304不銹鋼激光-MIG復(fù)合焊焊接電流對接頭組織性能的影響
2020-09-10 10:55:38宋世達(dá)楊子威錢美霞王克鴻
電焊機(jī) 2020年7期
關(guān)鍵詞:力學(xué)性能
宋世達(dá) 楊子威 錢美霞 王克鴻


摘要:采用激光-MIG復(fù)合焊對厚度6 mm的SUS304不銹鋼進(jìn)行拼接焊,比較不同焊接電流對接頭顯微組織及其性能的影響。EBSD分析顯示焊縫擇優(yōu)取向為<001>方向,焊接電流為220 A的接頭織構(gòu)取向強度大于焊接電流為180 A的。力學(xué)性能檢測表明接頭硬度變化范圍為170~195 HV。焊接電流為180 A時接頭的強度和塑性大于焊接電流為220 A時的接頭且低于母材。
關(guān)鍵詞:SUS304不銹鋼;激光-MIG復(fù)合焊;金相組織;力學(xué)性能
中圖分類號:TG456.7 文獻(xiàn)標(biāo)志碼:A 文章編號:1001-2303(2020)07-0059-06
DOI:10.7512/j.issn.1001-2303.2020.07.09
0 前言
奧氏體不銹鋼具有良好的塑韌性、耐腐蝕性、無磁或弱磁性,是應(yīng)用最為廣泛的一種不銹鋼,主要用于制造耐腐蝕設(shè)備、運輸管道以及鐘表外殼制造等[1-2]。304不銹鋼作為奧氏體不銹鋼的一種,具有良好的焊接性能,近年來工業(yè)應(yīng)用對304不銹鋼制品焊接需求量越來越大[3-4],因此對304不銹鋼焊接進(jìn)行研究十分重要。
MIG焊作為不銹鋼焊接常用方法[5],具有明顯的優(yōu)勢,但其熱輸入較大,因此焊后板材變形較大,熱影響區(qū)域也較大[6]。激光焊接的能量密度高,與其他焊接方法相比,工件變形小,焊接深寬比(深度/寬度)最高可達(dá)10∶1,且焊縫強度高、焊接速度快[7]。