不同回火溫度對不等厚鋼板B340LA/B1500HS激光焊接頭組織性能的影響
2020-09-10 10:55:38肖康劉鵬閆豐剛閆東方胡嘉穎孫思宇
電焊機
2020年7期
肖康 劉鵬 閆豐剛 閆東方 胡嘉穎 孫思宇


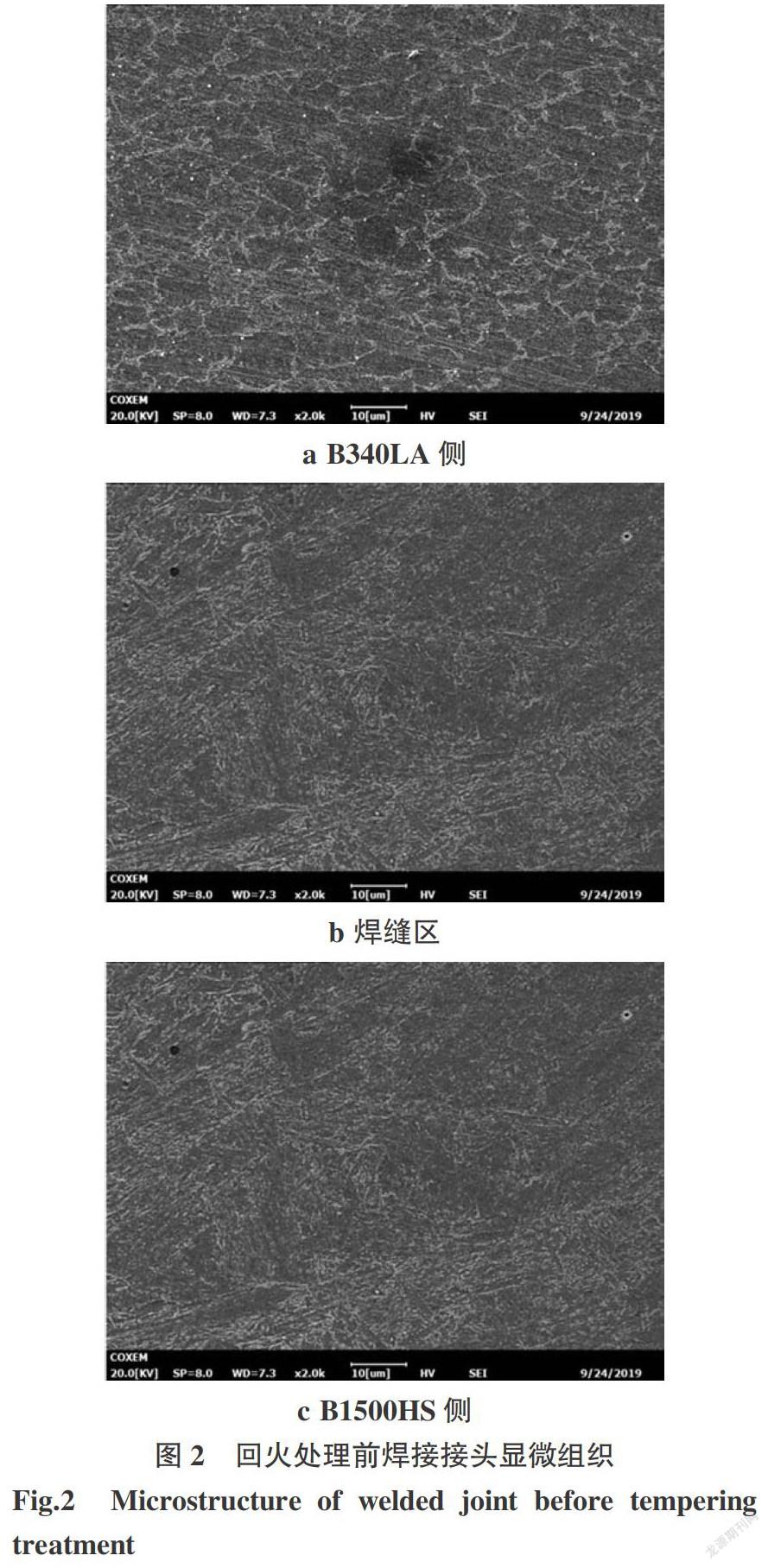
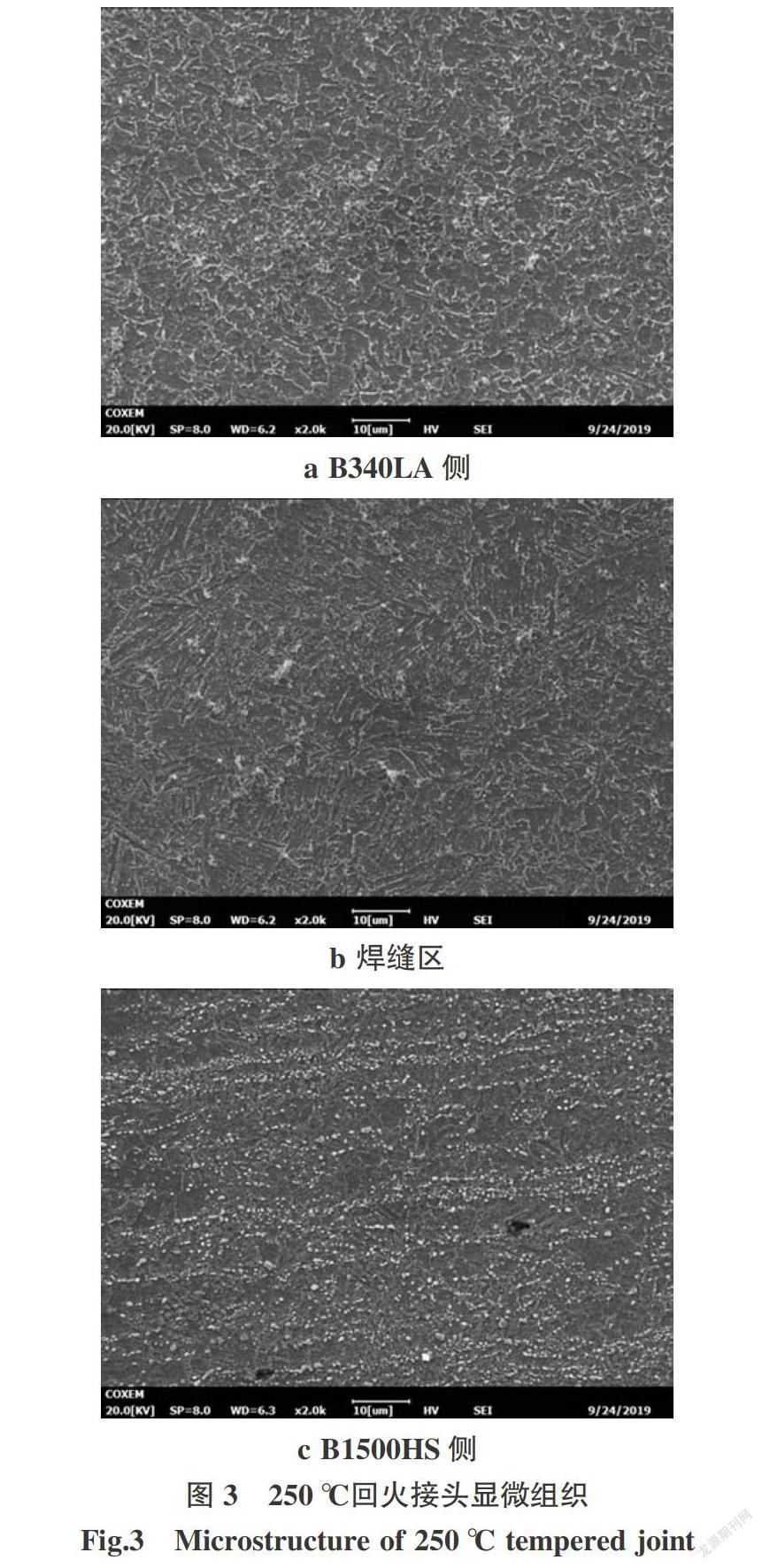
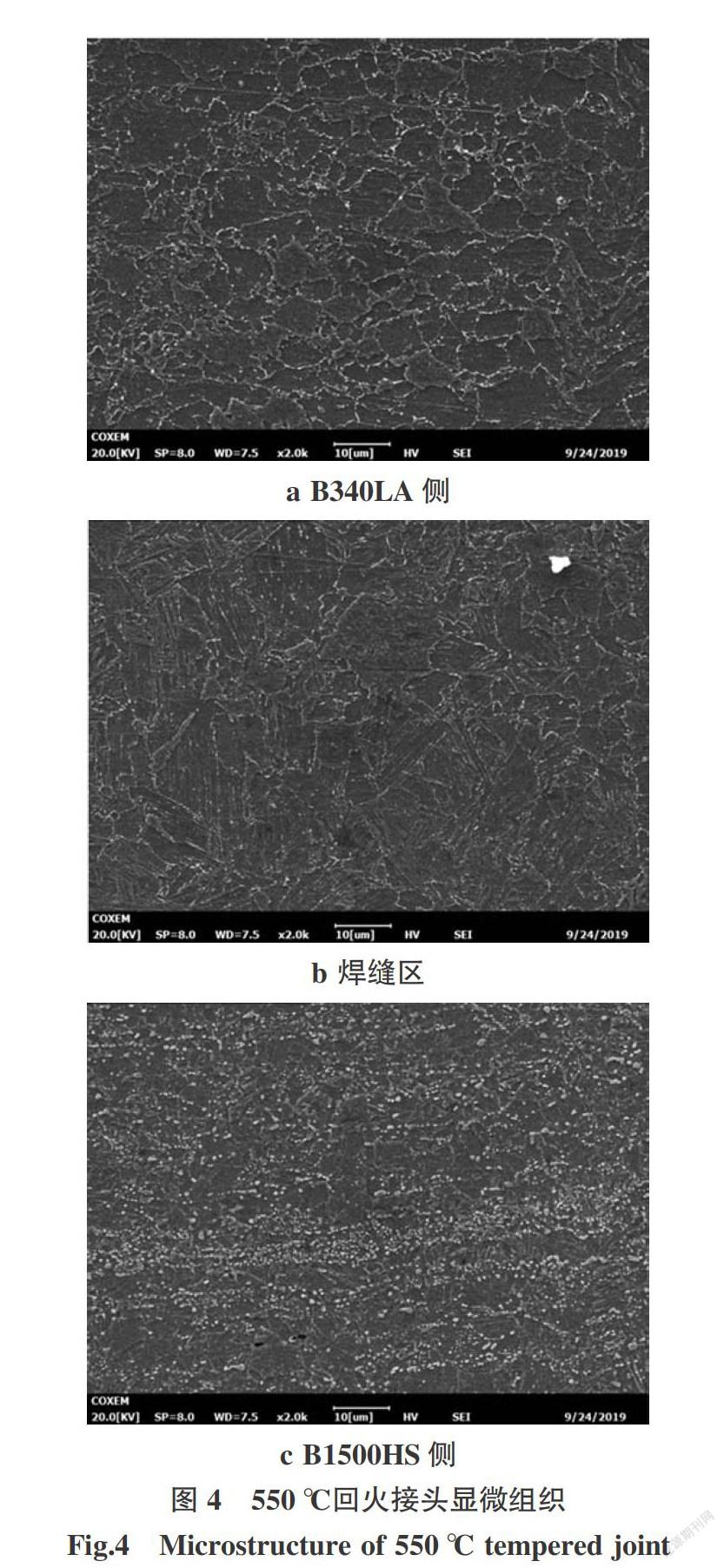



摘要:利用掃描電子顯微鏡、維氏硬度計、微機控制電子萬能試驗機等測試手段對不等厚B340LA/B1500HS異種高強鋼薄板激光焊焊接接頭經回火處理前后的顯微組織與性能進行試驗分析。