焊接熱輸入對25Cr35NiNb+微合金爐管焊接接頭性能的影響
2020-09-10 22:23:49任明皓劉春嬌連曉明卜華全
電焊機
2020年6期
任明皓 劉春嬌 連曉明 卜華全
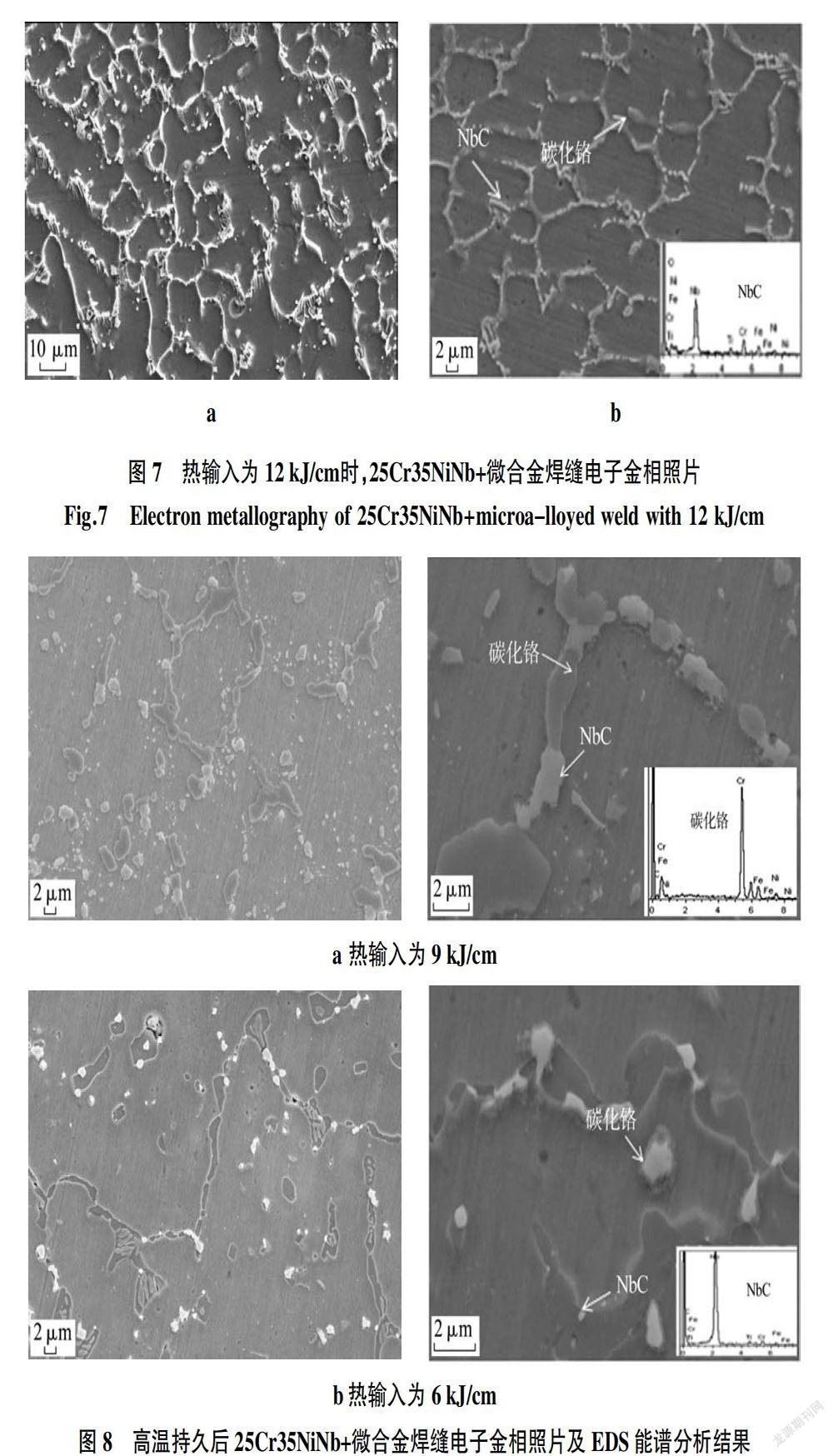
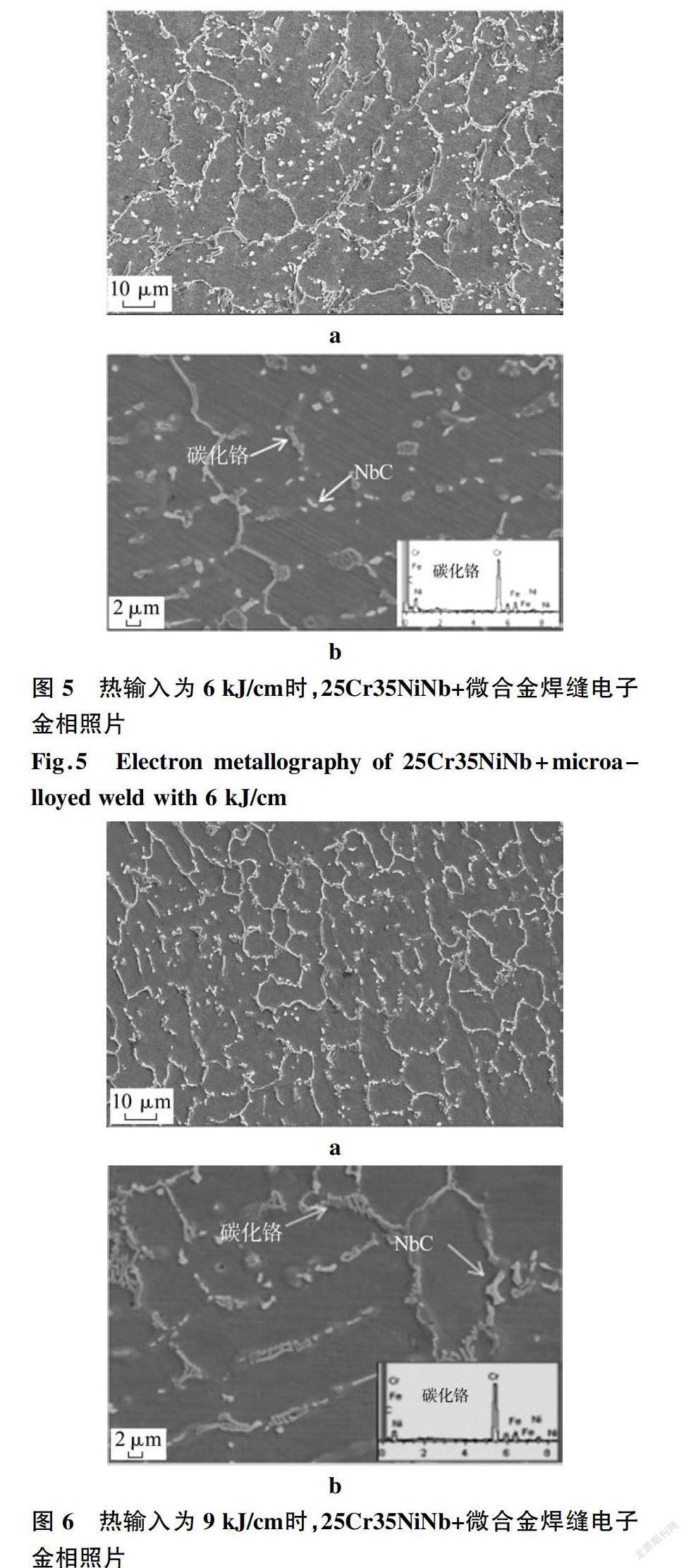
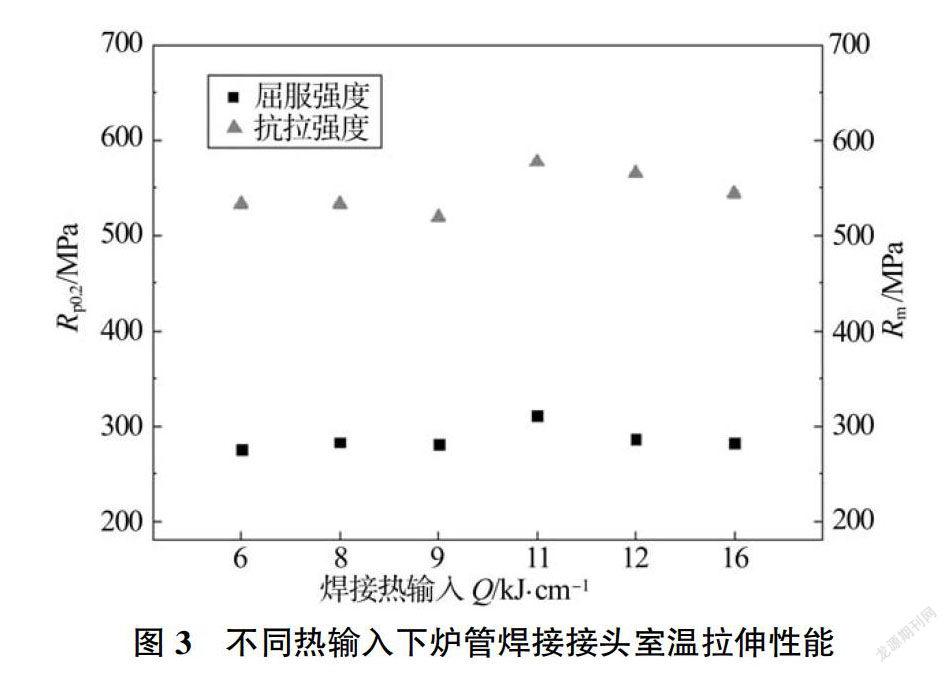
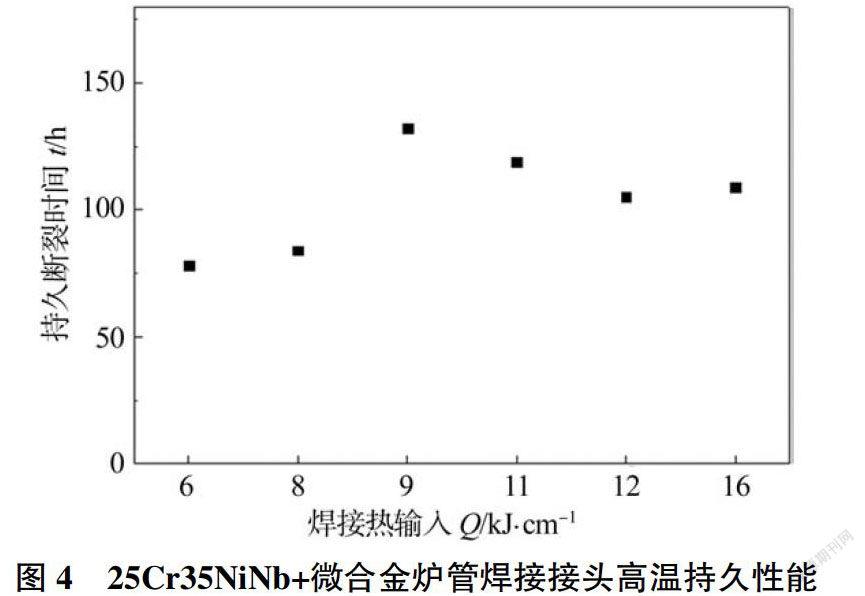
