模具磨損表面激光熔覆修復層的數值模擬技術
2020-09-10 10:55:38劉立君劉大宇崔元彪賈志欣李繼強
電焊機
2020年7期
劉立君 劉大宇 崔元彪 賈志欣 李繼強

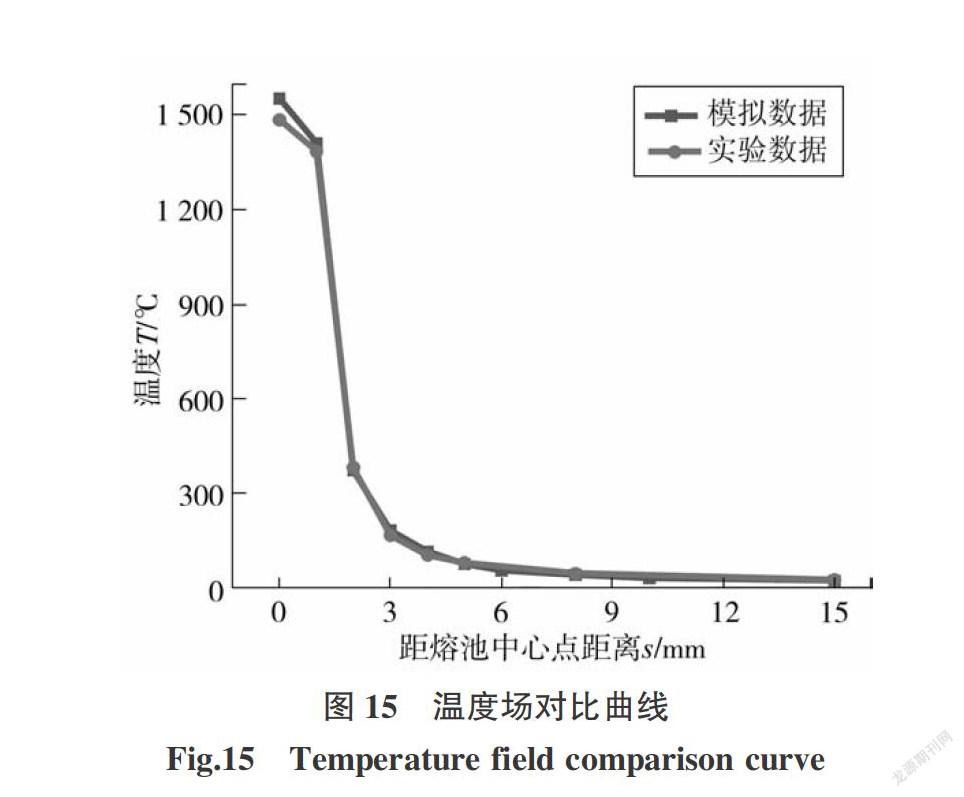




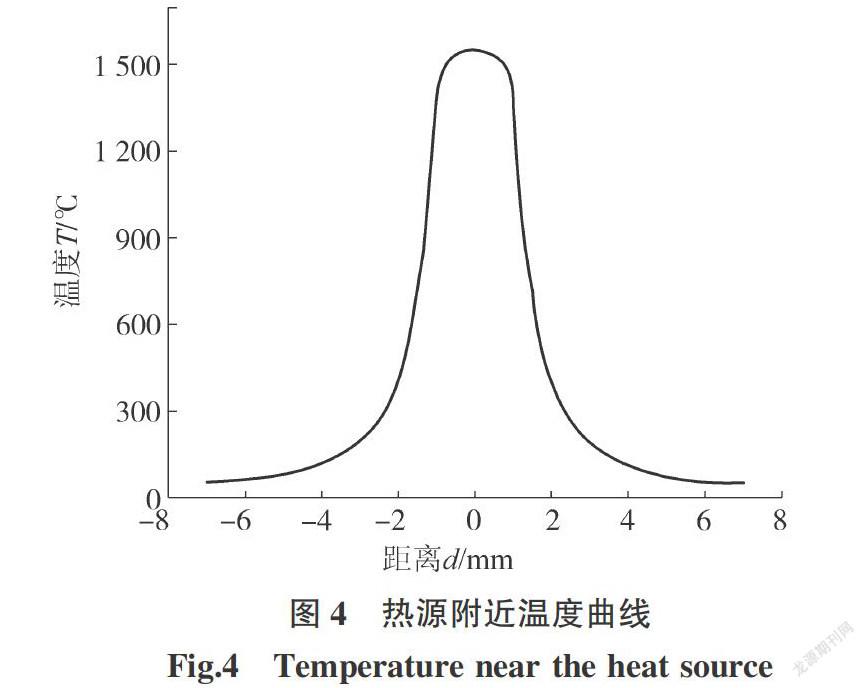

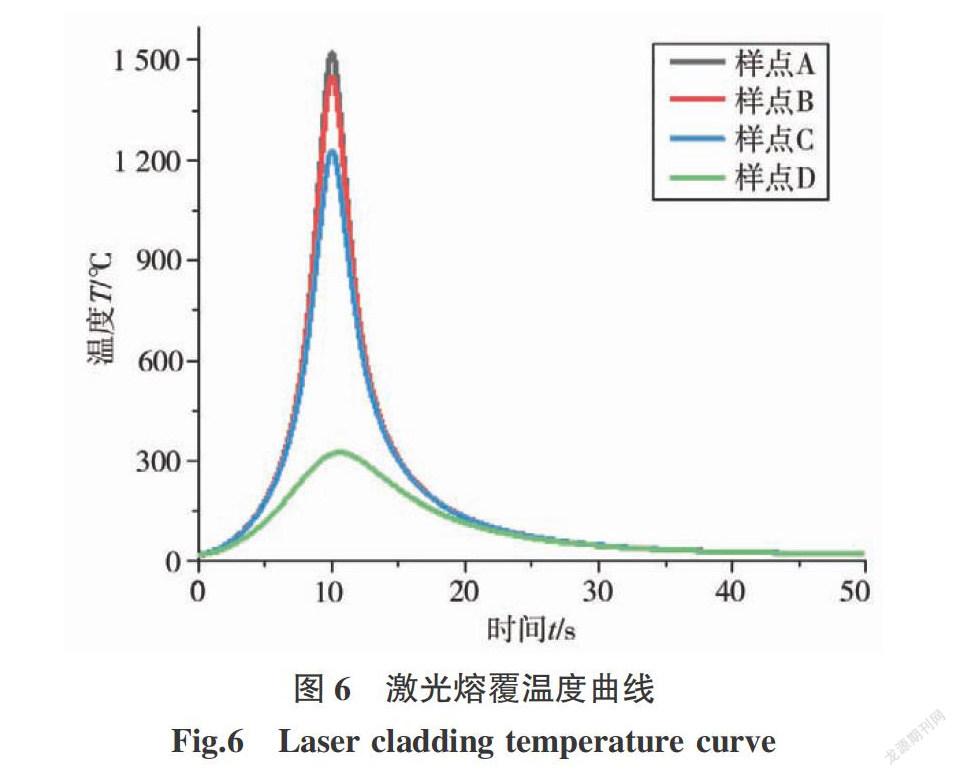
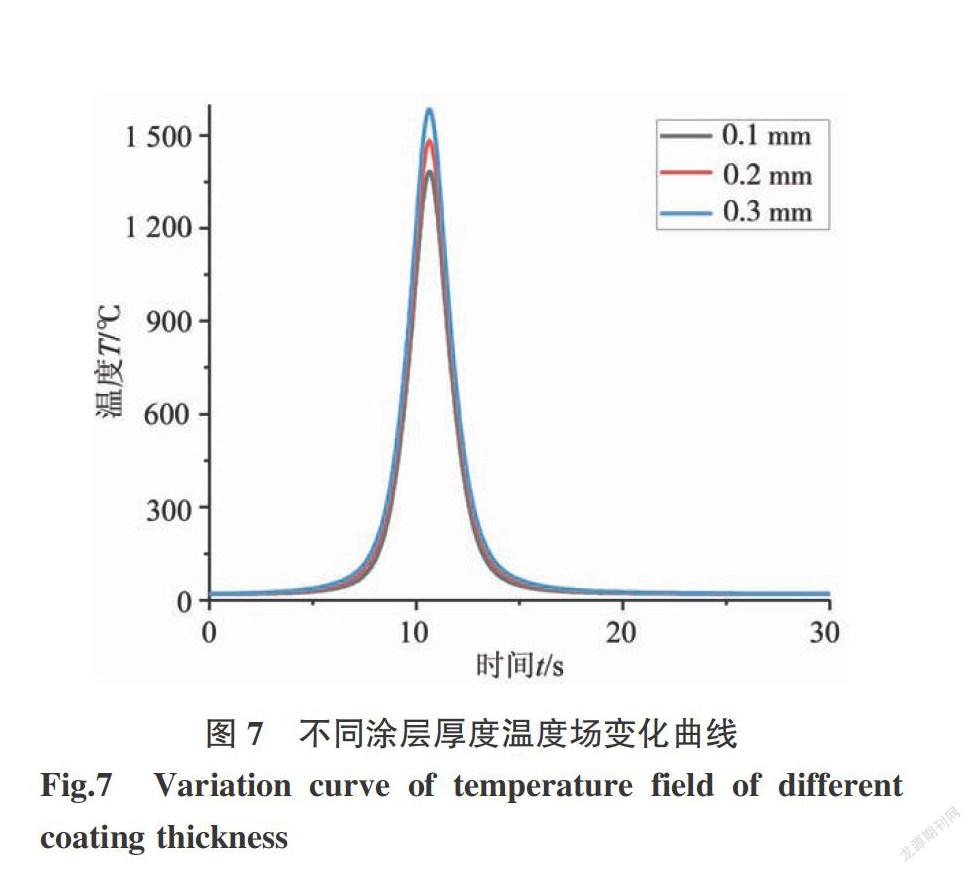
