核燃料防屑板的激光增材制造技術研究
2020-09-10 10:55:38張麗英秦國鵬
電焊機
2020年7期
張麗英 秦國鵬

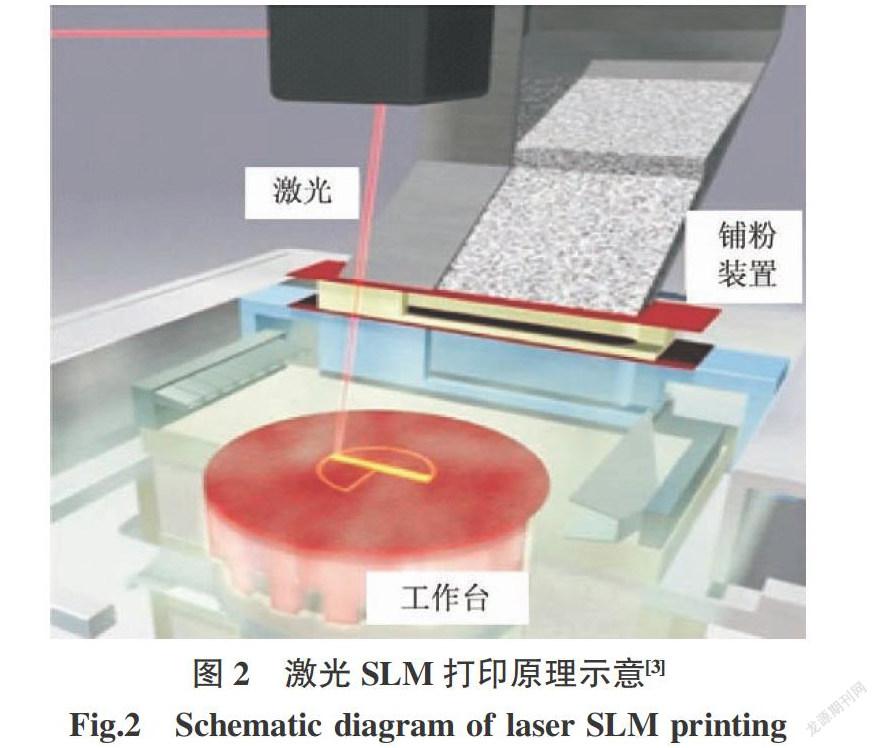
摘要:壓水堆核燃料防屑板屬于精密加工零件,產品的尺寸精度和力學性能要求非常高。防屑板目前采用電火花加工工藝,需要在210 mm2左右的方形薄板上加工上千個異形方孔,單件零件加工周期長且效率低。為適應自主化新型核燃料量產需求,有必要對國際上先進的激光制造技術進行研究,找到兼顧質量和效率的新型加工方法。文中項目從原材料制備、制造工藝、后處理方法等角度,研究了先進激光SLM制造技術在核燃料防屑板產品加工中的應用。研究結果對解決自主化核燃料制造技術難題、提高核燃料制造技術水平具有重要的意義。
關鍵詞:核燃料;防屑板;可時效硬化奧氏體不銹鋼;激光3D打印;SLM
中圖分類號:TN249 文獻標志碼:A 文章編號:1001-2303(2020)07-0104-05
