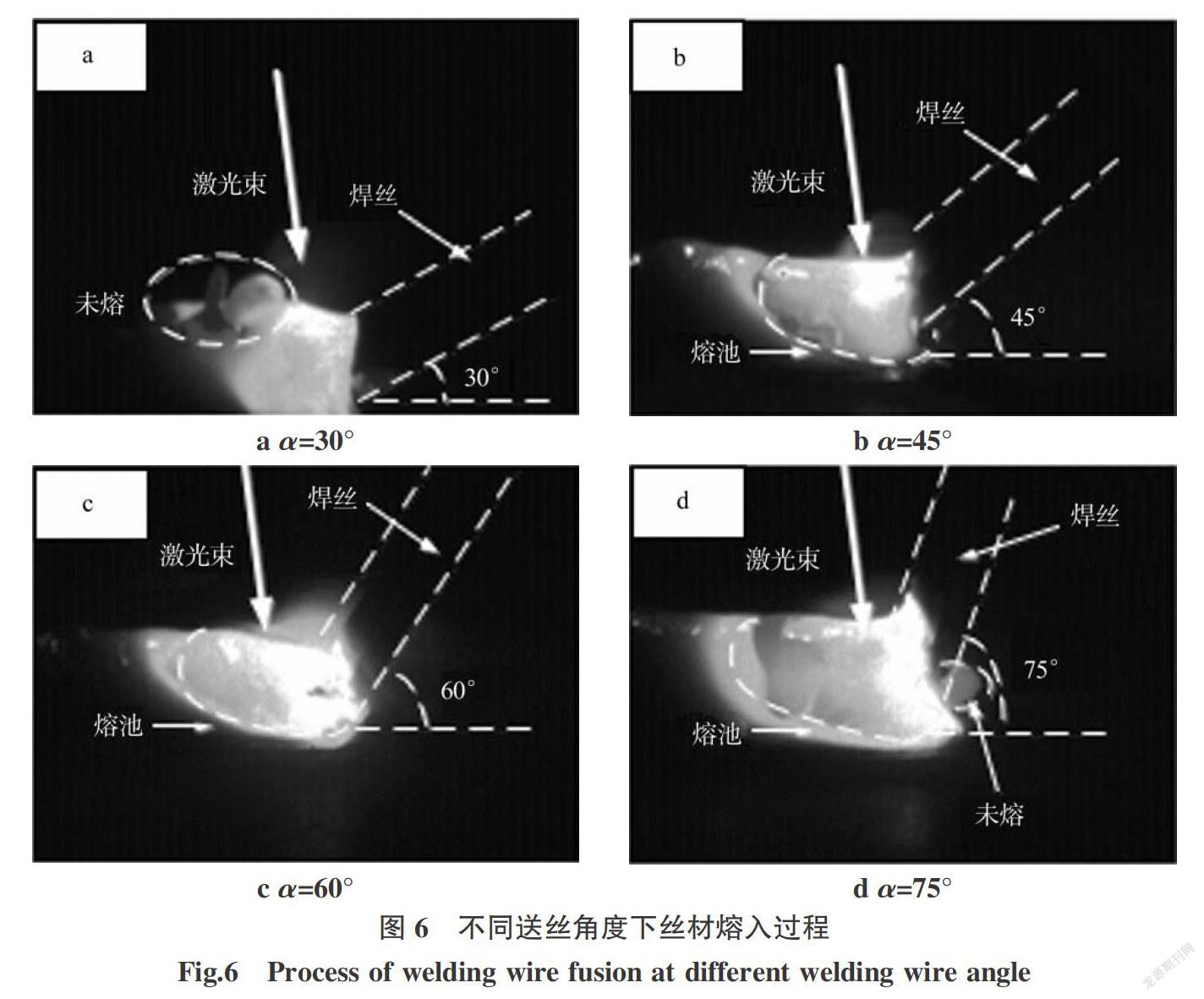
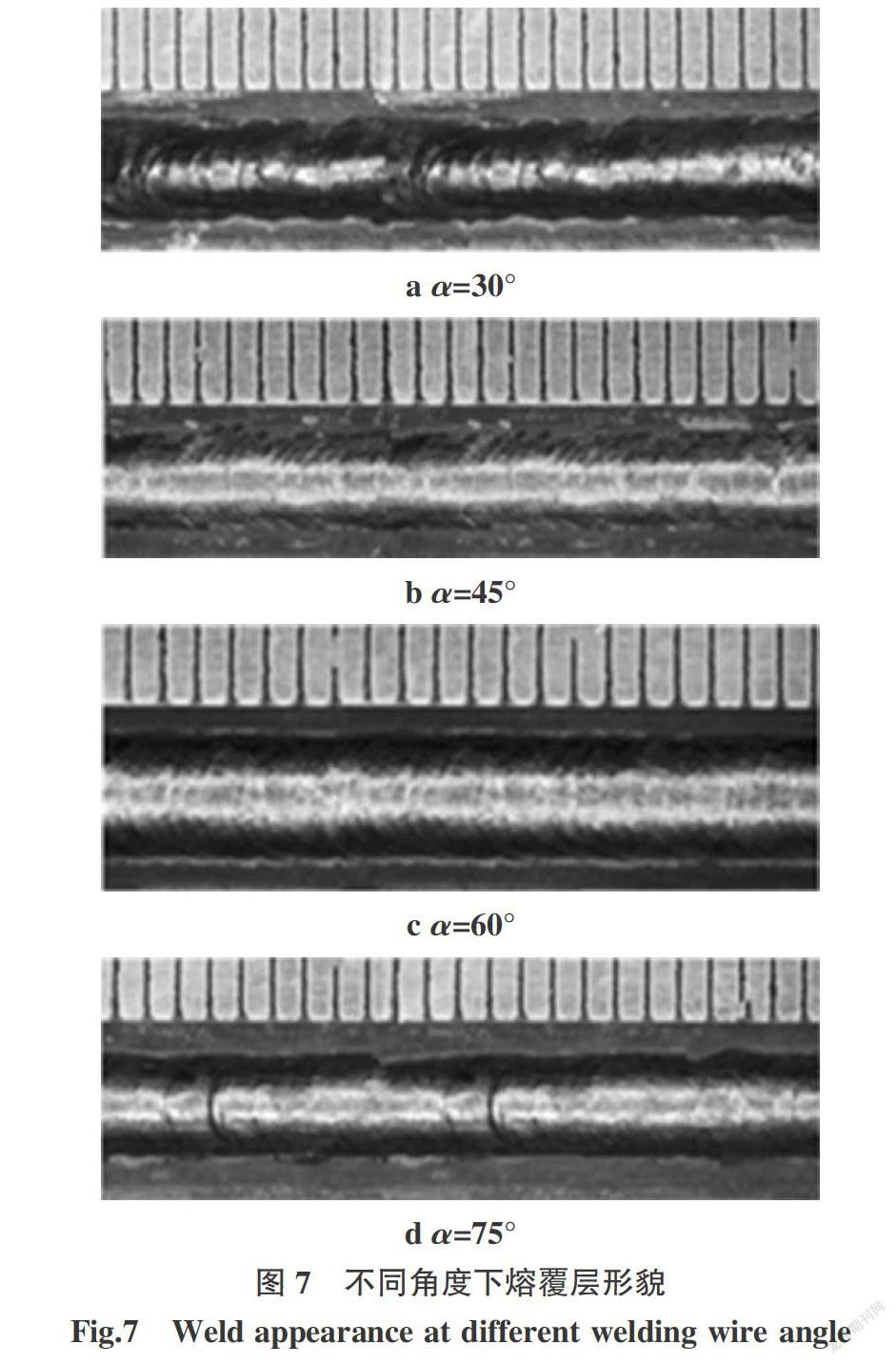
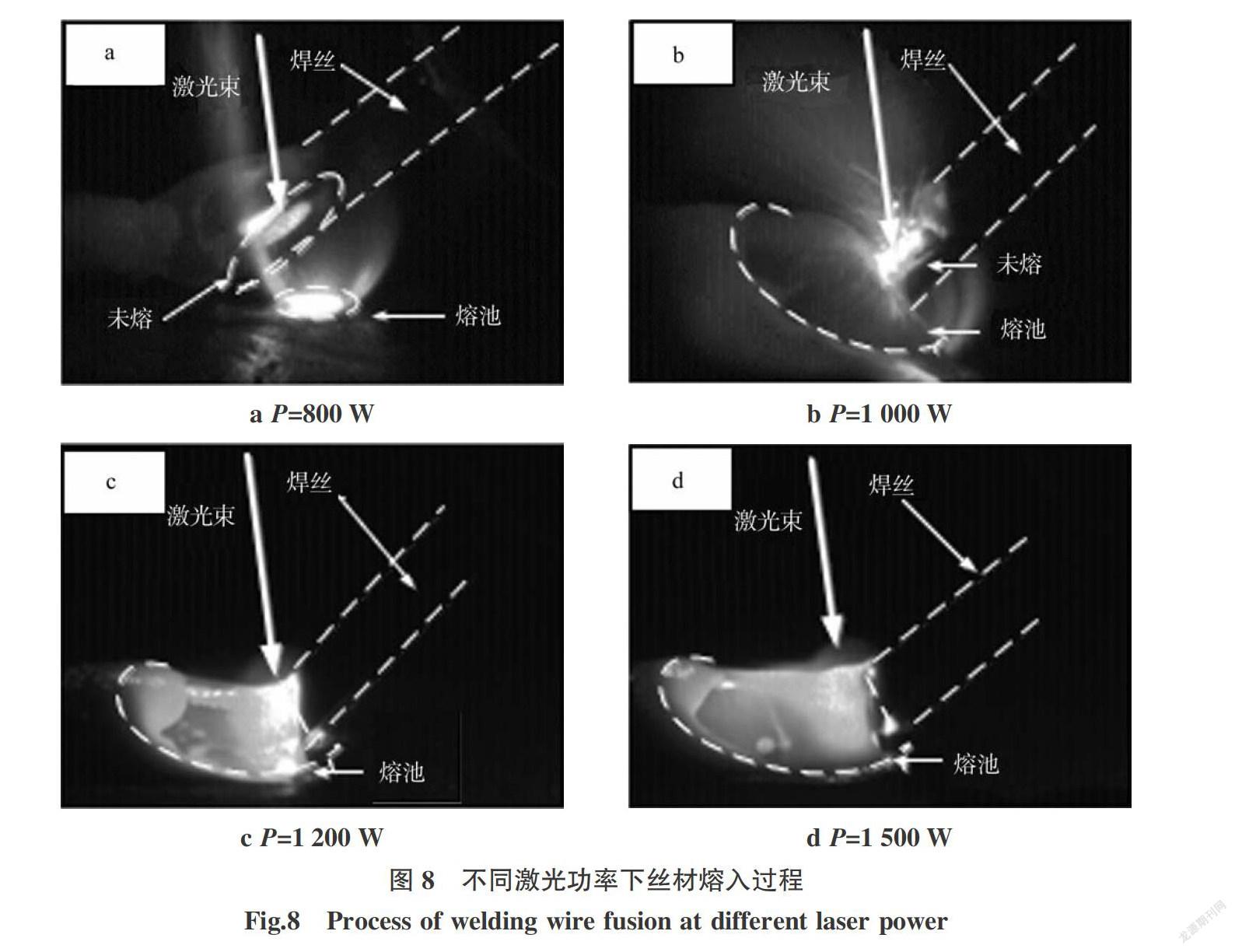
