6005A-5083鋁合金焊接接頭的微觀組織與力學性能研究
2020-09-10 22:23:49潘柏清丁浩劉雄王向東
電焊機
2020年6期
潘柏清 丁浩 劉雄 王向東
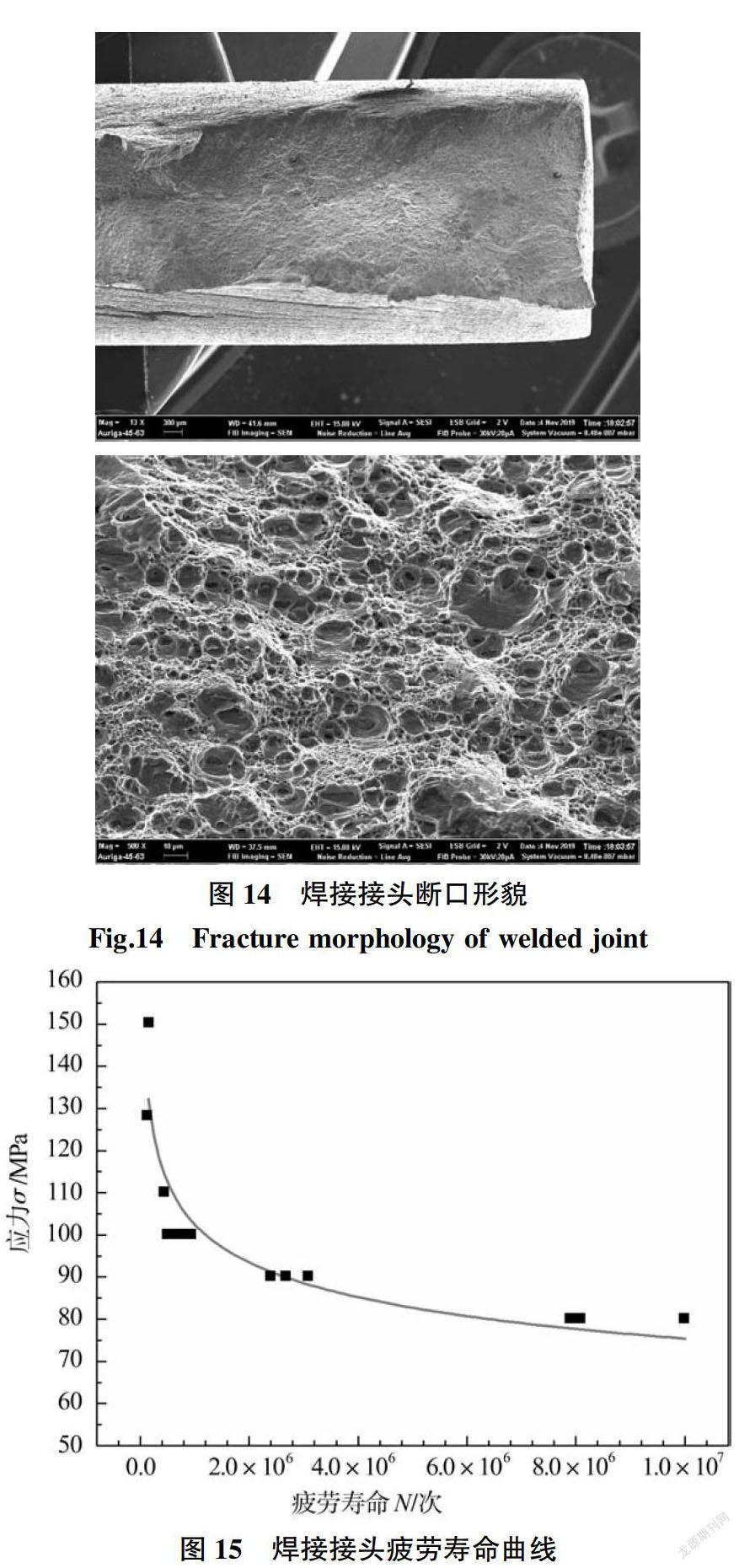
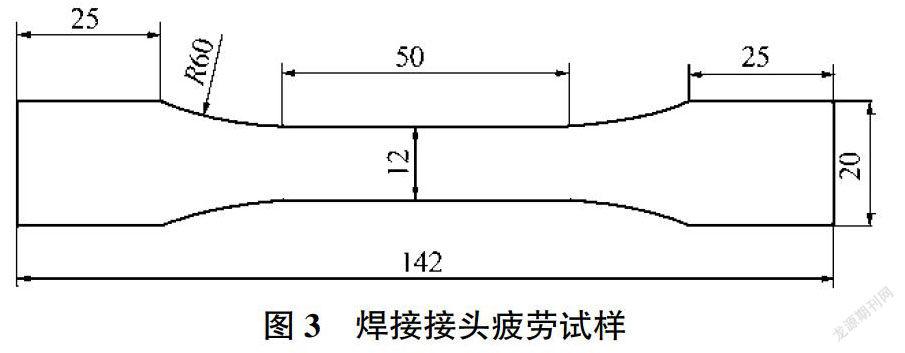