然而激光束較窄,光斑直徑較小,采用激光自熔焊接時所允許的間隙量最大不超過板厚的10%,且最大值不能超過0.3 mm[8],因此對工件加工的坡口和裝配精度要求較高,從而限制了其應(yīng)用。英國學(xué)者Steen[9]提出了激光-電弧復(fù)合焊,相比于純激光焊接具有一定的優(yōu)勢。激光-電弧復(fù)合焊為激光和電弧兩個獨立熱源,且兩個熱源相互影響,并向工件需焊接部位輸送焊絲,使焊絲熔化并填充間隙,與母材熔合,從而實現(xiàn)焊接[10-13]。
文中以6 mm厚304不銹鋼為研究對象,分析了激光-MIG復(fù)合焊在特定工藝參數(shù)下的微觀機(jī)理及其性能,對實際工程應(yīng)用具有一定的參考價值。
1 試驗材料及方法
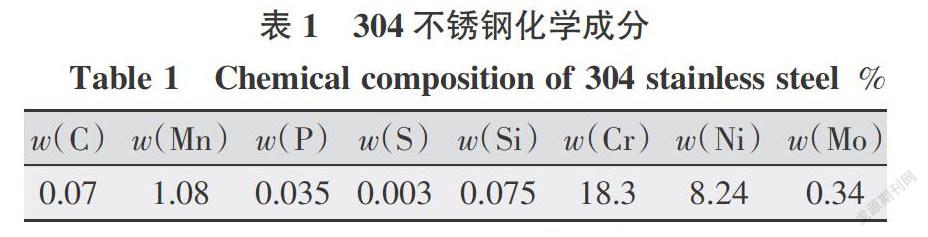
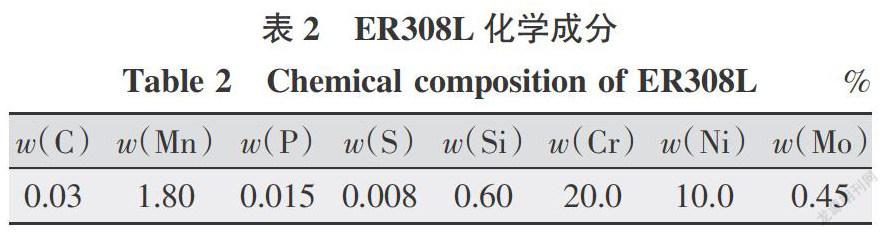
采用304不銹鋼板材作為焊接試板,尺寸為300 mm×100 mm×6 mm,單面焊雙面成型。試驗用焊絲為ER308L,直徑φ1.0 mm。母材與焊絲的化學(xué)成分分別如表1、表2所示。
試驗所用激光-MIG復(fù)合焊接系統(tǒng)包括IPG公司的YLS-10000光纖激光器、福尼斯公司的TPS5000焊接電源以及水冷焊槍、德國KUKA公司的KR16機(jī)器人系統(tǒng)搭載Precitec公司的YW52焊接頭、上海孚太的VM191型二元氣體配比器。
2 試驗過程
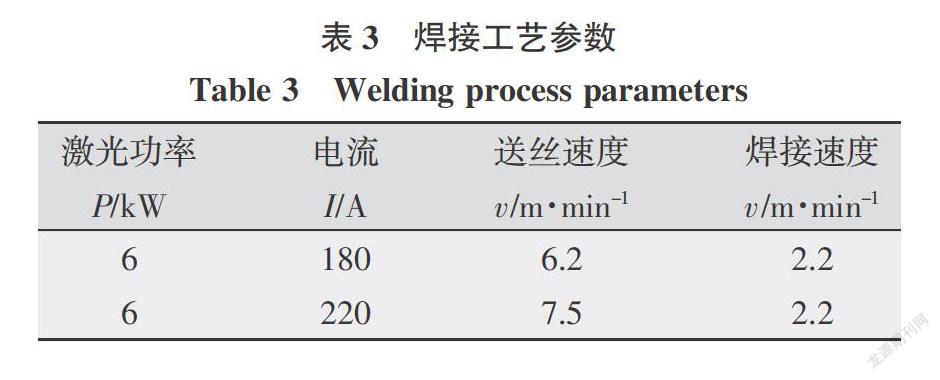
采用負(fù)離焦對6 mm厚304不銹鋼板進(jìn)行無間隙單道對接焊,焊接方向為激光在前、電弧在后,焊槍與激光束夾角為45°,保護(hù)氣為氬氣(純度99%),氣體流量為20 L/min,外接保護(hù)氣和底部保護(hù)氣為質(zhì)量分?jǐn)?shù)99.9%的氬氣,氣體流量18 L/min,離焦量
