核電用304不銹鋼掃描激光微連接工藝研究
2020-09-10 10:55:38梁曉梅黃瑞生劉金湘楊義成鄒吉鵬王猛
電焊機(jī)
2020年7期
關(guān)鍵詞:不銹鋼
梁曉梅 黃瑞生 劉金湘 楊義成 鄒吉鵬 王猛


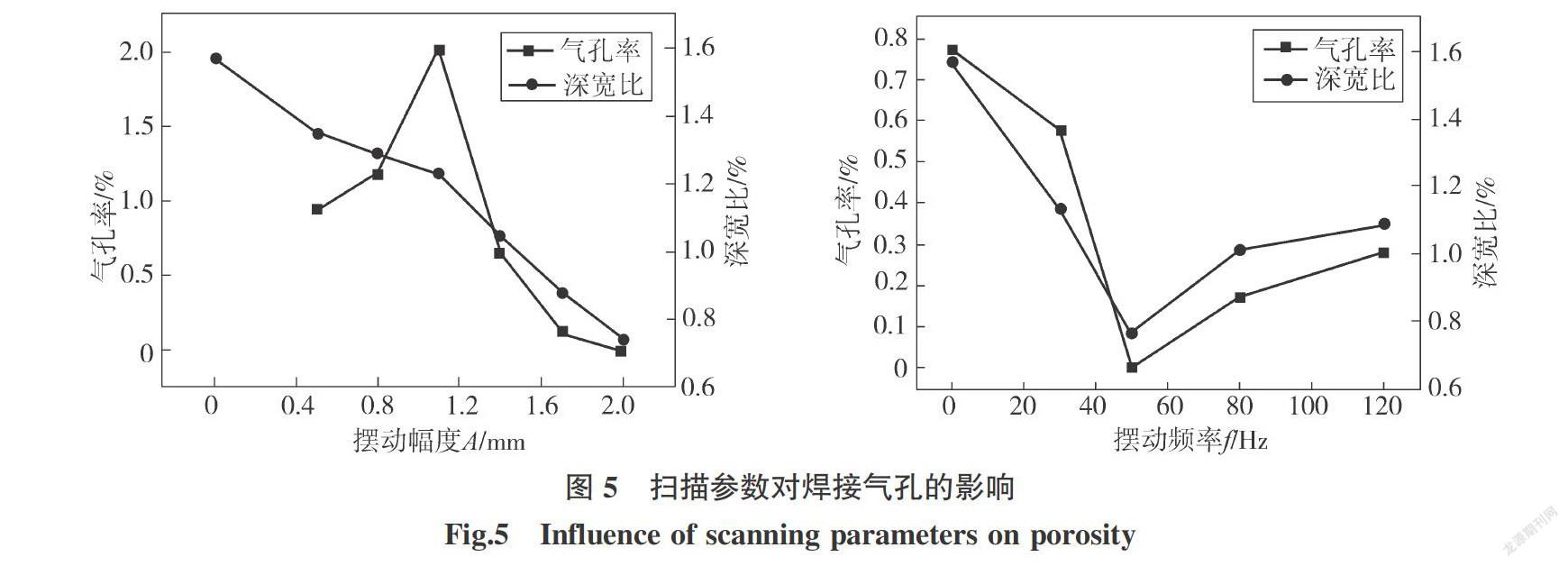
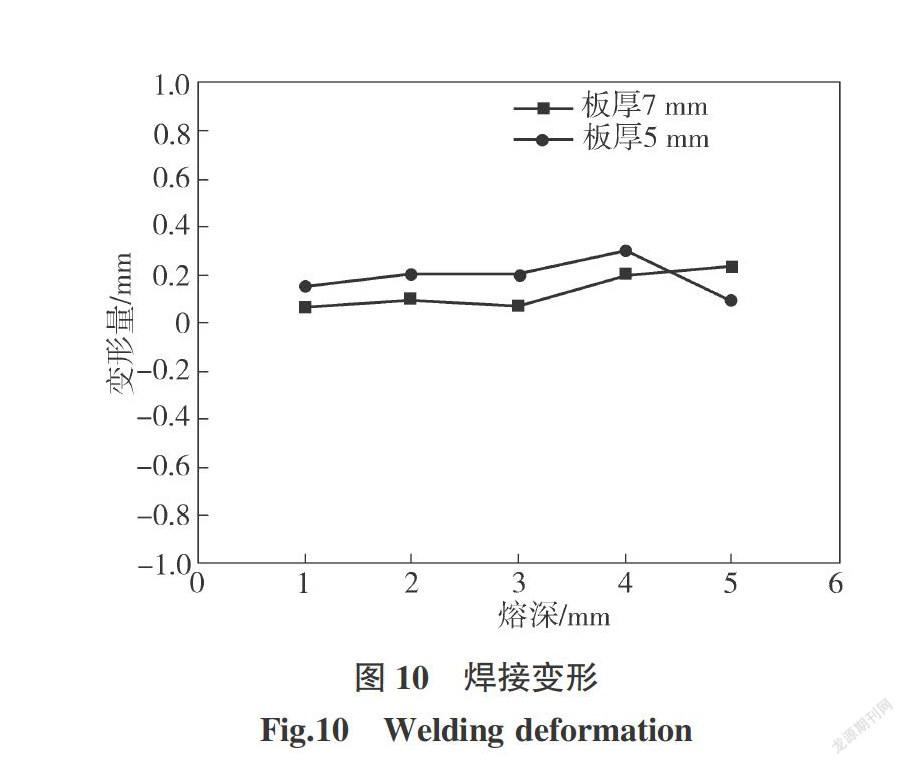
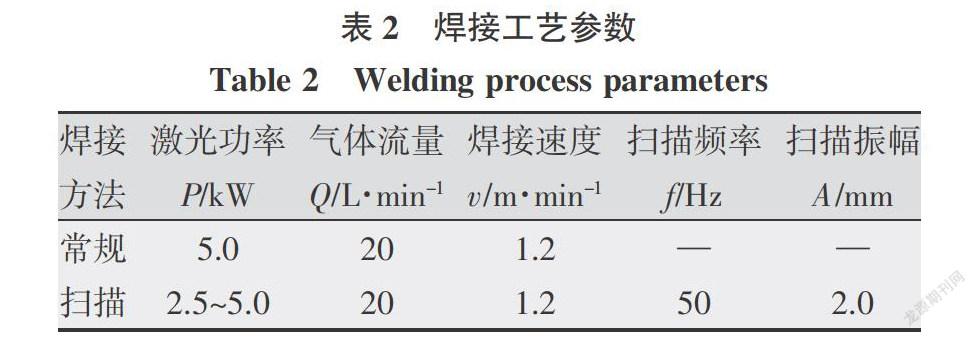
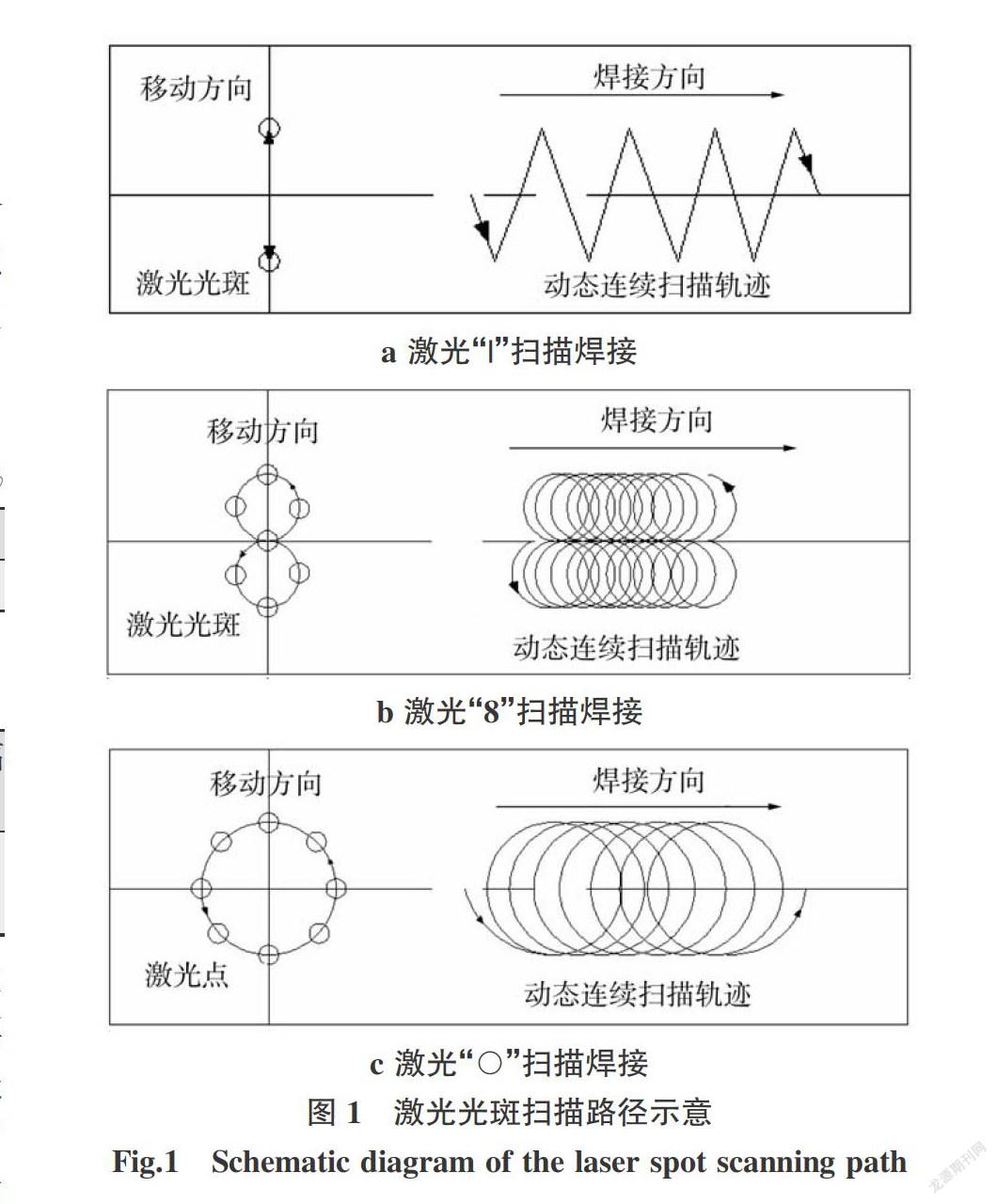
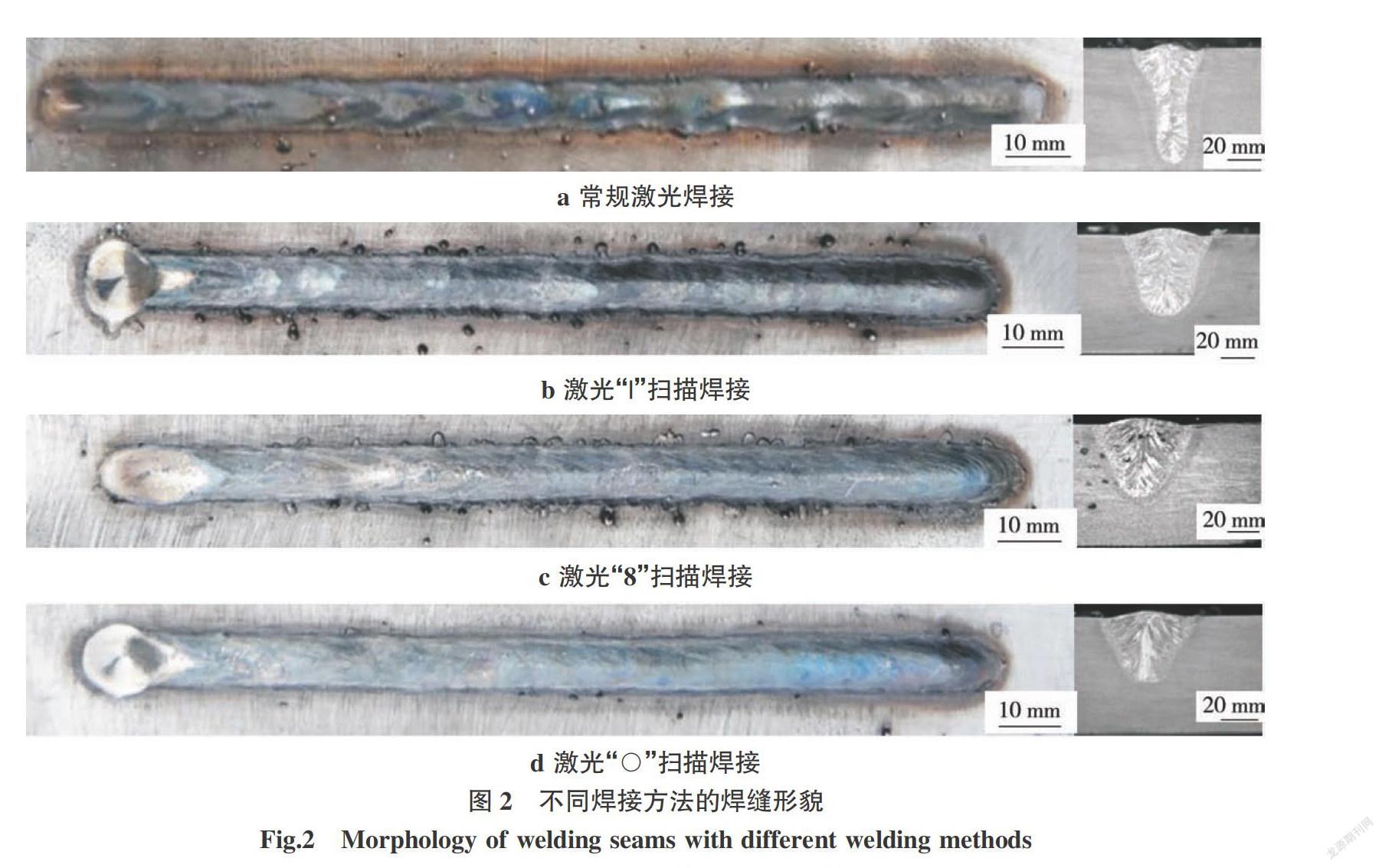
