“聯接銷類鍛件桿部彎曲”質量問題攻關
2020-09-10 22:23:42馬晨柳輝陳建平
內燃機與配件 2020年6期
關鍵詞:結構
馬晨 柳輝 陳建平
摘要:針對啞鈴式聯接銷鍛件在生產完成后裝配時出現的兩端桿部彎曲情況進行分析,通過理論分析,工藝驗證,得出桿部彎曲的原因,改變模膛結構和部分尺寸提高聯接銷類鍛件兩側桿部彎曲質量。
關鍵詞:聯接銷;彎曲;立校;結構
啞鈴式聯接銷市場需求量很大,此聯接銷一般采用鍛造成型,但在鍛造過程中會出現兩端細桿彎曲的現象,導致后期安裝困難,嚴重影響了產品質量,給使用方帶來很大的不便。針對聯接銷在鍛造過程中出現的兩端頭細桿彎曲的現象,一般解決的辦法都是修磨彎曲部位,保證順利安裝,但本辦法存在以下缺點:一是聯接銷重量較重,修磨過程中勞動強度較大,而且粉塵噪音等職業(yè)危害較大;二是修磨以后降低局部強度,影響產品質量;三是耗時耗力增加制造成本,降低生產效率。
針對此類問題,進過分析研究,出現的原因主要有以下幾點:
①鍛造應力集中,導致在冷卻后變形;②校正切除飛邊毛刺時受到凸凹模相互力的作用,使得桿部發(fā)生變形;③鍛件在校正過程中發(fā)生彎曲變形。
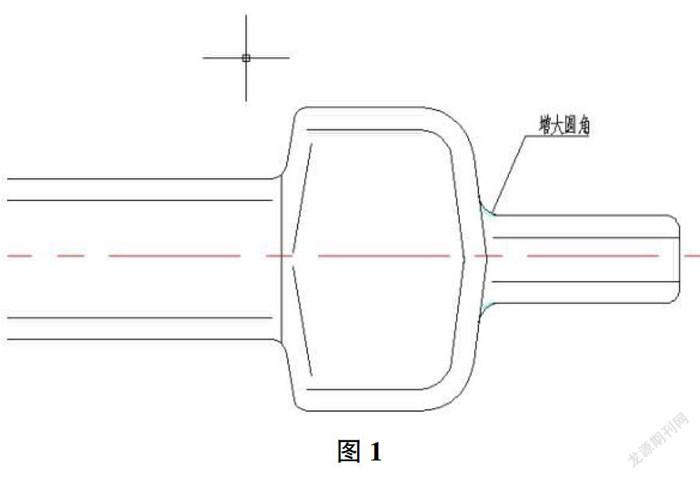
針對鍛造產生的應力集中,一是增加細桿部和啞鈴接觸部位的圓弧(圖1所示)。
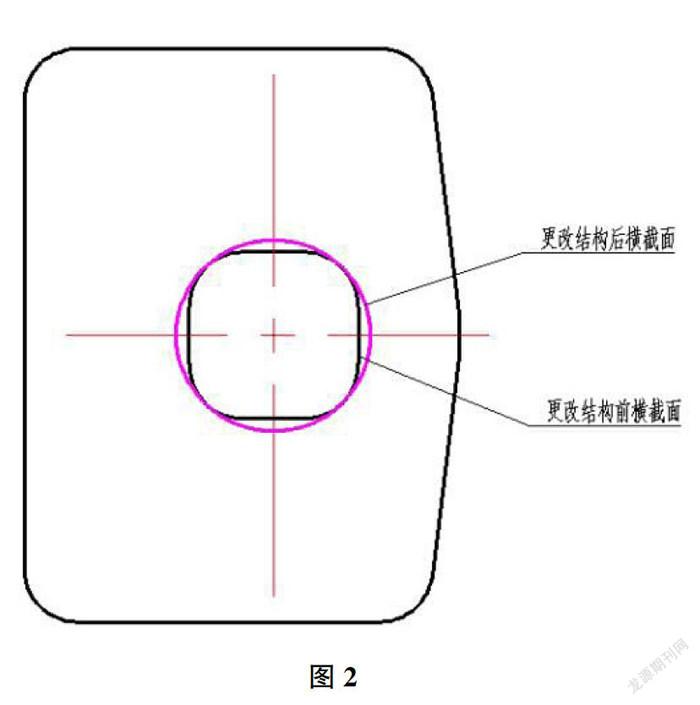
二是在不影響使用的情況下,盡量增大細桿部橫截面積,由以前的正方形橫截面更改為圓形橫截面(如圖2所示),可以減少因受力而產生的變形,也可以減少在模具制作中的費用,圓形結構比方形結構在金屬流動方面阻力小,延長模具使用壽命,減少成本。