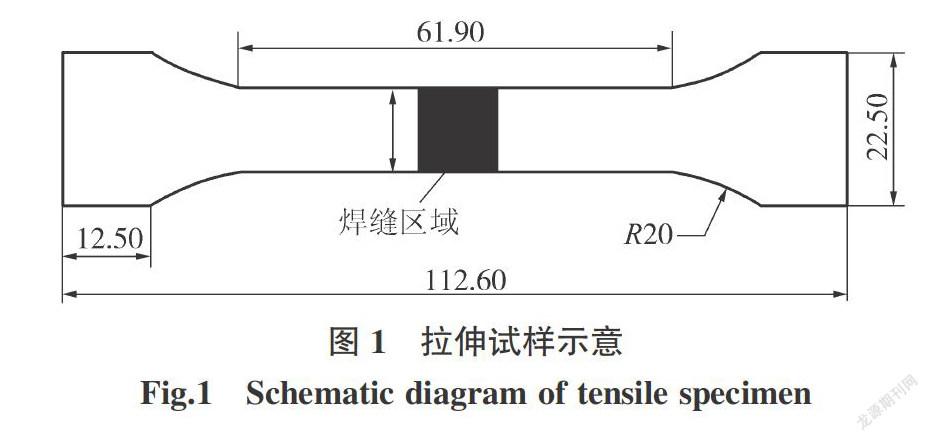
-2 mm,光絲間距1 mm,主要焊接參數(shù)如表3所示。焊接后,利用線切割切取金相試樣和拉伸試樣,拉伸試樣尺寸如圖1所示。對焊縫形貌和組織進(jìn)行測試分析。金相試樣用10%草酸溶液進(jìn)行電化學(xué)腐蝕后,用日本奧林巴斯(Olympus)生產(chǎn)的GX41倒置及Quanta 250F場發(fā)射環(huán)境掃描電鏡觀察焊縫形貌,配套EBSD軟件為牛津儀器SEM AztecEnergy 軟件。
3 分析討論
3.1 焊接宏觀組織
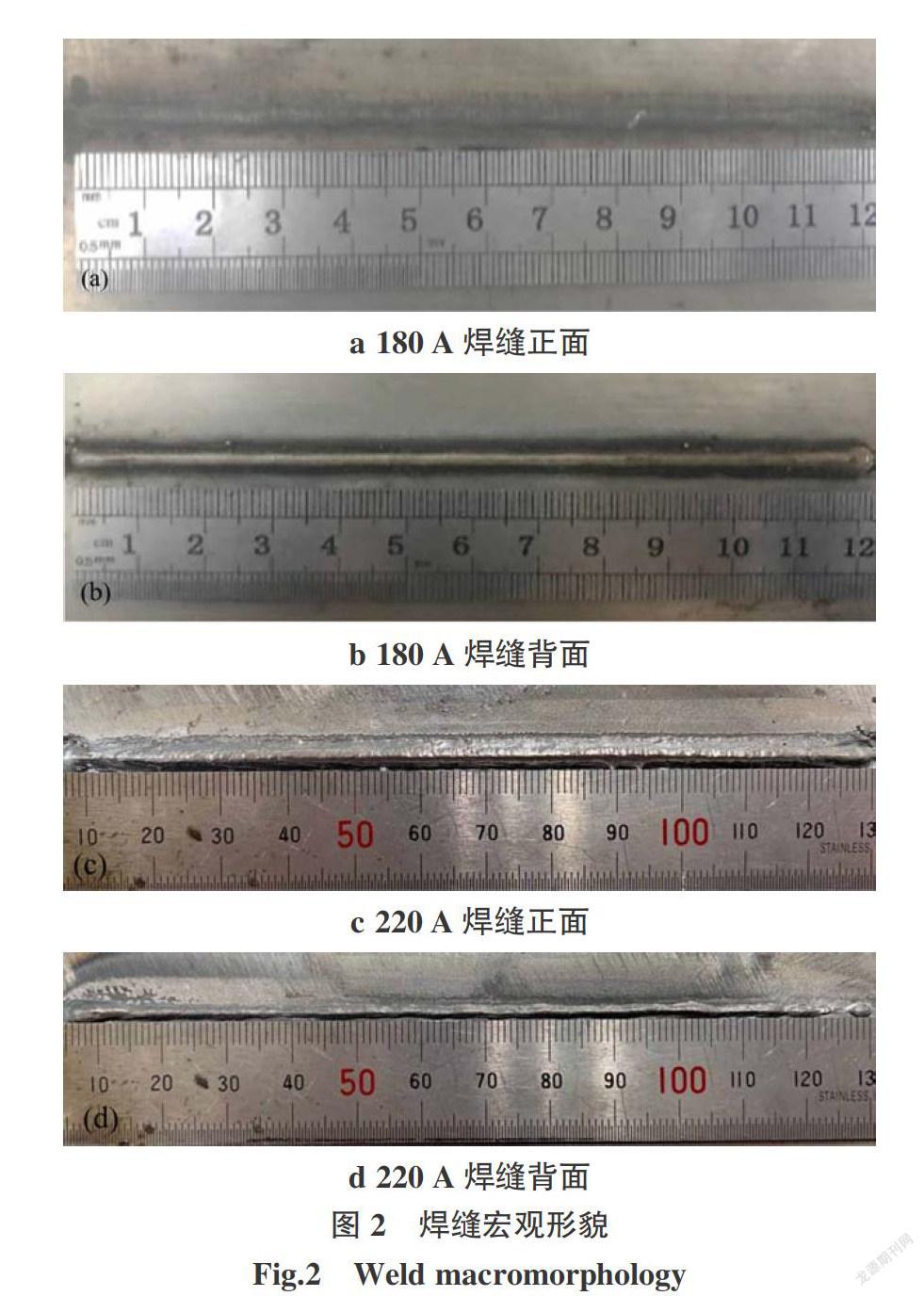
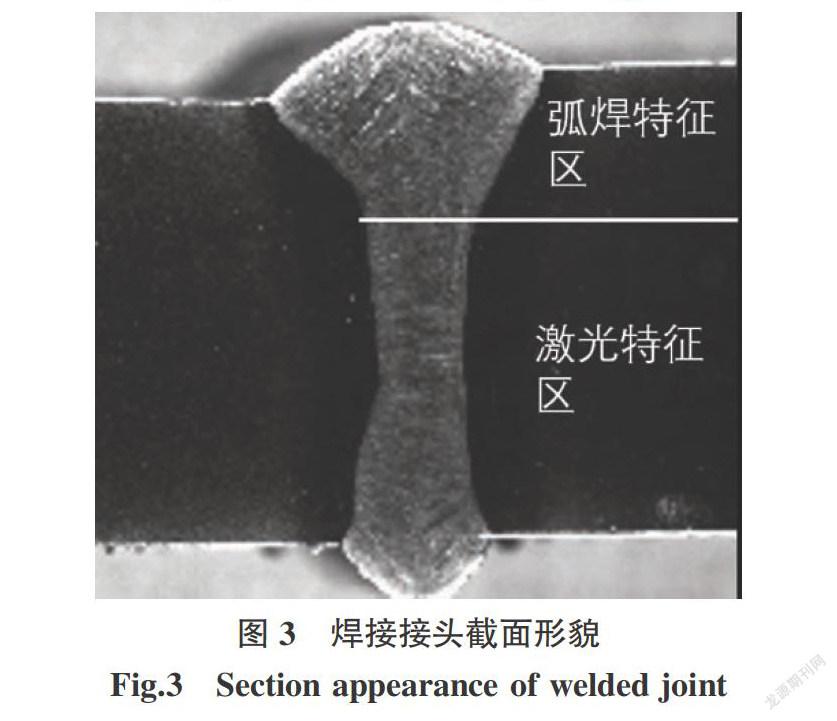
焊縫宏觀形貌及截面形貌分別如圖2、圖3所示,可以看出,焊縫熔合良好,無氣孔、塌陷、毛邊等缺陷。經(jīng)測量,電流180 A的試樣焊縫正面熔寬為3.5 mm,焊縫余高1.7 mm;電流220 A的試樣焊縫正面熔寬4.2 mm,焊縫余高2.0 mm;改變焊接電流對焊縫根部基本不產(chǎn)生影響。焊縫上部主要受MIG電弧的影響,稱為弧焊特征區(qū),焊縫下部主要受激光的影響,稱為激光特征區(qū),兩個區(qū)域比例約為1∶2。
3.2 焊縫微觀組織
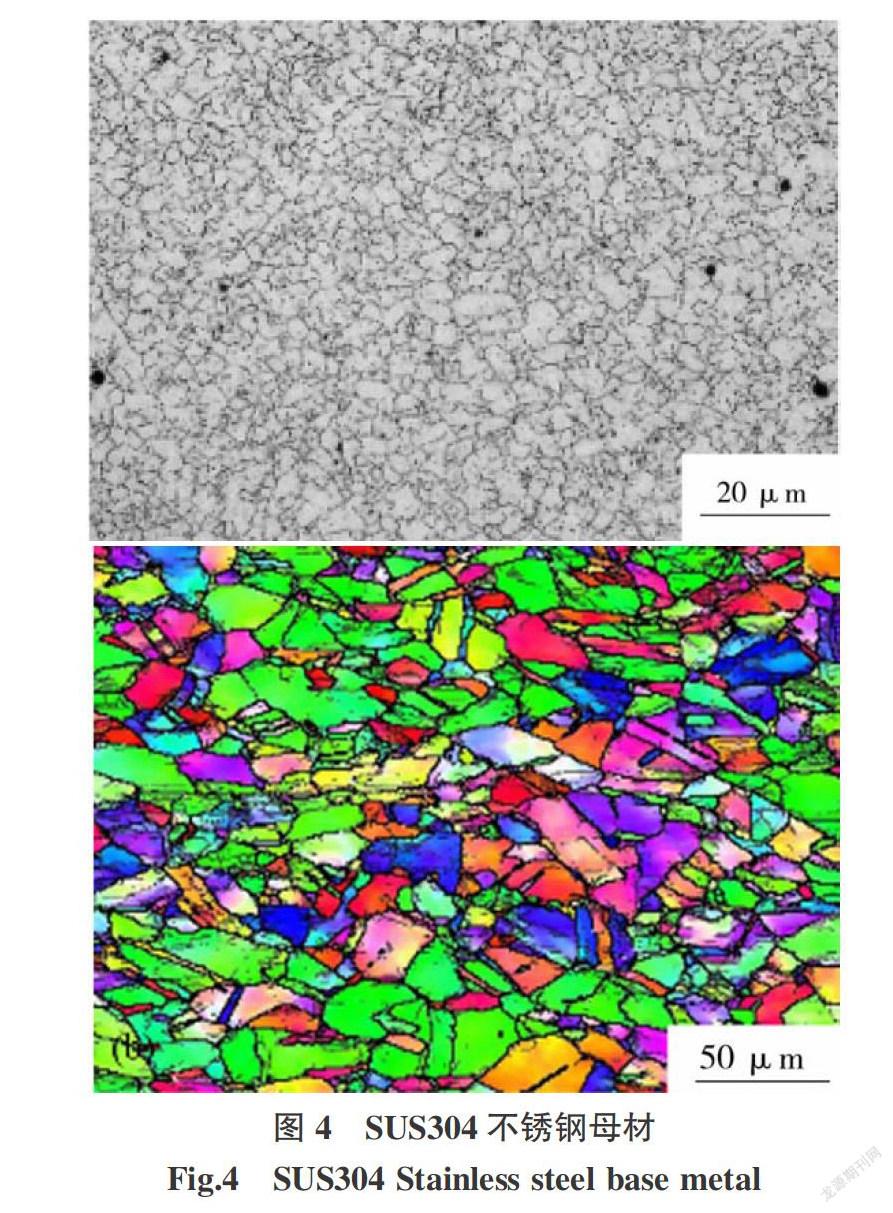
母材顯微組織如圖4所示,304不銹鋼組織為等軸的奧氏體晶粒,其中存在以等軸的奧氏體晶粒為基體沿軋制方向分布的條帶狀δ鐵素體,且存在大量孿晶。