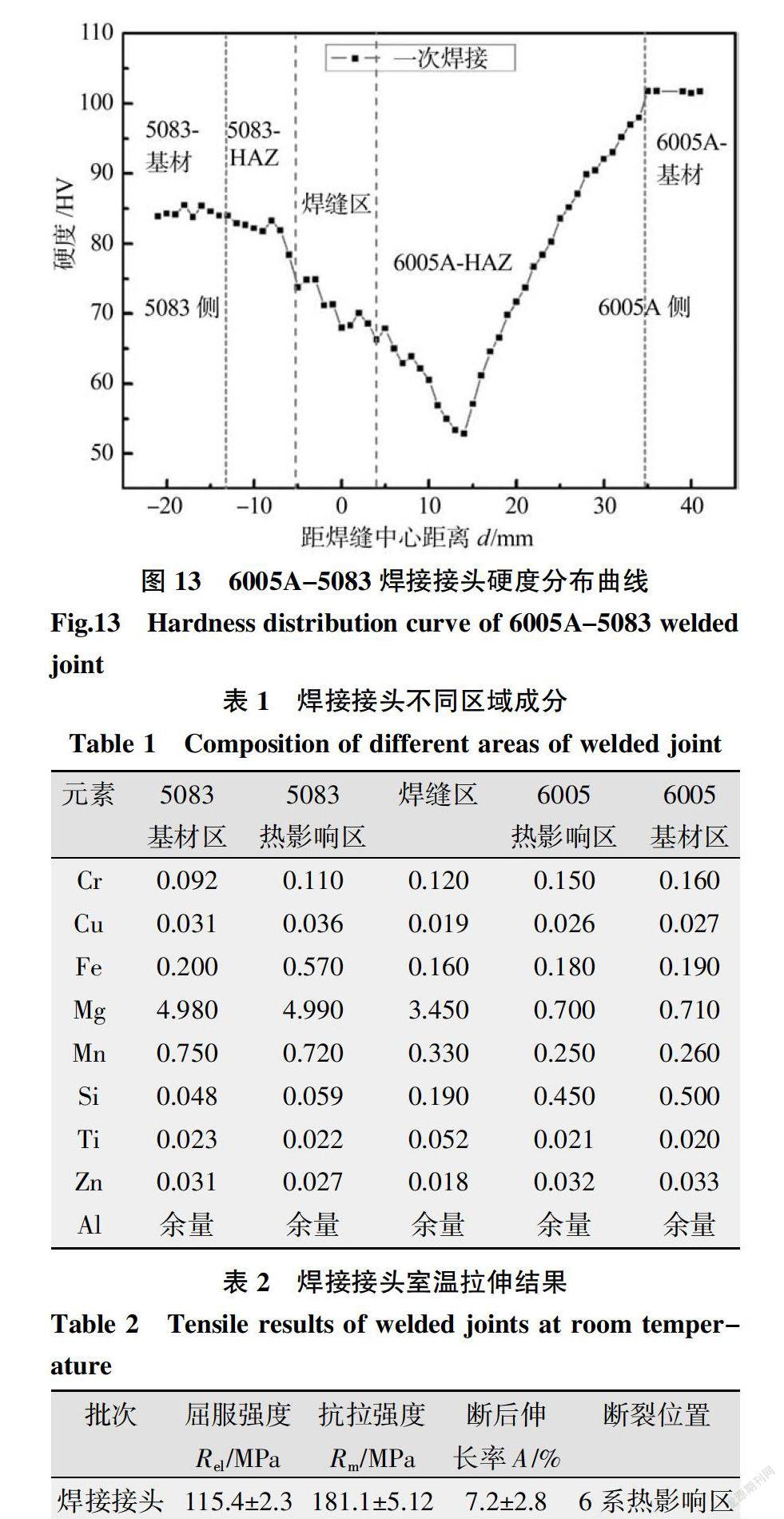
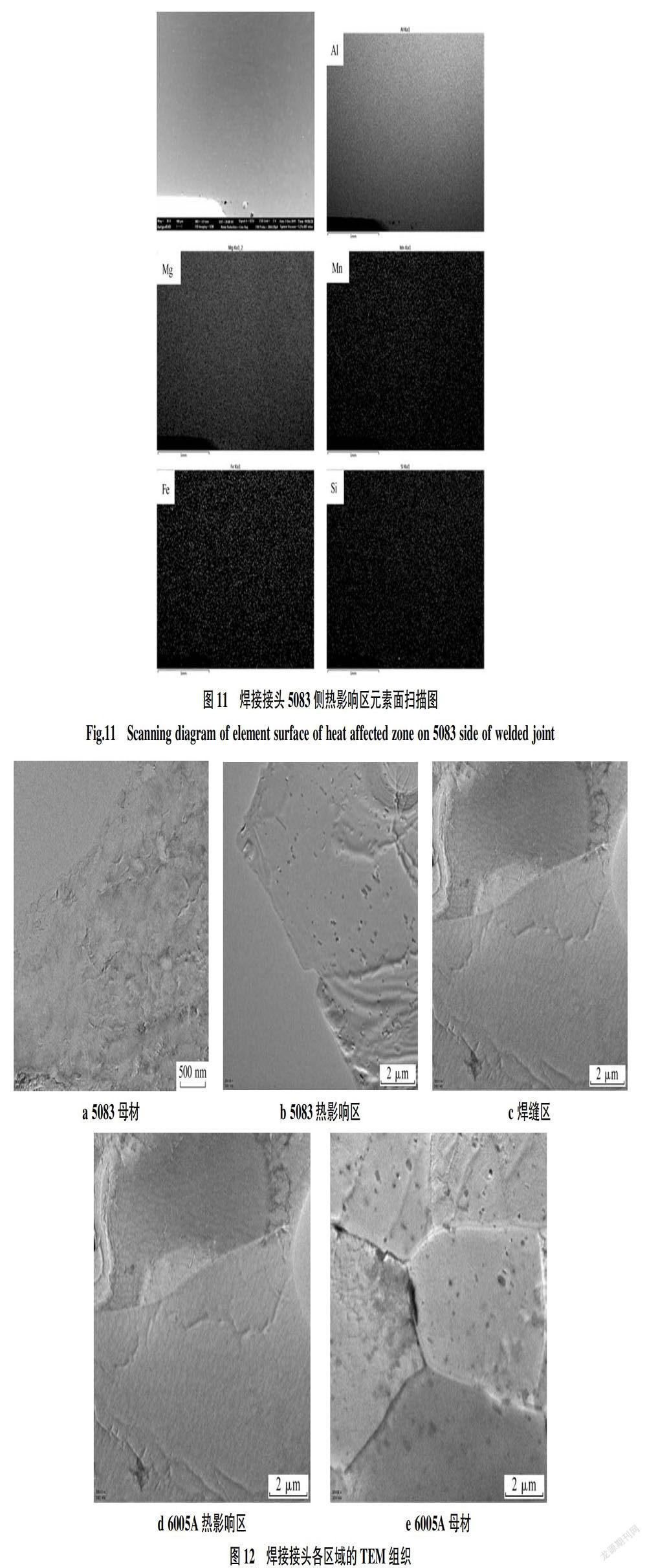
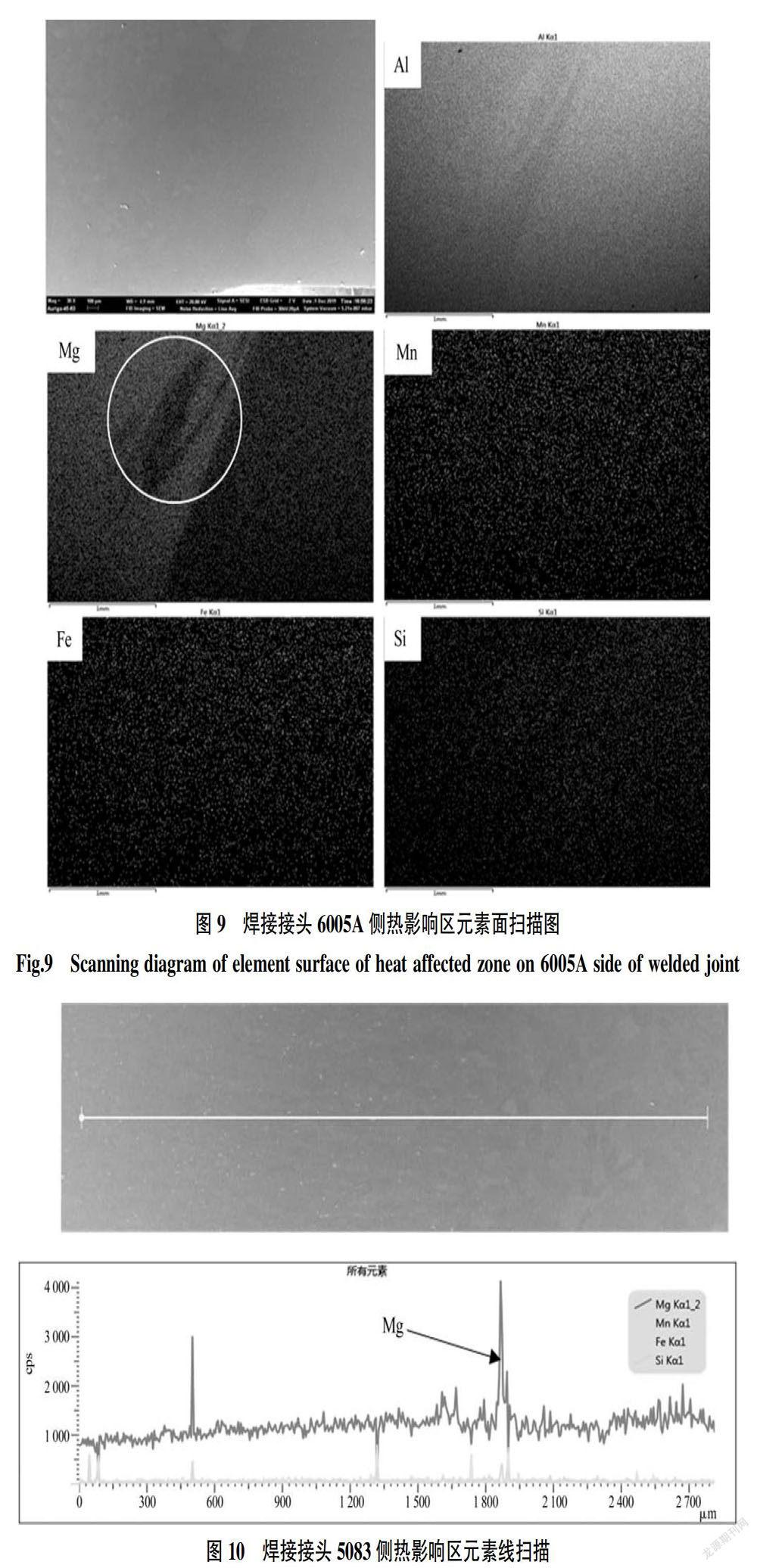