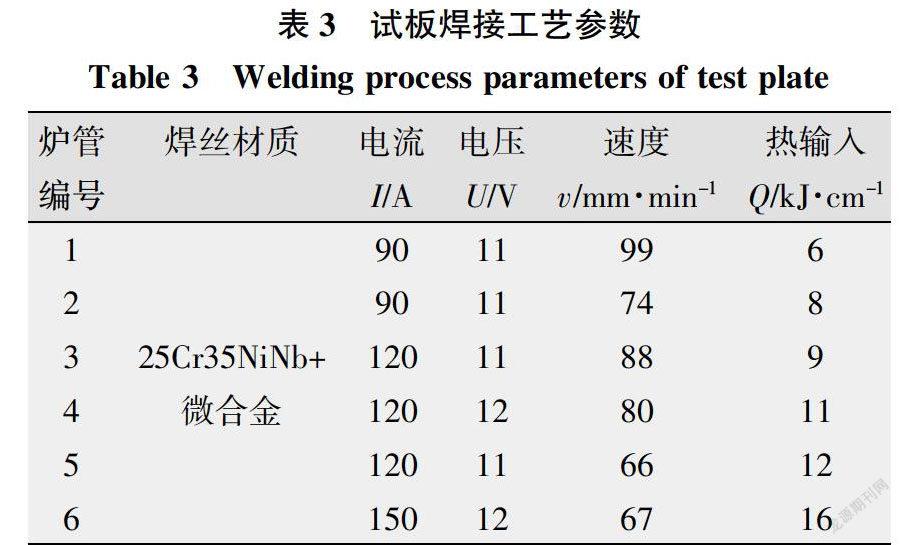


摘要:選用6組焊接熱輸入對25Cr35NiNb+微合金材質的乙烯裂解爐爐管進行焊接,研究各組焊接熱輸入對應的焊縫組織和焊接接頭高溫持久性能。結果表明:在試驗溫度1 050 ℃、試驗應力25 MPa的條件下,焊接熱輸入為9 kJ/cm、11 kJ/cm時,高溫持久斷裂時間分別為132 h、119 h;焊接熱輸入為6、8、12、16 kJ/cm時,高溫持久斷裂時間分別為78 h、84 h、105 h、109 h;熱輸入為9~11 kJ/cm的25Cr35NiNb+微合金爐管焊接接頭能夠獲得較長的高溫持久斷裂時間。