根據(jù) Hammar & Svensson[17],不銹鋼焊縫的凝固模式為A(全奧氏體)、FA(初始析出相為鐵素體,凝固終了前形成一些奧氏體)、AF(奧氏體+共晶鐵素體)、F(鐵素體)[18],其中常規(guī)不銹鋼為FA和AF凝固模式,即:
FA:L→L+δ→L+δ+γ→δ+γ→γ
AF:L→L+γ→L+δ+γ→γ+δ
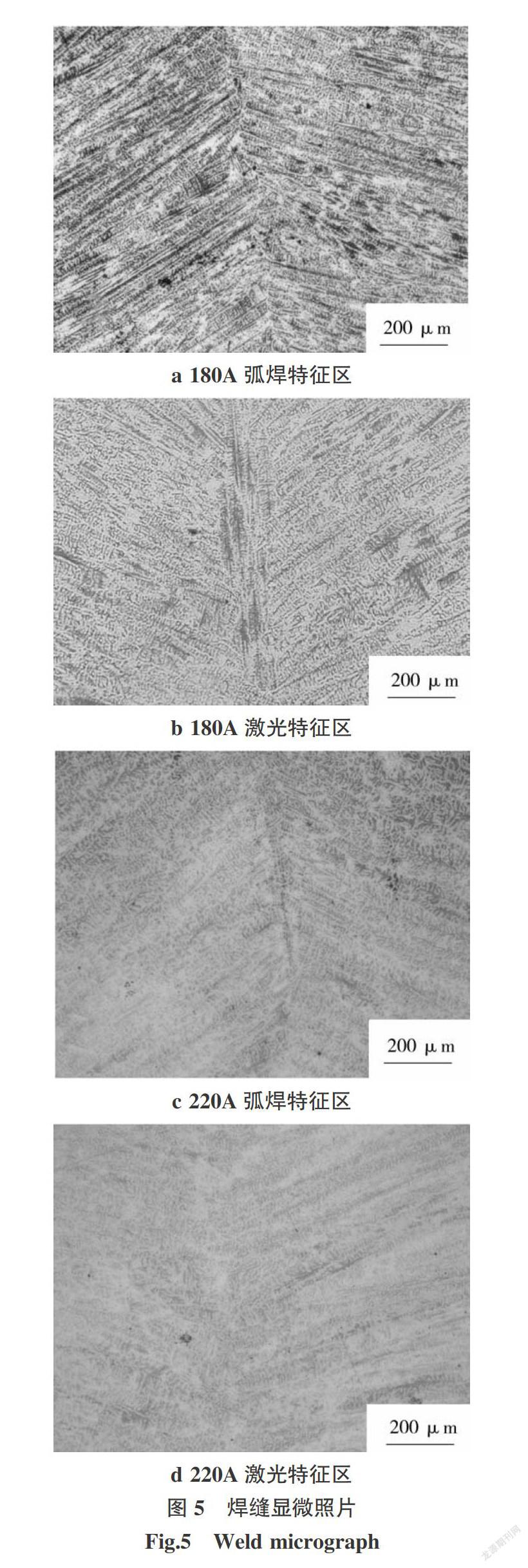
焊縫顯微組織如圖5所示。由圖5可知,焊縫主要由柱狀晶構(gòu)成,在焊接過程中,高溫?zé)嵩慈刍覆男纬扇鄢兀鶕?jù)凝固學(xué)原理,結(jié)晶等溫面方向與焊縫熔合線方向垂直,因此,熔池在冷卻過程中,晶粒垂直于熔合線向焊縫中心生長,形成柱狀晶。304不銹鋼原以FA方式凝固,首先析出δ鐵素體,剩余液相與δ鐵素體發(fā)生包晶反應(yīng)生成奧氏體,最后形成δ+γ的固態(tài)組織,但焊接是一個快速冷卻的過程,會發(fā)生FA→AF凝固模式的轉(zhuǎn)變[18-19],亞溫奧氏體取代δ鐵素體直接從液相中析出,剩余液相與奧氏體發(fā)生包晶反應(yīng),最后形成鐵素體與奧氏體的共晶組織。
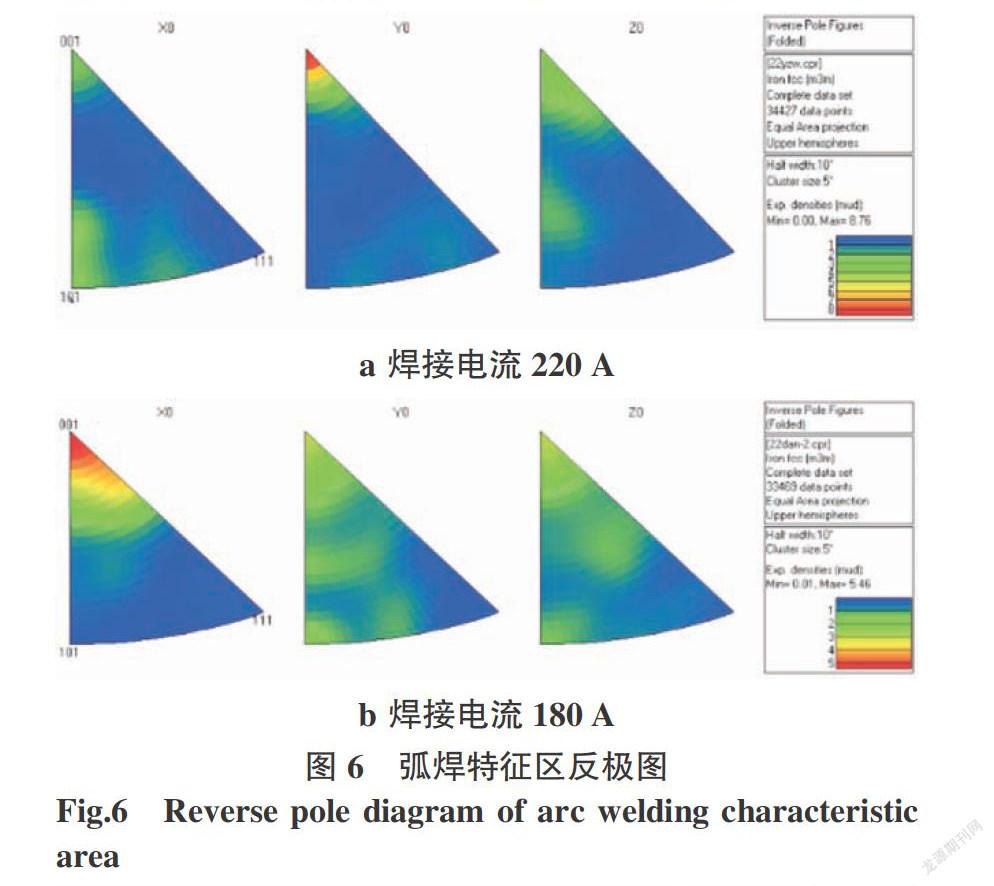
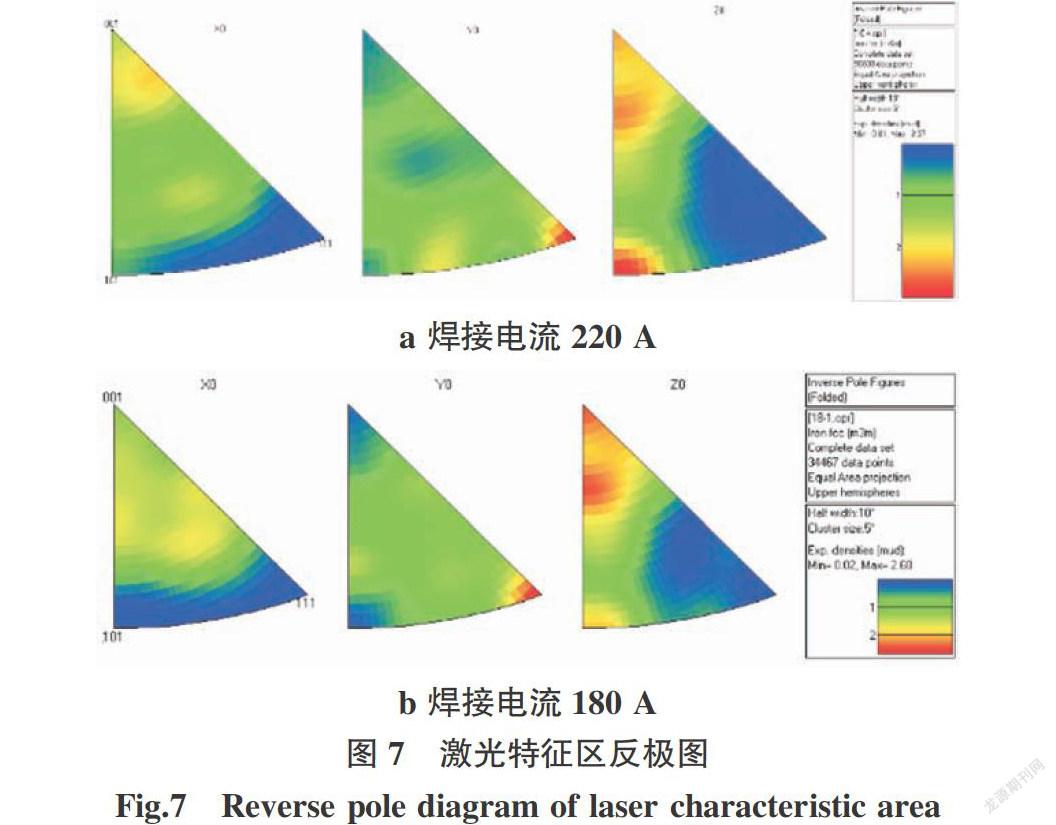
利用反極圖不僅可以直觀地表征晶粒取向分布情況,同時也可以看出織構(gòu)強度,20%~50%的材料性能(接頭的強度、硬度、塑性等)受織構(gòu)的影響。弧焊特征區(qū)反極圖如圖6所示,激光特征區(qū)反極圖如圖7所示,可以看出,晶粒擇優(yōu)取向明顯且擇優(yōu)生長方向為<001>方向。焊接電流為220 A的弧焊特征區(qū)織構(gòu)強度大于焊接電流為180 A的弧焊特征區(qū),但激光特征區(qū)織構(gòu)強度兩者相差不大。