某20CrNiMo部件等離子堆焊鎳基硬質合金工藝研究
2020-09-10 22:23:49陳興東郭洋黃嵐
電焊機
2020年6期
陳興東 郭洋 黃嵐
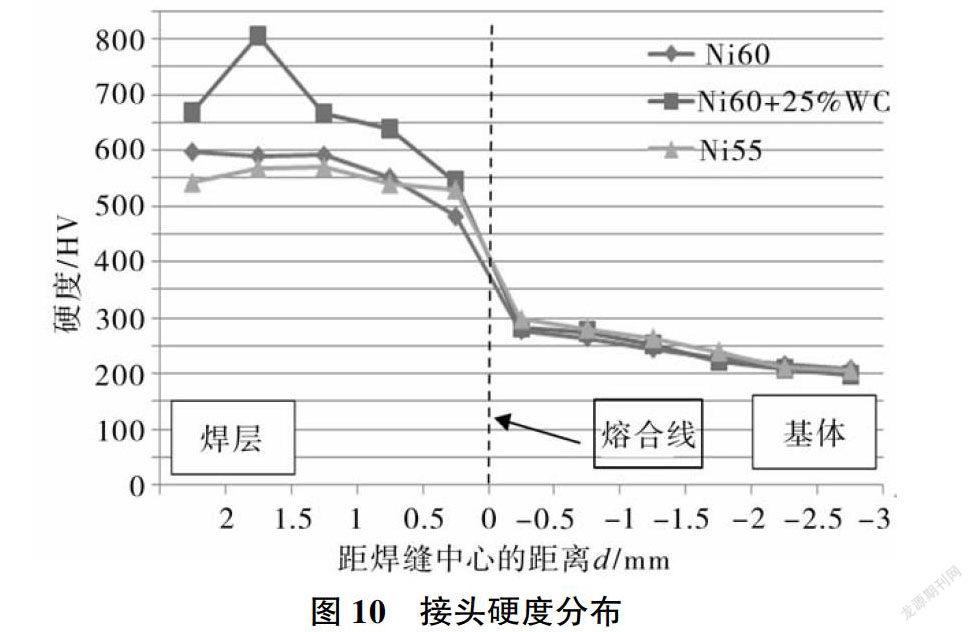