微觀組織觀察發現,不同的焊接熱輸入下焊縫金屬的微觀組織形貌存在明顯差異,是造成焊接接頭的高溫持久性能變化的主要原因。
關鍵詞:乙烯裂解爐爐管;焊接熱輸入;焊縫組織;高溫持久性能
0 前言
乙烯裂解爐爐管作為裂解爐的核心部件,長期在高溫、滲碳介質環境以及一定的應力條件下服役,最高設計溫度達1 150 ℃[1-3]。一根裂解爐管長約15 m,通常由3~5根離心鑄造爐管焊接而成,乙烯裂解爐管上的典型焊縫如圖1所示。
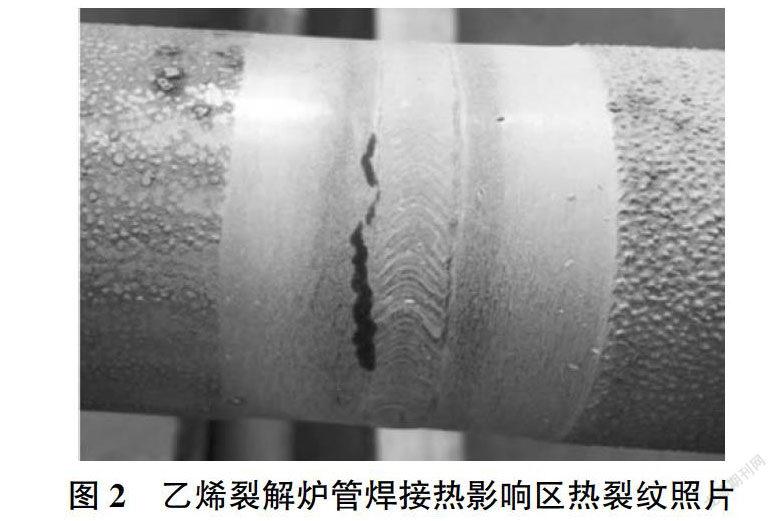
乙烯裂解爐管服役過程中,因焊接接頭高溫蠕變性能較差而產生的開裂現象時有發生。某乙烯企業SL-IIM型裂解爐自投用4~6年間共發生4次焊縫及熱影響區開裂,嚴重影響生產計劃,造成較大的經濟損失[4]。某乙烯裂解輻射爐在施工時發現爐管焊縫共存在32處裂紋等缺陷,熱裂紋照片如圖2所示[5]。
對爐管進行焊接時,若焊接工藝選擇不當,極易在焊縫或熱影響區產生未焊透、咬邊、熱裂紋等焊接缺陷[6-7]。HG/T2601-2011標準要求乙烯裂解爐爐管焊接接頭的力學性能不得低于母材性能。……
登錄APP查看全文