這是因為焊接電流變化只改變MIG電弧的功率,焊接電流增大,熱輸入增大,織構(gòu)強度越大,晶粒競爭生長方式越明顯,而MIG電弧由于自身限制,能量無法傳遞到焊縫下部,焊縫下部仍然以激光熱源為主導(dǎo),熱輸入基本相同,因此焊縫下部織構(gòu)強度相差不大。
3.3 顯微硬度分析
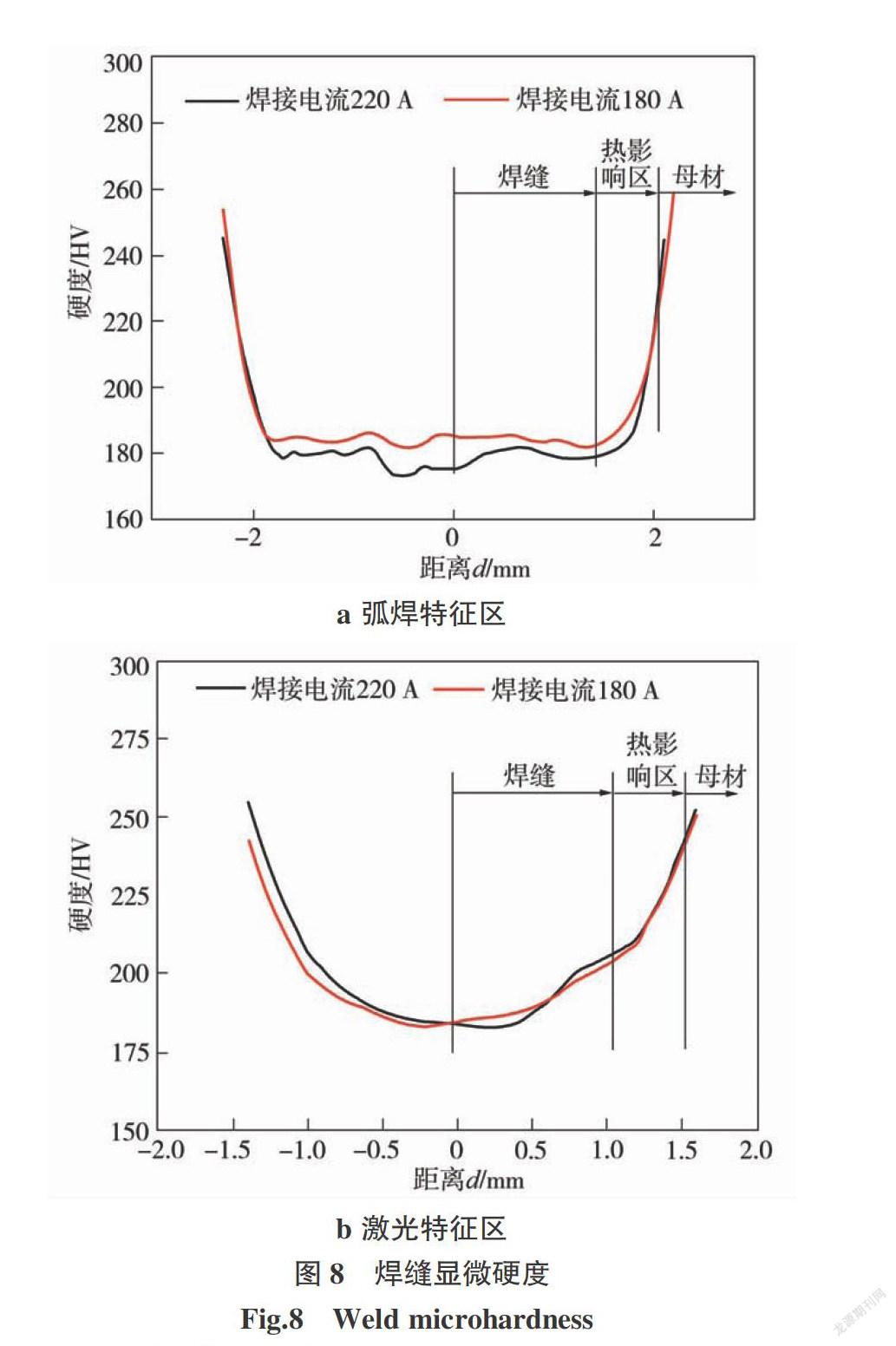
焊縫不同區(qū)域的顯微硬度如圖8所示。可以看出,焊縫顯微硬度在175~195 HV之間,低于母材的250 HV。焊接熱輸入越大,其織構(gòu)強度越大,焊縫晶粒取向越明顯,晶粒尺寸越大。根據(jù)Hall-Petch關(guān)系可知,對于一般晶粒尺寸材料,晶粒越小,其性能越好,而焊縫均為柱狀晶,母材為均勻的等軸晶,所以焊縫硬度低于母材。
3.4 拉伸性能分析
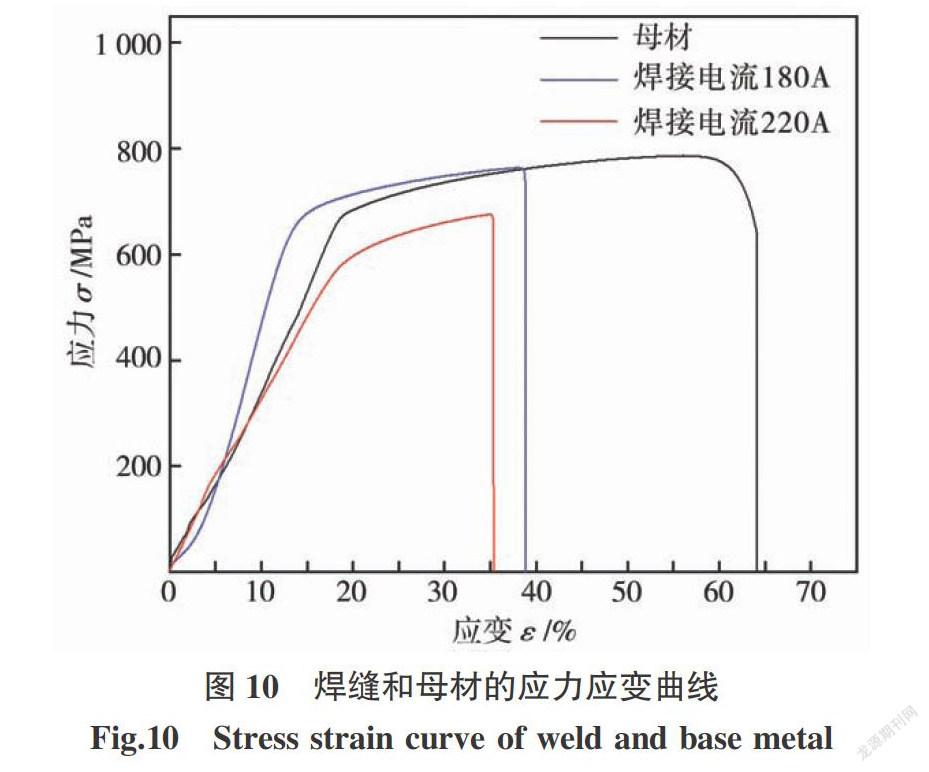
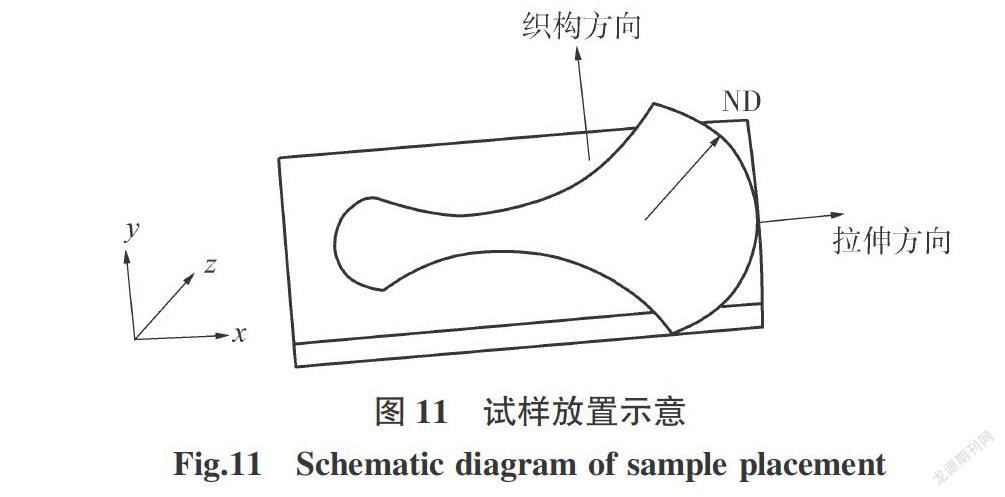
焊接接頭的拉伸試樣如圖9所示。可以看出,焊接電流為180 A和200 A的接頭均斷裂在焊縫處,其延伸率明顯小于母材。焊縫和母材的應(yīng)力應(yīng)變曲線如圖10所示,可以看出,母材強度大于兩種電流下的焊接接頭,而從試樣的放置示意圖(見圖11)可知,拉伸方向(RD)與焊縫織構(gòu)方向(TD)相垂直,這是由于焊接電流為220 A的接頭織構(gòu)強度大,焊縫晶粒主要沿著<001>方向生長,晶粒取向不均勻,從而導(dǎo)致接頭力學(xué)性能不均勻,在單向拉伸變形中晶粒協(xié)調(diào)性差,從而導(dǎo)致強度變差。拉伸試樣的斷口如圖12所示,斷口主要由細(xì)小的韌窩組成,均為韌性斷裂。
4 結(jié)論