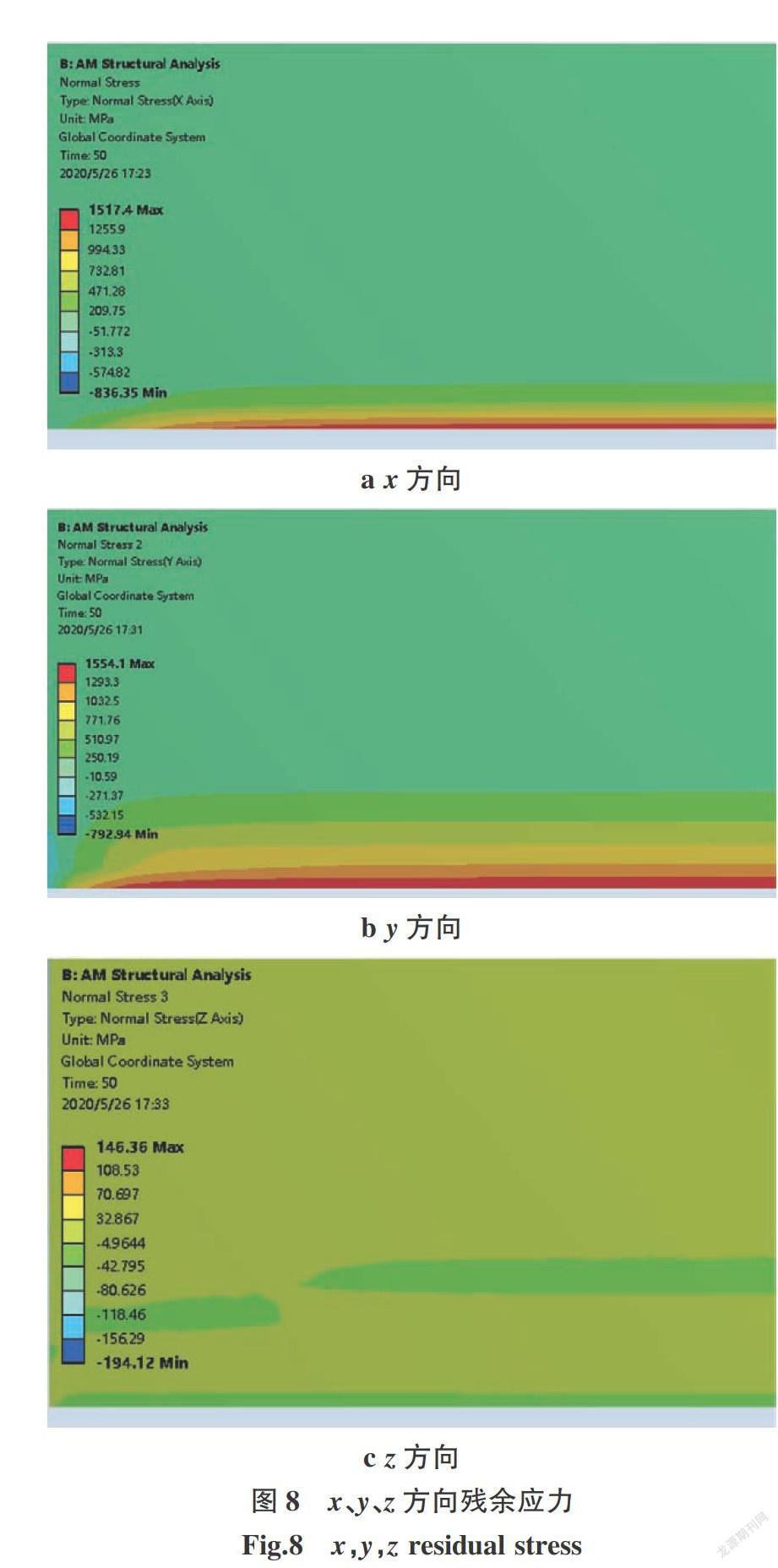


摘要:為解決H13模具鋼磨損影響模具使用壽命的問題,利用有限元分析軟件對H13模具鋼激光熔覆Ni基涂層過程進行了仿真分析。在激光熔覆過程中,經歷了快速加熱和快速冷卻兩個熱傳導過程,其熔覆溫度最高可達1 551 ℃,考察了不同涂層厚度對溫度場的影響,得出涂層越厚,溫度越低;涂層表面的焊接殘余應力以拉應力為主,基材表面則以壓應力為主。研究了不同涂層厚度對應力場的影響,得出涂層越厚,殘余應力越大。