結果表明,經過低溫回火后,焊縫組織轉變為回火馬氏體,經過高溫回火后,焊縫組織轉變為帶有板條馬氏體形態的回火索氏體,當回火溫度為550 ℃時,回火索氏體轉變基本完成;B340LA側熱影響區隨著回火溫度升高,板條馬氏體消除,轉變為鐵素體組織;B1500HS側熱影響區經過低溫回火處理后,消除了粗大組織,成分更加均勻,提高了該區域的韌性;經過高溫回火處理后,鐵素體組織轉變為板條馬氏體組織。回火處理后,接頭硬度下降幅度不大,焊縫附近硬度過渡略平緩,有利于焊縫韌性的提高。通過高溫回火,焊接接頭的屈服強度和抗拉強度下降,塑性顯著上升,有利于提高焊接接頭的使用性能。
關鍵詞:異種鋼;激光焊;回火處理;不等厚材料;接頭組織
中圖分類號:TG457.11 文獻標志碼:A 文章編號:1001-2303(2020)07-0091-05
DOI:10.7512/j.issn.1001-2303.2020.07.14
0 前言
減輕汽車車身質量、降低燃料消耗和減少汽車尾氣排放及提高汽車安全性是汽車發展的三大方向[1]。當今汽車材料技術發展以輕量化與環保為主要方向,在保證汽車車體強度、剛度、模態以及碰撞性能的前提下,盡可能地減輕汽車的整體質量,這就要求在車身上大規模運用高強度鋼和超高強度鋼、鋁合金、鎂合金、塑料和復合材料[2-5]。高強鋼具有強度高、質量好、性能穩定等優點,相對于鎂、鋁等傳統的輕質合金材料,具有抗沖擊性能強、能大幅降低質量-強度比率等特點[6-7],因此被廣泛應用于汽車制造及航空航天等領域。……
登錄APP查看全文