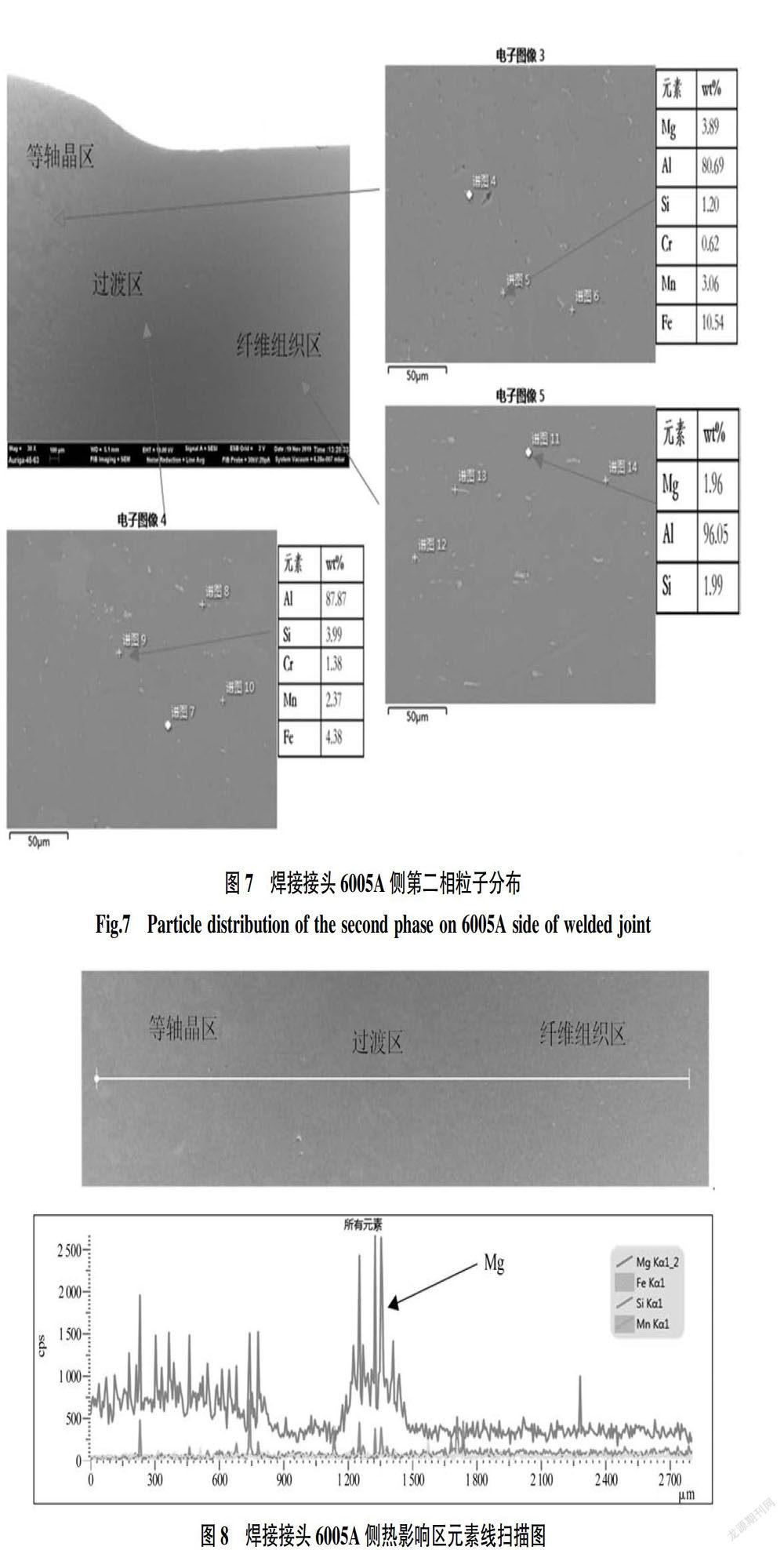
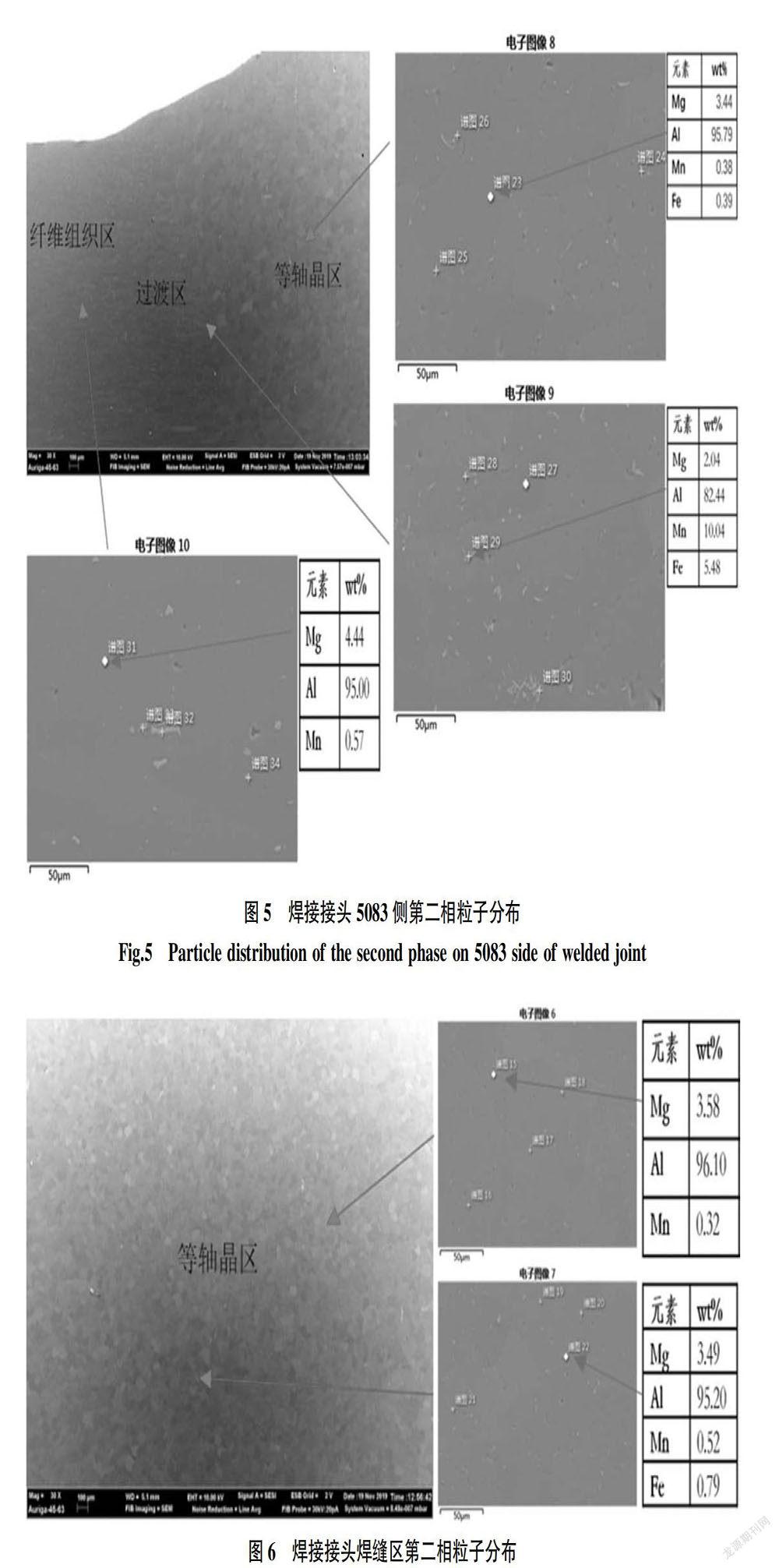
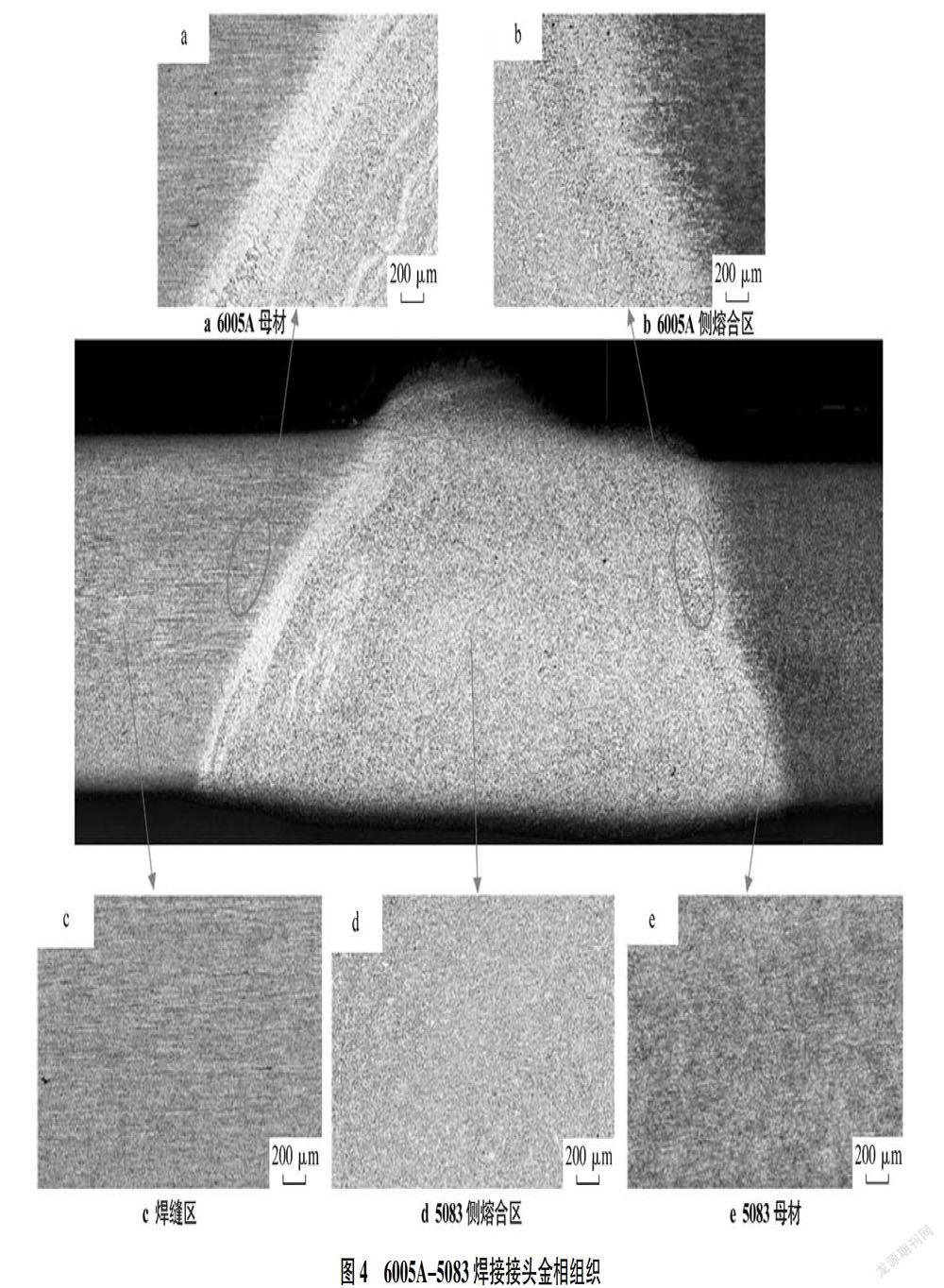
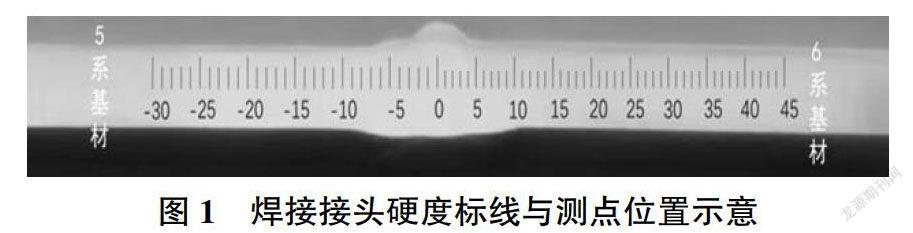