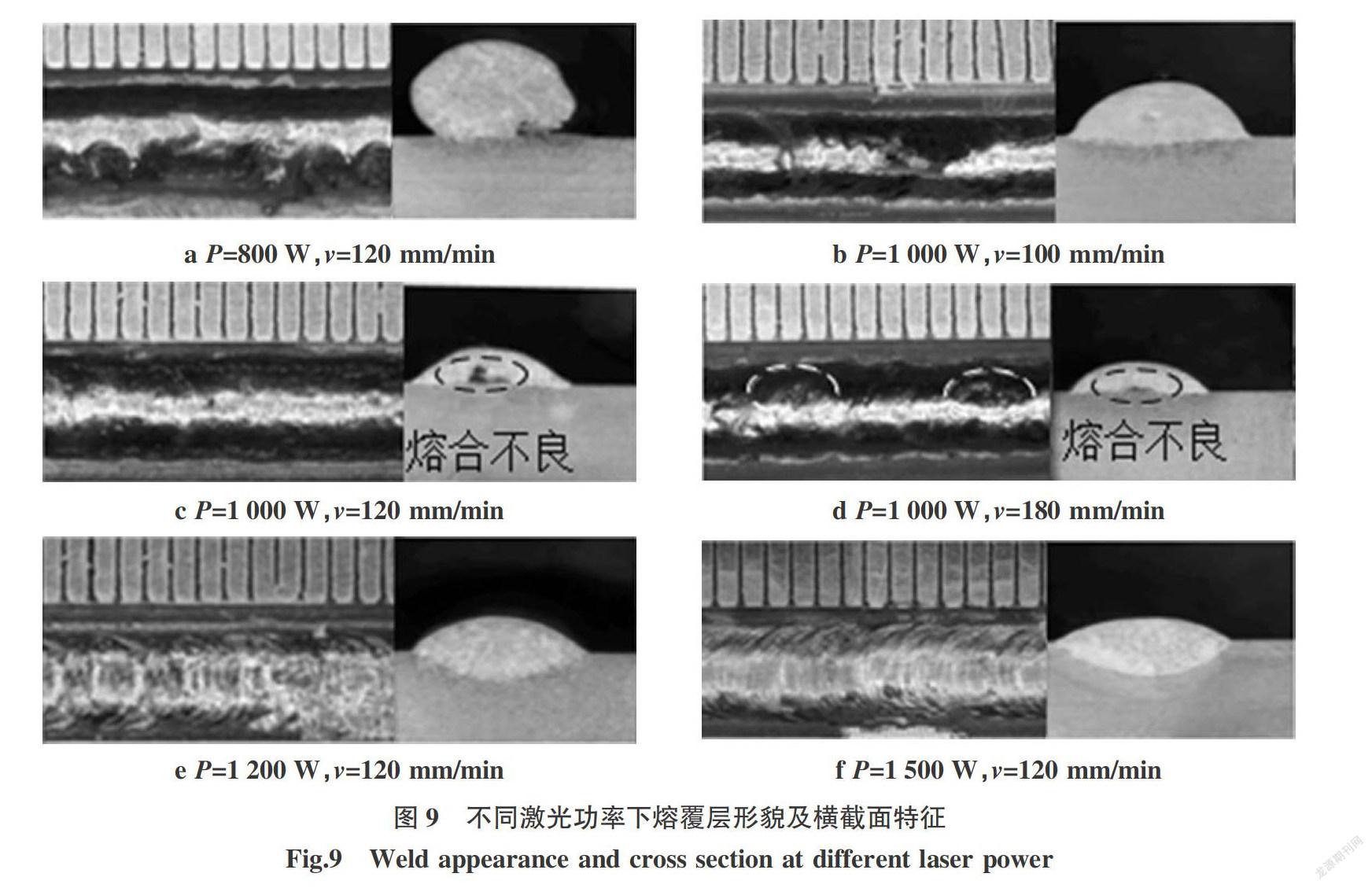
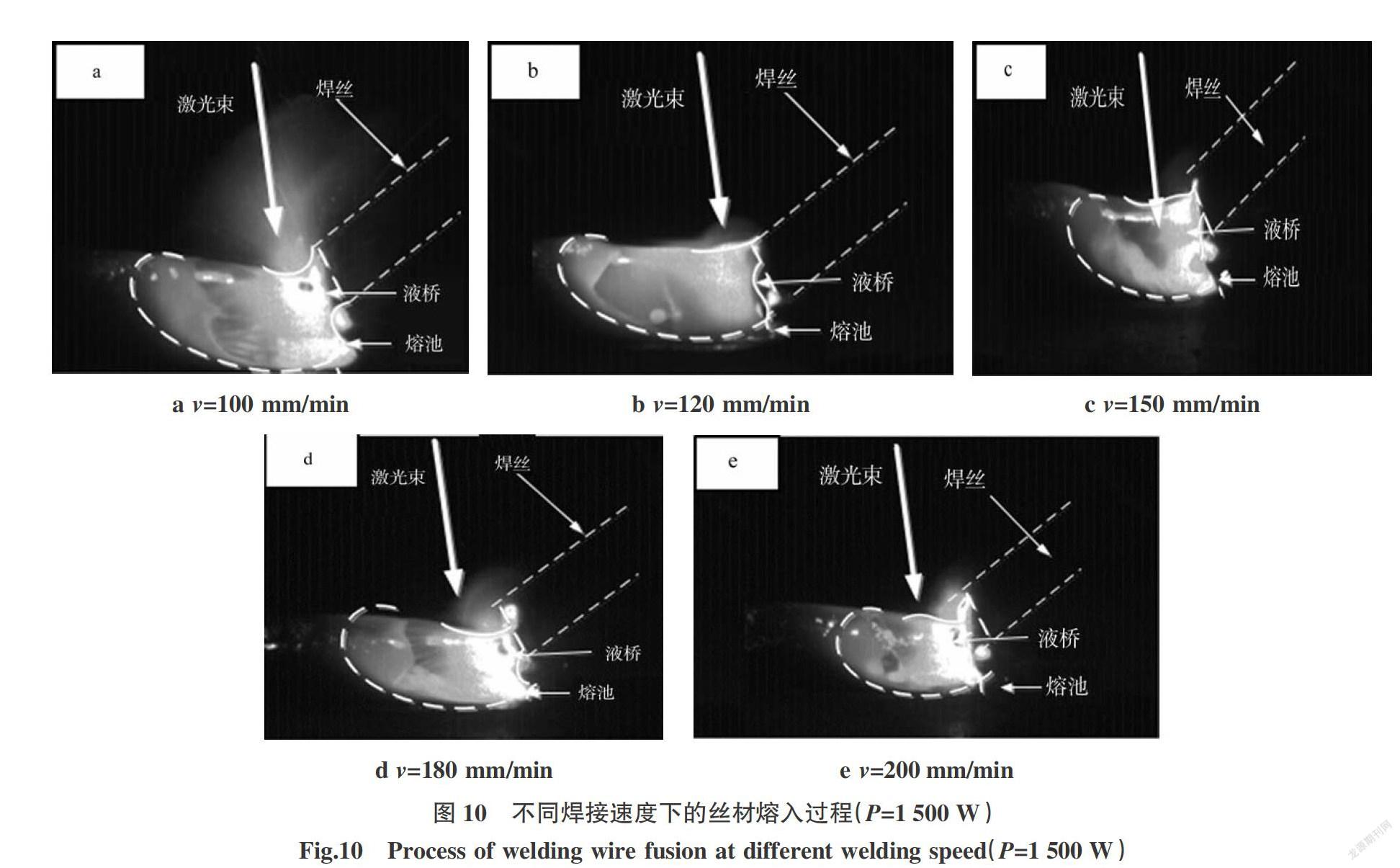
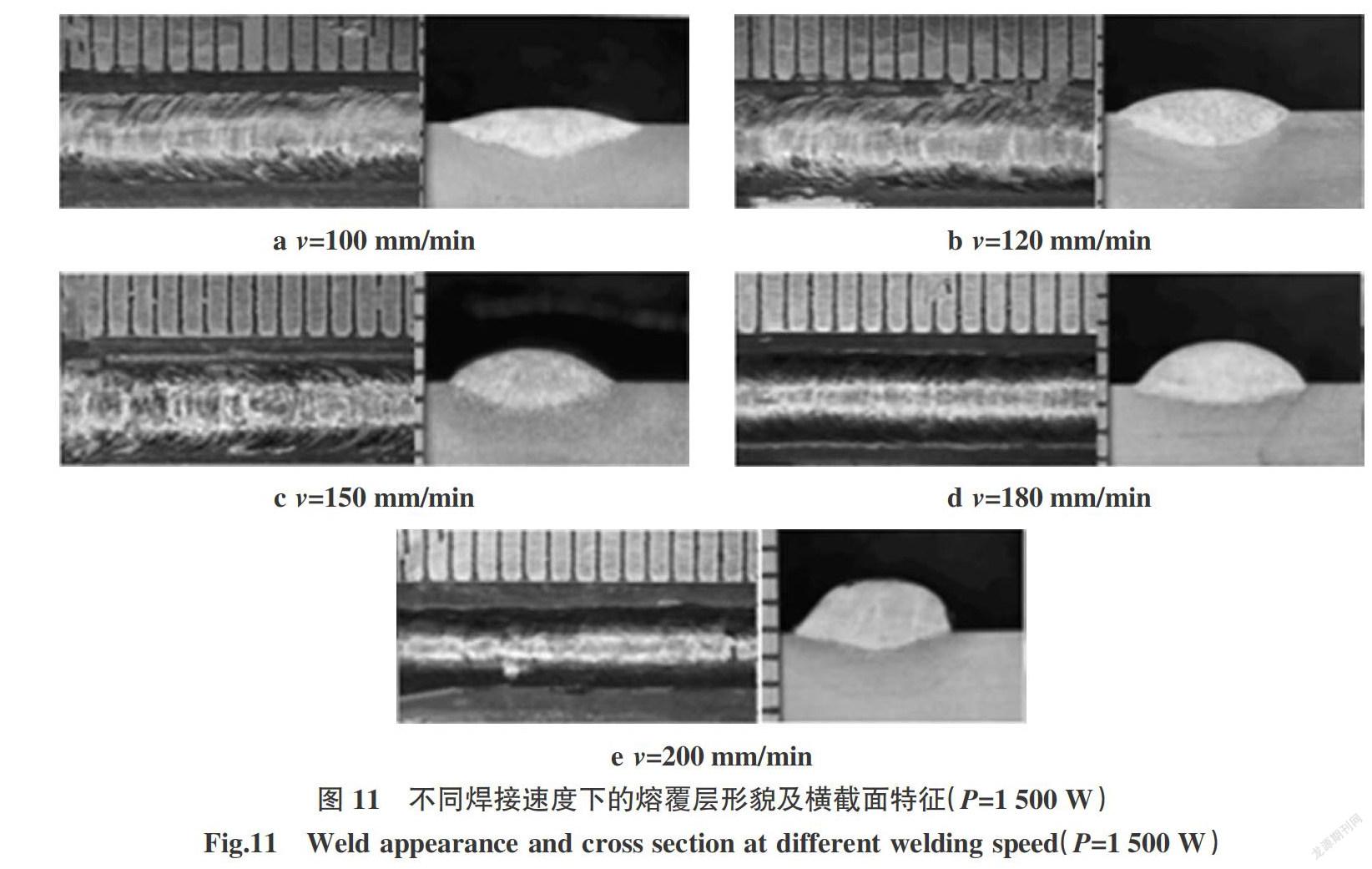
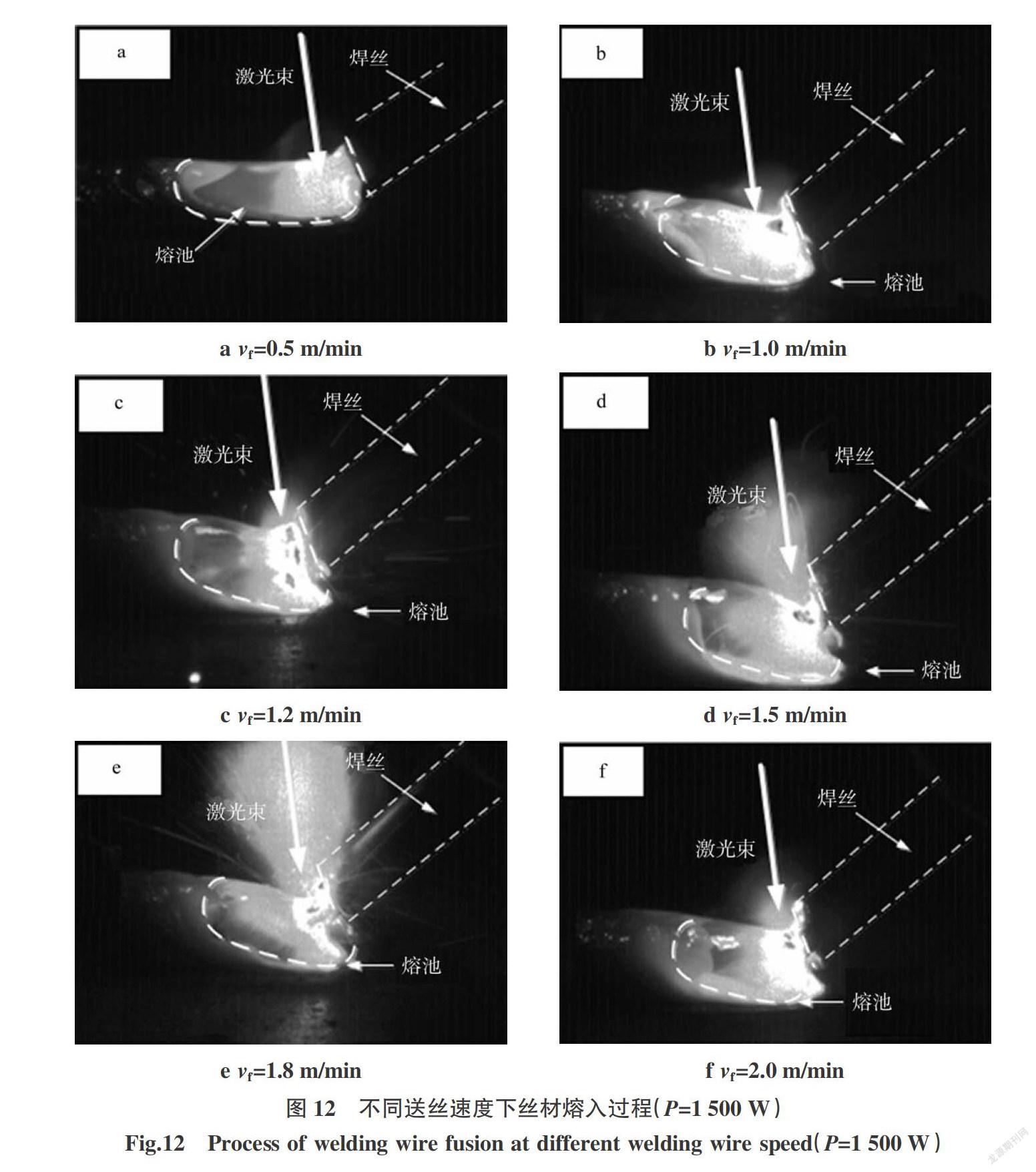