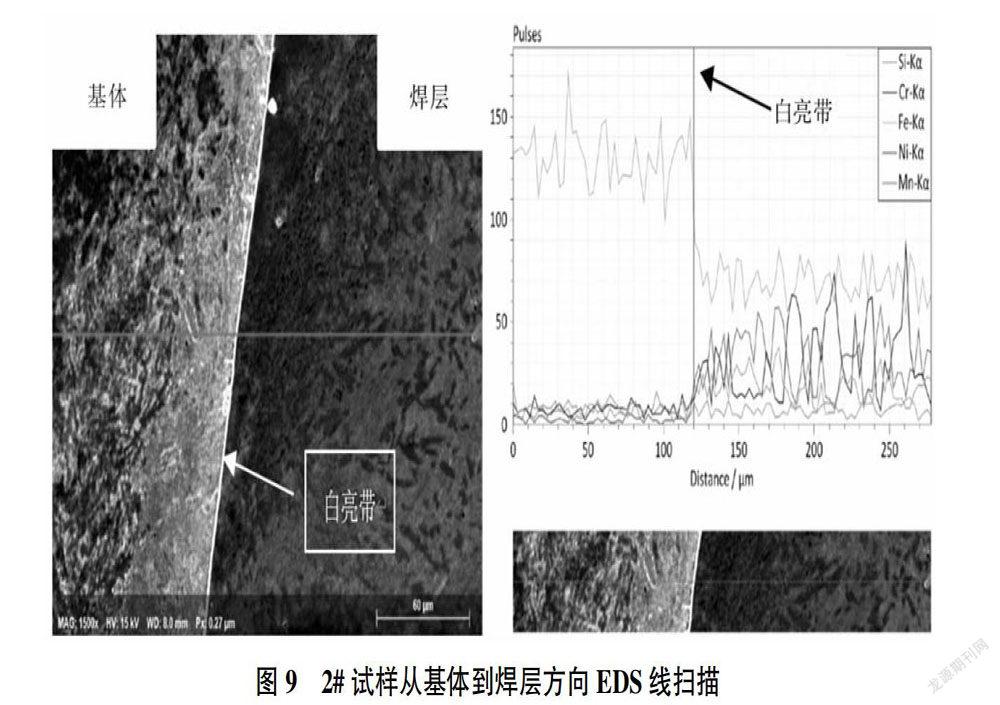
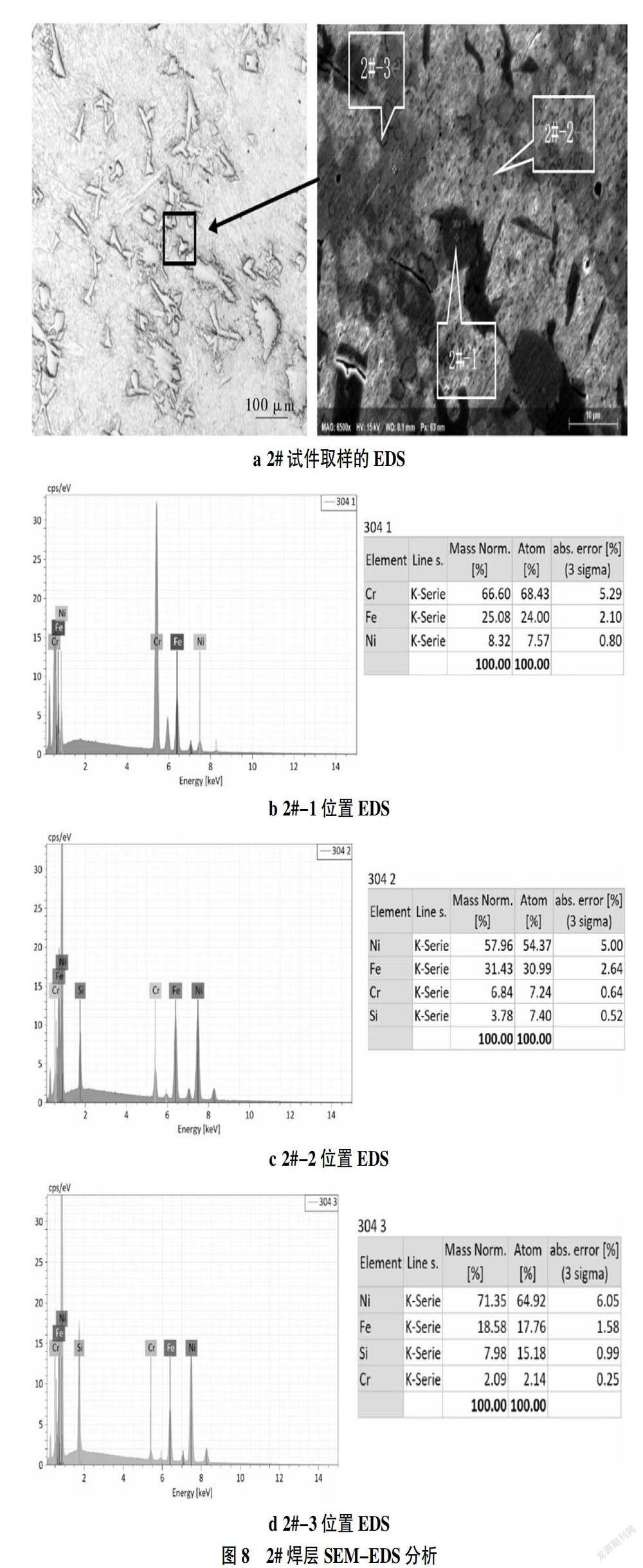
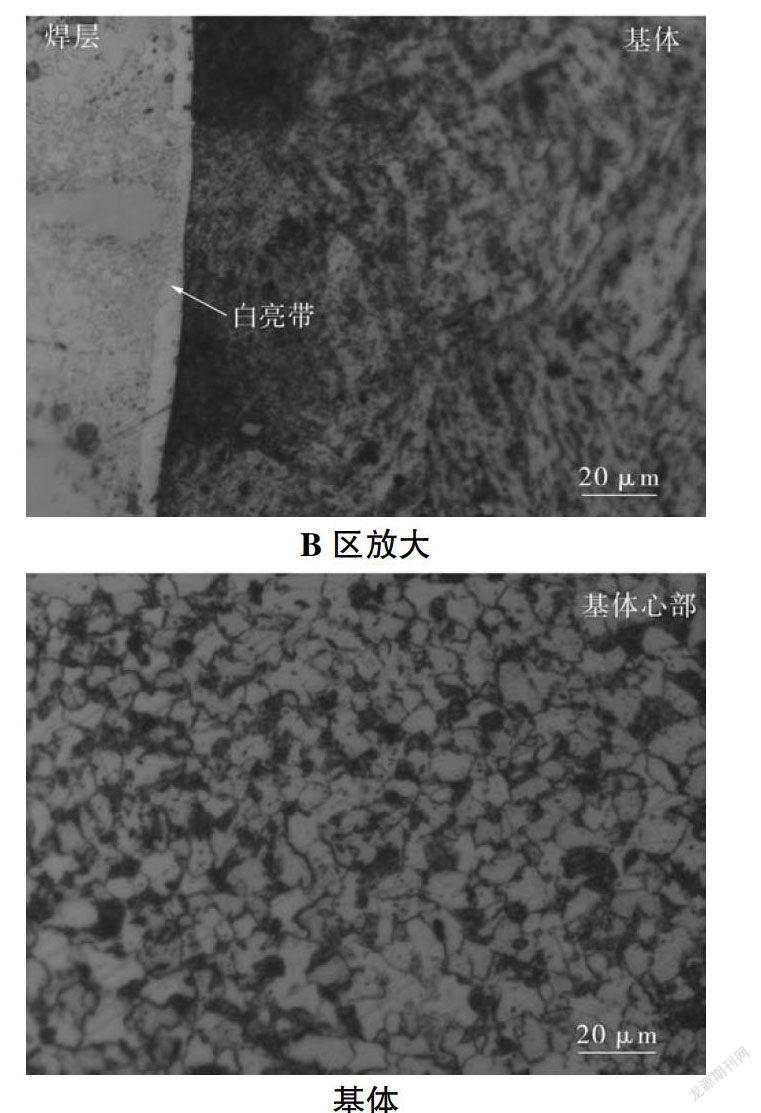