摘要:為提高接頭質量和可靠性,通過微觀組織觀察、室溫拉伸、硬度、疲勞等試驗對6005A-5083焊接接頭的顯微組織和力學性能進行研究。結果表明:6005A-5083鋁合金焊接接頭焊縫成形良好,無明顯焊接缺陷,焊縫組織未見異常。6005A側熔合區存在輕微的Mg元素偏析,5083側合金元素分布均勻。接頭抗拉強度、屈服強度和伸長率的平均值分別為181 MPa、115 MPa、7.2%,其斷口呈現韌性斷裂特征,通過S-N曲線擬合得到的疲勞極限不低于75 MPa。焊接接頭焊縫區域、5083側熱影響區、6005A側熱影響區寬度分別約為10 mm、10 mm和35 mm。該焊接接頭存在軟化區,6005A側熔合區為較薄弱環節。
關鍵詞:6005A-5083焊接接頭;微觀組織;力學性能;氬弧焊
0 前言
高速列車輕量化是高速列車設計者們長期追求的目標。鋁合金具有輕質、比強度高、耐腐蝕等優點,現已成為高速列車的重要材料[1]。6005A鋁合金具有中等強度、優良的耐腐蝕性和可焊性,已廣泛應用于軌道車體上[2-4]。對于列車電氣屏柜,不同承重部位對材料的要求有所不同,部分結構件需要將5083鋁合金與6005A鋁合金通過焊接的方式連接起來。焊接接頭各區受焊接熱循環的作用不同,再加上焊接材質不同,使得焊接結構不同部位的組織與性能不同。此外,焊接結構在使用過程中面臨交變載荷、交變溫度等復雜環境,焊接接頭各區域的使用壽命與應力腐蝕傾向也不盡相同。因此有必要對6005A-5083焊接接頭的組織與力學性能進行全面分析,評估其質量,為后續工藝改進和壽命預測提供實驗數據基礎。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
設備管理與維修(2015年12期)2015-04-09 06:57:24