三是在以上措施完成后設計新型校正模具,用最后一道工序消除前面工序累積誤差,下面就重點介紹利用新型校正模具消除彎曲的方法。
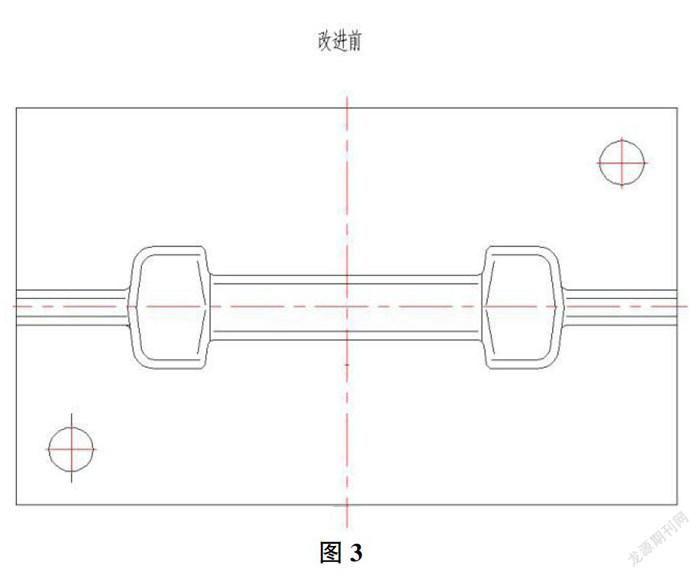
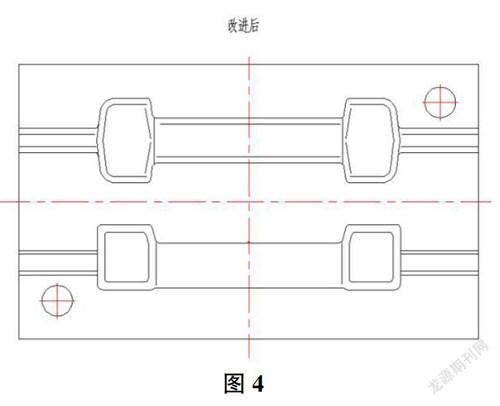
常規(guī)校正模具設計為平位校正,由于校正模膛只有平置校正,但實際上還存在立位彎曲的現象,所以針對類似的產品,需要考慮兩個方向的變形問題。通過分析可以看出,解決聯接銷細桿變形的問題就主要放在了校正模具優(yōu)化中,既增加立校模膛(如圖3、圖4所示)設計立校模膛以后,通過三維軟件進行CAE結構分析,設計出新的三維模型結構,主要就是設計雙校正模膛,有平位和立位,平位校正以后再進行立位校正,這樣就在四個方向對聯接銷完全校正,有效的避免了聯接銷細桿部位的變形問題。
圖3所示為更改前校正模膛結構。
圖4所示為更改后的校正模膛結構。
結束語:
綜合上述,由于聯接銷類鍛件兩端頭桿部變形的原因,增加立校模膛并且適當調整桿部橫截面形狀以細桿處的過渡圓弧,能夠有效解決聯接銷兩端桿部彎曲問題,提高產品質量,降低生產成本,降低工人的勞動強度,提高生產效率。
參考文獻:
[1]洪慎章.熱鍛模設計與制造[M].北京:機械工業(yè)出版社,2011.
[2]襲洪浪主編.數控加工工藝學[M].北京:科學出版社,2005.
[3]朱躍建.機械加工技術[M].北京:機械工業(yè)出版社,2016.
作者簡介:馬晨(1991-),男,寧夏人,本科,助理工程師,研究方向為數控編程與加工、機械加工工藝。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(yè)(2015年9期)2015-02-28 18:56:50