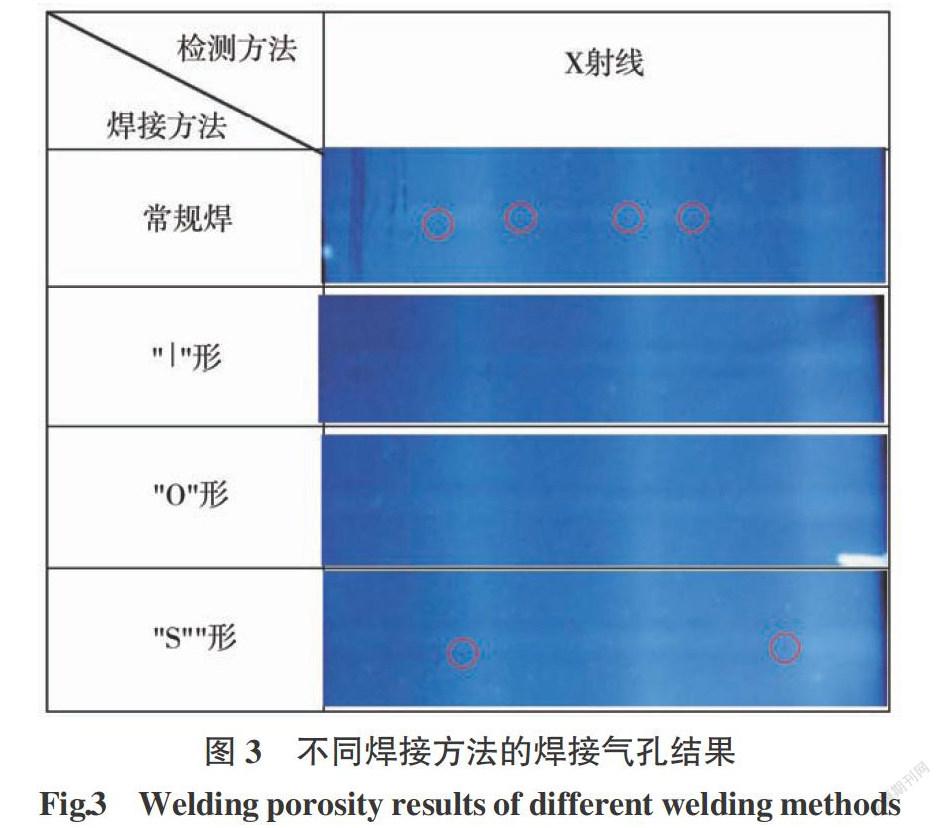
摘要:分別采用激光“○”掃描焊、激光“|”掃描焊及激光“8”掃描焊方法焊接核電用控制棒導(dǎo)向筒304不銹鋼,并與常規(guī)激光焊進(jìn)行對(duì)比,分析掃描幅度、掃描頻率等主要工藝參數(shù)對(duì)焊縫成形、焊接氣孔的影響規(guī)律,對(duì)導(dǎo)向筒模擬件焊接接頭進(jìn)行綜合質(zhì)量評(píng)估。結(jié)果表明,三種掃描焊方法在焊縫成形、焊接氣孔控制等方面均優(yōu)于常規(guī)焊,且不同光斑掃描路徑對(duì)焊接氣孔的抑制程度存在差異,“○”掃描焊最優(yōu);若要發(fā)