經實驗驗證,數值模擬計算的模具磨損激光修復溫度場與實驗值接近,實驗得到的焊接熔化區截面圖與模擬結果基本一致,實際熔化區寬度1.19 mm、深度0.20 mm,模擬計算的熔化區寬度1.21 mm、深度0.21 mm,證明了模具磨損表面激光熔覆修復層模擬結果的正確性和方法的有效性。
關鍵詞:激光熔覆;有限元模擬;溫度場;應力場
中圖分類號:TG456.7 文獻標志碼:A 文章編號:1001-2303(2020)07-0046-07
DOI:10.7512/j.issn.1001-2303.2020.07.07
0 前言
熱作模具鋼H13具有卓越的耐磨損、耐高溫、抗疲勞、抗熱震等性能,普遍應用于鍛造、擠壓、熱成型等行業。目前轎車框架、連接板和防撞梁等均采用高強鋼加工。H13鋼在長時間使用中,因受到冷或者熱循環以及金屬流動等因素的強烈摩擦,會產生熱疲勞裂紋和熱磨損[1]。根據使用H13模具鋼擠壓成型的統計數據,80%以上的失效是由于模具表面磨損[2]。在工廠化生產中,熱作鋼表面出現損傷斑或微裂紋時,對其進行精確修復,能夠延長熱作模具鋼的壽命,降低其制造成本[3-4]。……
登錄APP查看全文
