攪拌摩擦焊焊后高溫振蕩熱處理組織及機理分析
2020-09-10 22:23:49董豐波封小松羅傳紅黃傳真
電焊機
2020年6期
董豐波 封小松 羅傳紅 黃傳真
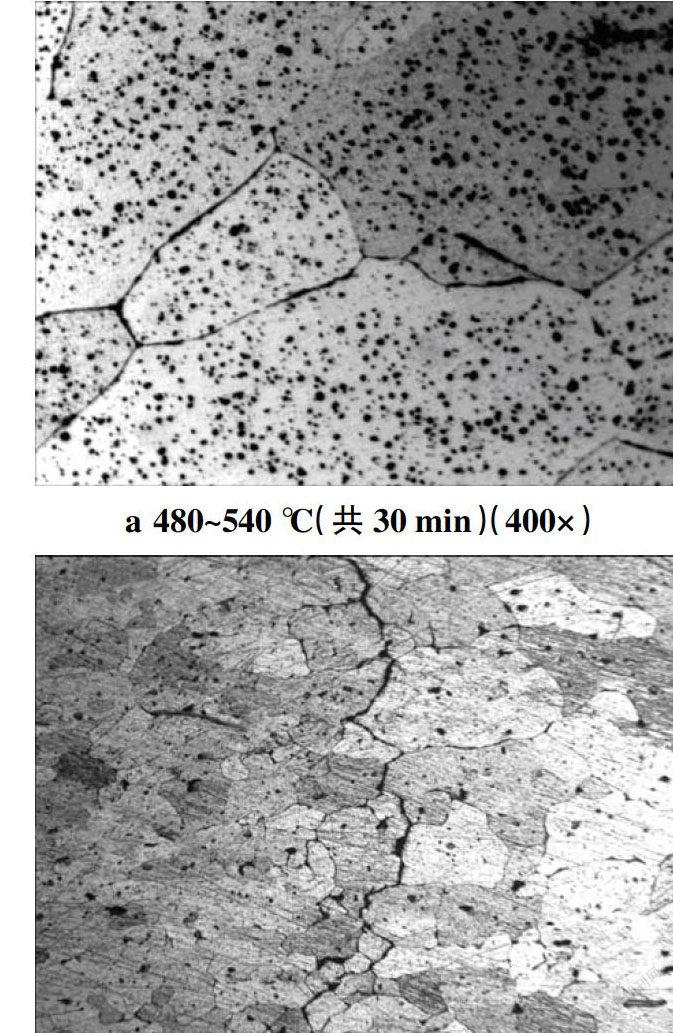
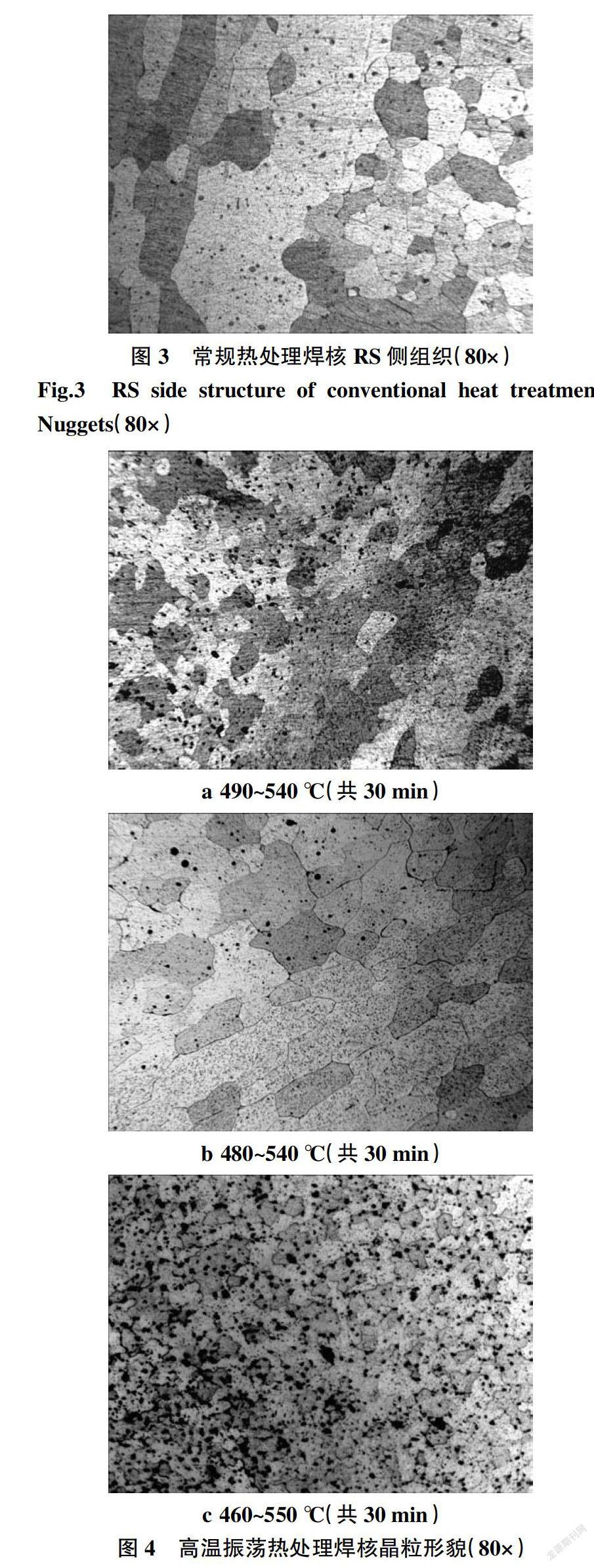
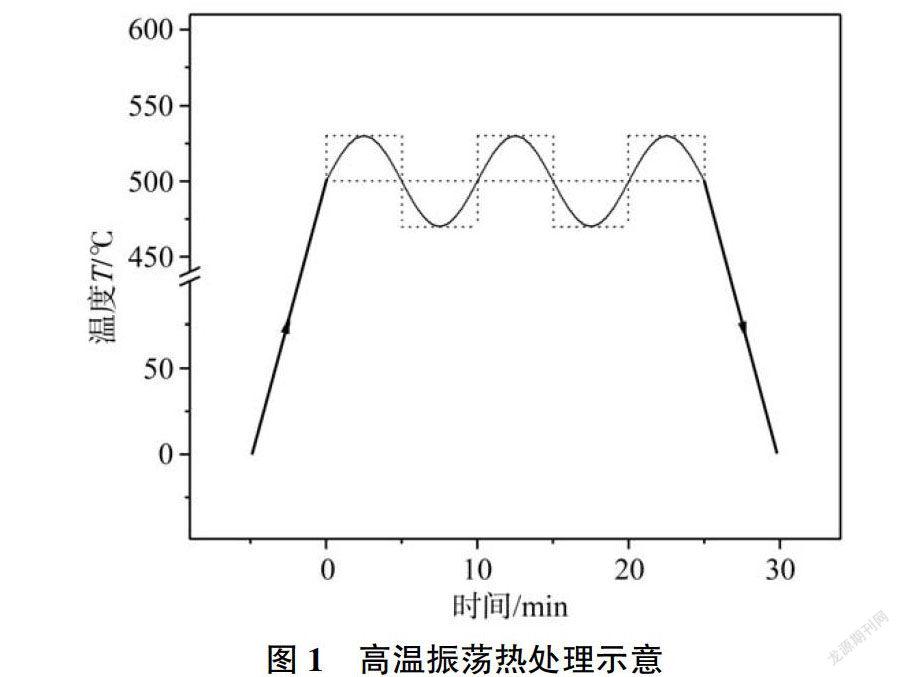
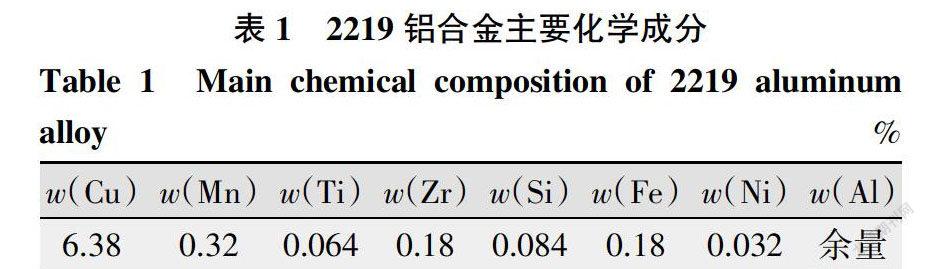
摘要:針對2219-O鋁合金攪拌摩擦焊接頭焊點熱處理過程中易出現異常晶粒(AGG)長大現象的問題,對焊接接頭進行高溫振蕩固溶熱處理,并對熱處理前后的接頭微觀組織進行了分析。結果表明,攪拌摩擦焊形成的焊縫熱穩定性較差,晶粒較容易再熱長大,常規熱處理晶粒尺寸達毫米級;圍繞固溶溫度下限作高溫振蕩固溶熱處理能夠有效地抑制粗大晶粒的產生,當溫度振蕩幅度大于90 ℃,焊核晶粒為直徑約20 μm的細晶。
關鍵詞:攪拌摩擦焊;微觀組織;高溫振蕩;熱不穩定性