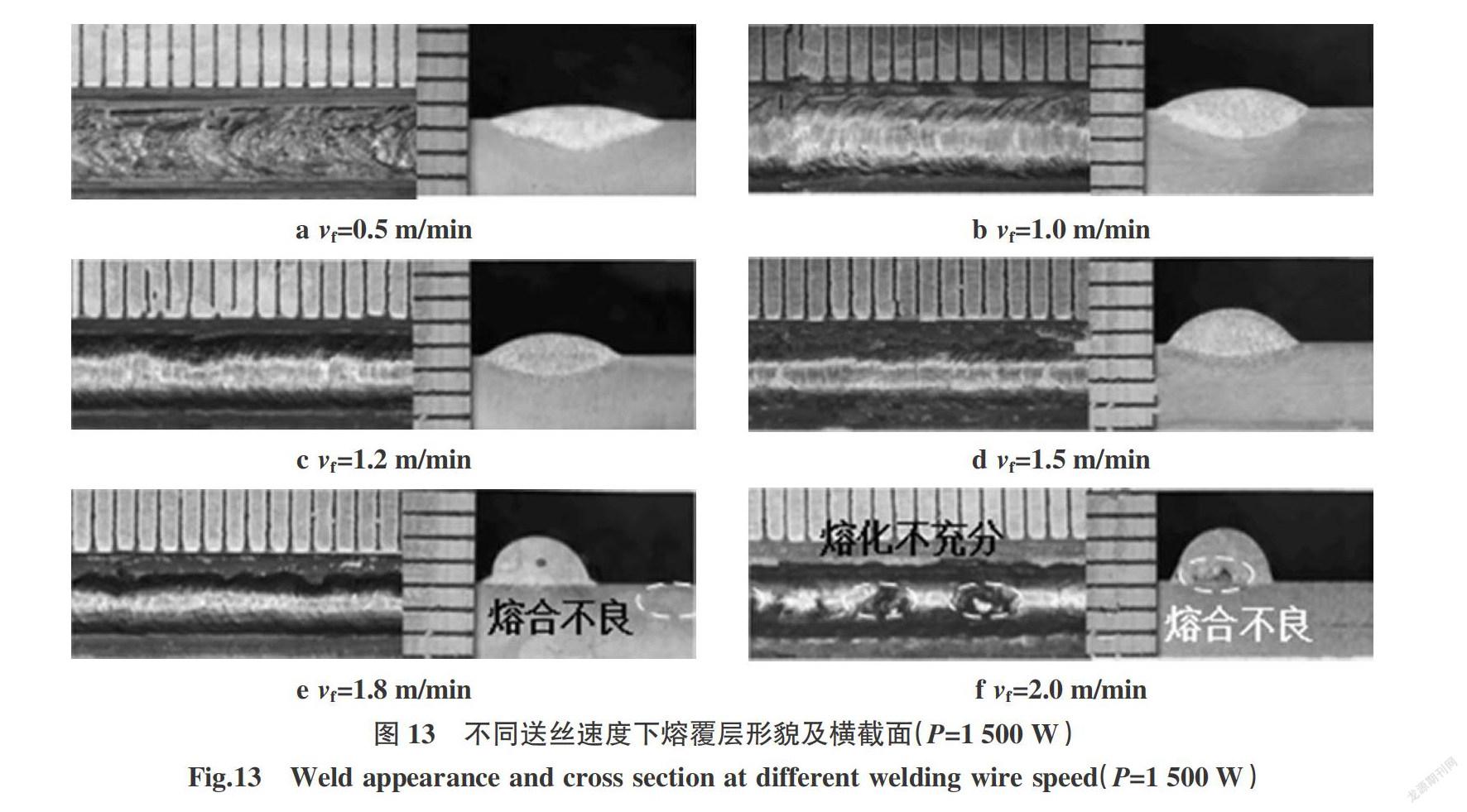
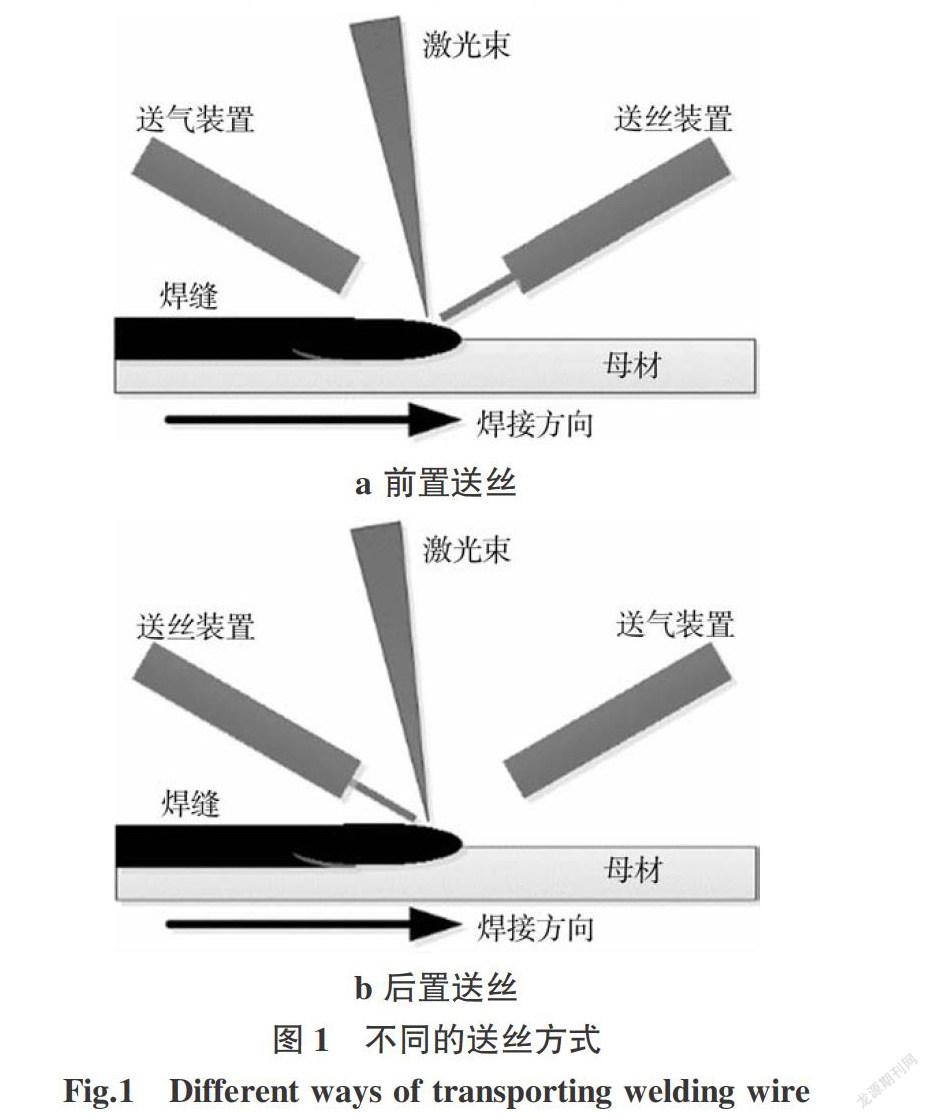
摘要:基于激光填絲熔覆不同工藝參數對Q235鋼熔覆層成形的影響,通過高速攝像系統拍攝