采用激光-MIG復(fù)合焊對接焊6 mm厚304不銹鋼。得出以下結(jié)論:
(1)對于激光-MIG復(fù)合焊,改變工藝參數(shù)中的電流僅會改變焊縫熔寬與余高,焊縫根部熔寬基本不發(fā)生變化。
(2)焊縫晶粒均沿著<001>方向生長,隨著焊接電流的增大,弧焊特征區(qū)織構(gòu)強度增大,晶粒取向逐漸不均勻。
(3)焊接電流增大,弧焊特征區(qū)的晶粒尺寸和織構(gòu)強度增大,硬度減小,接頭的強度與塑性下降。
參考文獻(xiàn):
[1] 王祥昀. 不銹鋼材料在生產(chǎn)生活中的應(yīng)用及性能分析[J].科技傳播,2019,11(5):190-192.
[2] 劉亞丕,牛振標(biāo),周焊峰,等. 現(xiàn)代不銹鋼材料:結(jié)構(gòu)、性能、特點和應(yīng)用[J]. 磁性材料及器件,2016,47(1):72-77+80.
[3] Salminen A S,Kujanpaa V P. Effect of wire feed positionon laser welding with filler wire[J]. Journal of Laser Appl-ications,2003,15(1):2-10.
[4] Graf T,Staufer H. Laser hybrid welding drives VW impr-ovements[J]. Welding Journal,2003,82(1):42-48.
[5] 張孝福. 不銹鋼常用的焊接方法[J]. 焊接技術(shù),2004(5):16.
[6] 楊千里. SUS304不銹鋼激光-MIG復(fù)合焊接工藝及機(jī)理研究[D]. 江蘇:江蘇科技大學(xué),2017.