揮掃描焊抑制氣孔的作用,掃描幅度、掃描頻率均須達(dá)到閾值,且超出閾值后,適當(dāng)增大掃描幅度或掃描頻率均可增強(qiáng)抑制氣孔的效果,當(dāng)掃描幅度為2 mm、掃描頻率為50 Hz 時(shí),未檢測(cè)到焊接氣孔;“○”掃描焊焊接接頭具有良好的耐腐蝕性能,變形量可控制在0.3 mm以內(nèi)。
關(guān)鍵詞:導(dǎo)向筒;不銹鋼;激光掃描焊;光斑掃描路徑;焊接氣孔
中圖分類號(hào):TG456.7 文獻(xiàn)標(biāo)志碼:A 文章編號(hào):1001-2303(2020)07-0053-06
DOI:10.7512/j.issn.1001-2303.2020.07.08
0 前言
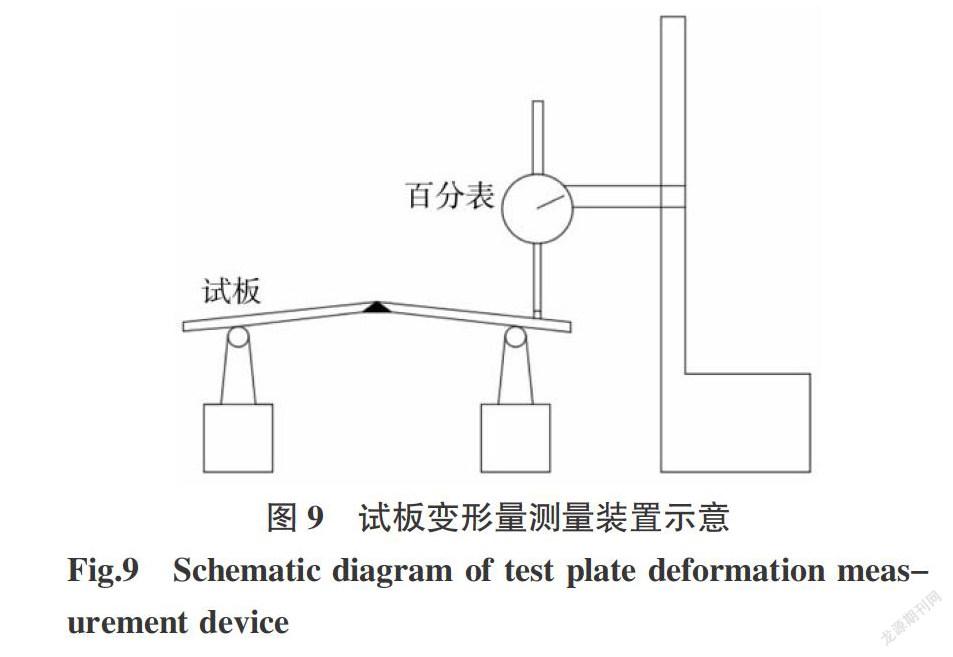
隨著我國(guó)核電技術(shù)的快速發(fā)展和轉(zhuǎn)型升級(jí)的迫切要求,百萬(wàn)千瓦級(jí)核反應(yīng)堆關(guān)鍵設(shè)備制造技術(shù)的國(guó)產(chǎn)化亟待解決[1-2]。控制棒導(dǎo)向筒是核島主設(shè)備堆內(nèi)構(gòu)件的關(guān)鍵部件,百萬(wàn)千瓦級(jí)壓水堆核電站每個(gè)機(jī)組有61套控制棒導(dǎo)向筒組件,安裝在倒帽形的上部性堆內(nèi)構(gòu)件上[3],其主要功能是為控制棒組件提供保護(hù)和導(dǎo)向,減小冷卻劑橫向作用力對(duì)落棒時(shí)間的影響[4],因此,焊接過(guò)程及焊后去應(yīng)力過(guò)程都必須嚴(yán)格控制變形[5]。而在滿足較低的焊接變形前提下,盡可能實(shí)現(xiàn)大熔深焊接無(wú)疑是對(duì)焊接技術(shù)的一大挑戰(zhàn)。……
登錄APP查看全文
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國(guó)特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
焊接(2016年7期)2016-02-27 13:05:04