了不同工藝參數下絲材的熔入過程,并分析了熔覆層形貌及橫截面,得出了絲材與激光斑點相對位置、激光功率、熔覆速度和送絲速度對熔覆層成形的影響。結果表明:(1)絲材與激光斑點相對位置是影響絲材熔入行為和熔覆層成形好壞的關鍵因素。當采用前置送絲,激光束與絲材部分重疊,送絲角度介于40°~70°時,熔覆過程穩定且成形最好。(2)激光功率增大時,熔池尺寸增大,熔覆層寬度增加,余高減小。熔覆速度變大時,熔池凝固速度變快,從而使液橋變窄,熔覆層寬度和熔深減小、余高增大。送絲速度增大時,熔覆層熔深減小、余高增大。
關鍵詞:激光填絲熔覆;熔覆層成形;熔入過程;橫截面特征
中圖分類號:TG456.7 文獻標志碼:A 文章編號:1001-2303(2020)07-0030-09
DOI:10.7512/j.issn.1001-2303.2020.07.05
0 前言
激光熔覆形成的熔覆層結合力強,可以顯著改善基體表面的耐蝕、耐磨、抗氧化性能,并避免材料的不必要浪費,適合材料表面改性和修復需求,近年來在汽車制造、電子工業、航空航天、船舶重工等領域發展前景廣闊[1-4]。激光熔覆根據填充金屬狀態分為填充粉末的激光粉末熔覆和填充絲材的激光填絲熔覆,激光粉末熔覆由于可以自由選擇不同的材料配比被國內外學者大量研究,但在熔覆過程中存在粉末利用率較低、工作環境差、熔覆層易產生微裂紋等缺陷。與前者相比,激光填絲熔覆具有以下特點:(1)絲材組織致密,使熔覆層表面光滑且沒有孔隙、夾雜等缺陷;(2)絲材的利用率是粉末的4~5倍;(3)避免了特殊場合的粉塵污染[5]。……
登錄APP查看全文