[7] K Y Benyounis,Abdul Ghani Olabi,M s J Hashmi,et al.Multi-response optimization of CO2 laser-welding processof austenitic stainless steel[J]. Optics and Laser Technology,2008,40(1):76-87.
[8] Khan M M A,Luca Romoli,Marco Fiaschi,et al. Multire-sponse optimization of laser welding of stainless steels ina constrained fillet joint configuration using RSM[J]. Inte-rnational Journal of Advanced Manufacturing Technology,2012,62(5-8):587-603.
[9] Steen W M,Eboo M. Arc augmented laser welding[J]. MetalConstruction,1979,11(7):332-333.
[10] 宋新華,金湘中,陳勝遷,等. 激光-電弧復(fù)合焊接及應(yīng)用于車身制造的進(jìn)展[J]. 激光技術(shù),2015,39(2):259-265.
[11] 胡連海,黃堅,吳毅雄,等. 激光-雙MIG電弧復(fù)合焊耦合機(jī)制及熔滴過渡研究[J]. 中國激光,2016,43(6):93-100.
[12] Inose K. Functional Assessment of Laser ARC Hybrid We-lded Joints and Their Application for Bridge Construction[J]. Welding in the World,2012,56(7-8):118-124.
[13] 肖榮詩,吳世凱. 激光-電弧復(fù)合焊接的研究進(jìn)展[J]. 中國激光,2008(11):1680-1685.
[14] 韓麗梅. 中厚板304不銹鋼激光-MIG復(fù)合焊工藝研究[D]. 遼寧:沈陽工業(yè)大學(xué),2018.
[15] 利波爾德,科特基. 不銹鋼焊接冶金學(xué)及焊接性[M]. 北京:機(jī)械工業(yè)出版社,2008.
[16] 陳世修,秦宗瓊. 奧氏體不銹鋼中鐵素體含量計算[J]. 閥門,2005(1):20-25.
[17] Suutala N. Effect of solidification conditions on the solid-ification mode in austenitic stainless steels[J]. MetallurgicalTransaction A,1983,14(1):191-197.
[18] 王成全. 不銹鋼亞快速凝固組織轉(zhuǎn)變及控制研究[D]. 遼寧:大連理工大學(xué),2005.
[19] K Rajasekhar,C S Harendranath,R Raman. Microstruct-ural evolution during solidification of austenitic stainlesssteel weld metals:A color metallographic and electron mi-croprobe analysis study[J]. Materials Characterization,1997(2):53-65.
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