0 前言
攪拌摩擦焊(FSW)是一種新型的固相連接技術,解決了2系和7系變形鋁合金傳統熔焊難以焊合的問題。然而焊后材料存在熱損傷和機械損傷,力學性能會有所下降,在很多情況下需進行焊后熱處理以恢復性能。在焊后熱處理過程中,易發生異常晶粒長大(AGG)現象,粗大晶粒極易在焊核區生成,而焊核區晶粒具有極大的熱不穩定性[1]。
第二相顆粒、織構、界面效應以及溶質偏析,均會影響晶粒長大的驅動力和晶界的可動性,進而影響異常晶粒長大。Humphreys[2]認為在正態分布的晶粒結構中,要抑制異常晶粒長大的發生,必須保證釘扎參數足夠大,平均晶粒尺寸越大,第二相顆粒濃度越高、尺寸越細小,釘扎作用越強。為提高焊核細晶結構穩定性,Mishra等[3]探索通過焊接工藝參數對AGG的控制,熱輸入增加伴隨著焊后晶粒度的增大,從而抑制了AGG。同時研究表明,焊核區晶粒結構不僅受熱輸入的影響,也受材料流動的影響,導致焊接熱輸入與AGG的關系其規律性并不明顯,很難通過對焊接工藝參數的調控來有效提高FSW焊核細晶結構的熱穩定性。……
登錄APP查看全文