DOI:10.7512/j.issn.1001-2303.2020.07.16
0 前言
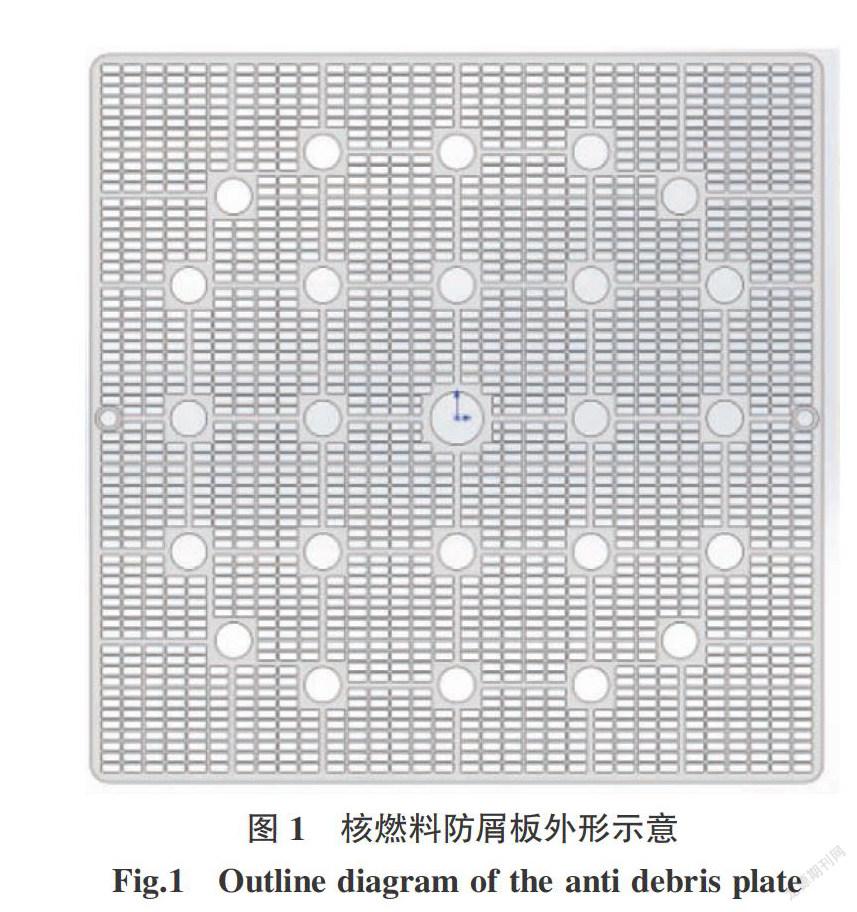
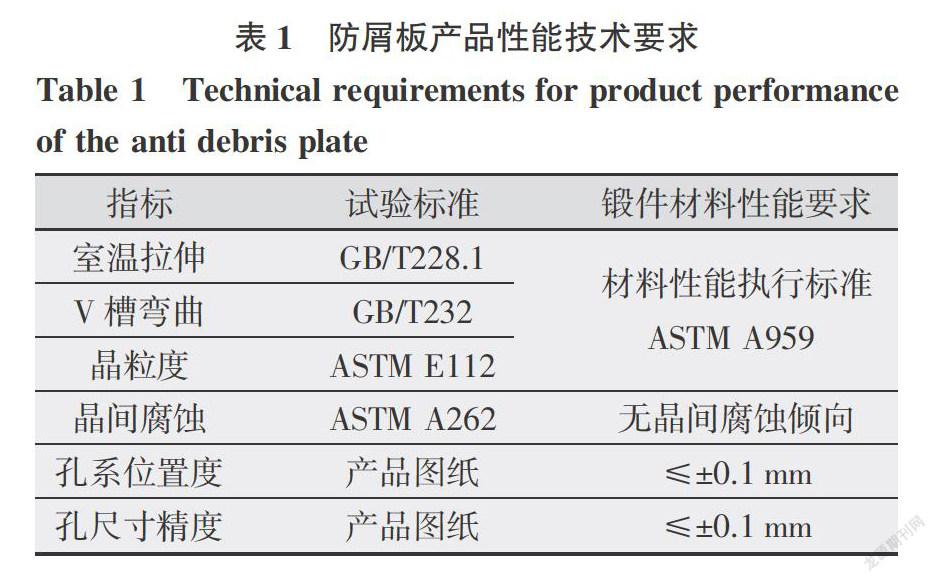
防屑板的作用是過濾通過核燃料的冷卻水流中的碎屑和異物,防止核燃料受異物刮傷而破損,它是壓水堆核燃料的重要零件之一。防屑板為核反應堆芯產品,設計工作溫度與一回路冷卻劑工作溫度(約300 ℃)相同,按照熱工-機械設計標準分類屬于正常和事故運行工況第2類零件[1],高溫性能要求不高。但反應堆內工作環境嚴苛,設計文件對防屑板的尺寸精度、組織成分、耐磨性、抗腐蝕性能等要求很高。其外形如圖1所示,性能技術要求如表1所示。防屑板尺寸約為210 mm×210 mm×3 mm,薄板上集中分布有1 864個方形孔,25個圓形孔,制造難度大。為適應自主化新型核燃料的量產需求,有必要對國際上先進的激光增材制造技術進行研究,找到高效的制造方法。……
登錄APP查看全文