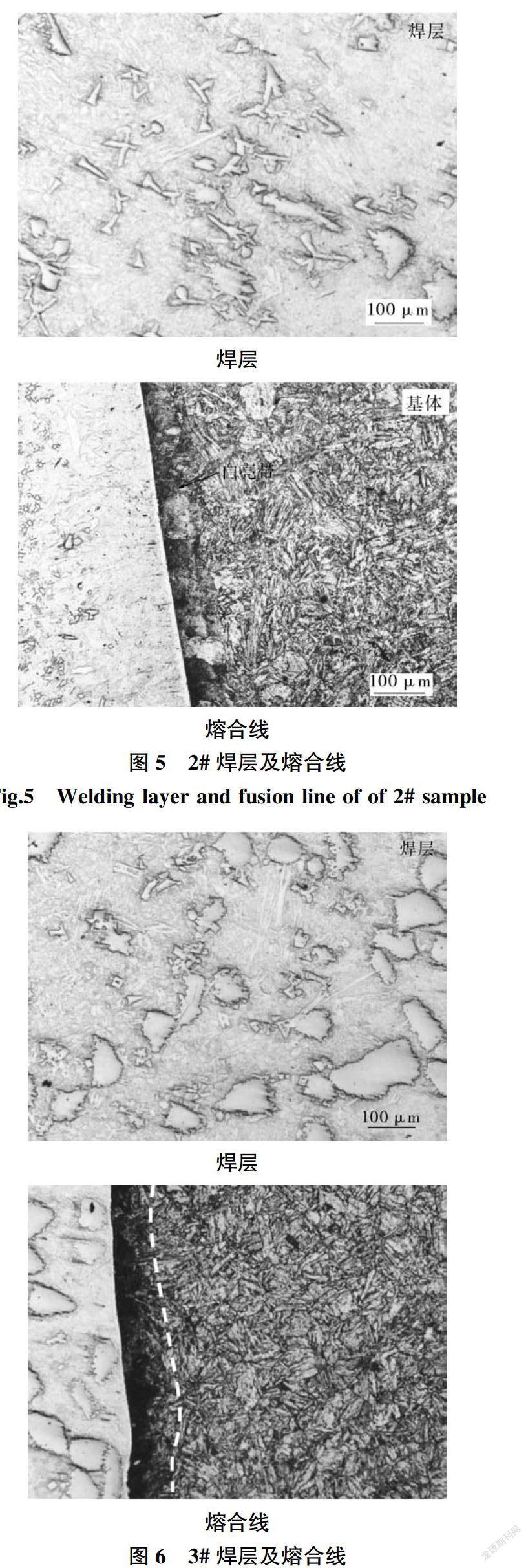
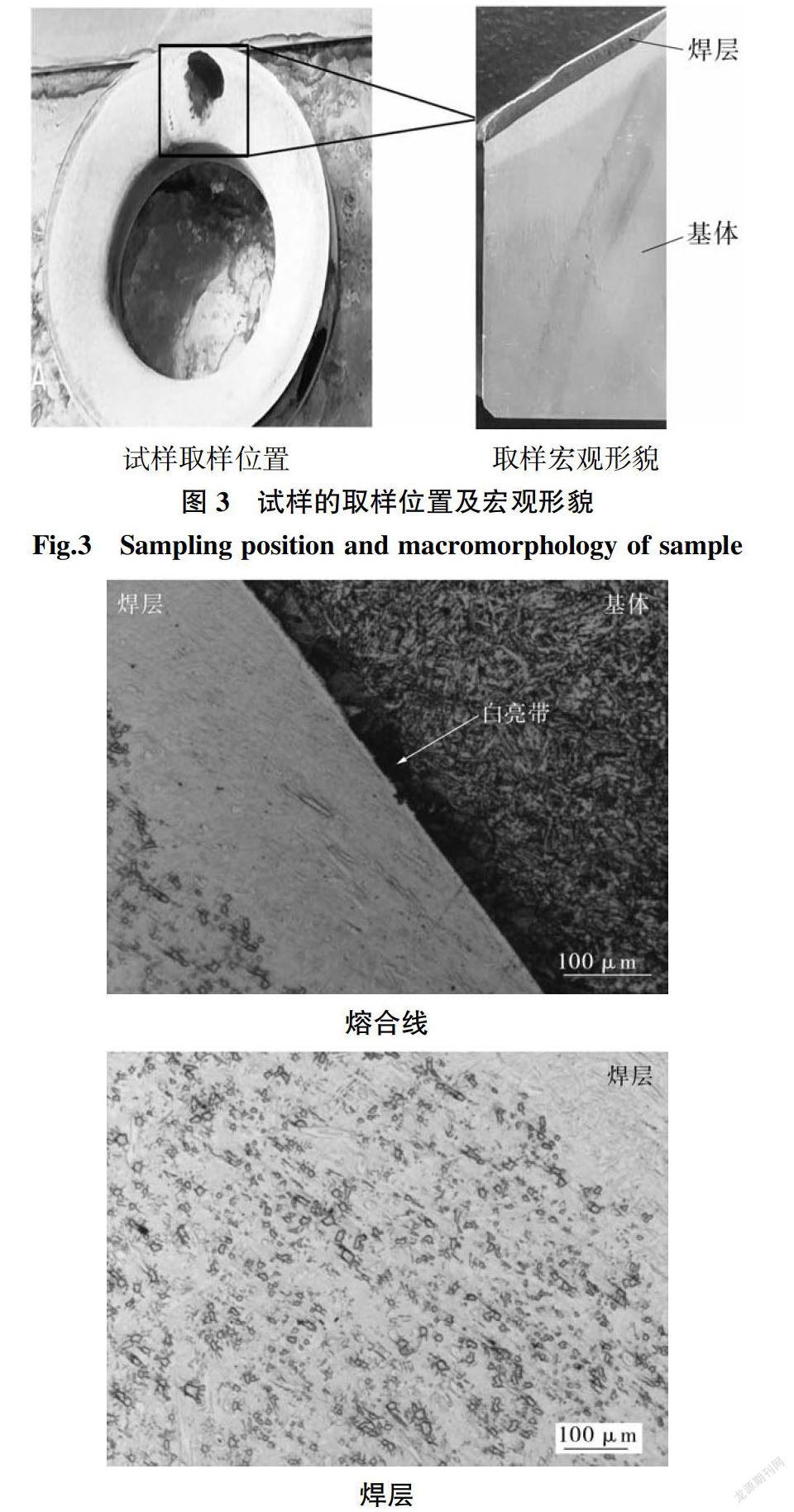
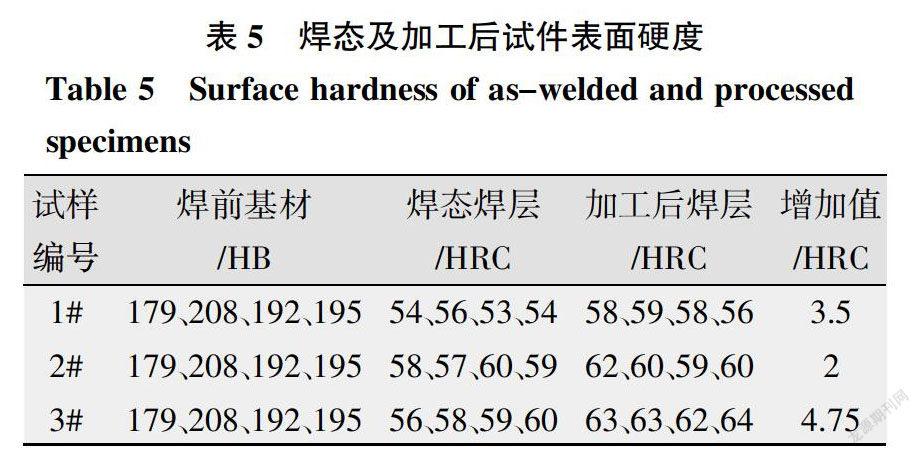
摘要:采用等離子粉末噴焊工藝在某20CrNiMo產品上制備Ni基硬質合金層,并進行PT、微觀金相、硬度及SEM掃描等分析。結果表明,硬質合金層制備工藝的重復性良好,熔合線平滑、無缺陷。堆焊接頭焊層距離熔合線約100 μm處有析出相減少帶,熔合線處有寬2.5 μm的白亮帶,熔合線母材側面存在寬100~200 μm的擴散帶。擴散帶組織為珠光體鐵素體及WC的混合組織。通過SEM-EDS分析可知,焊層組織為γ鎳固溶體基體及枝晶間碳化物共晶組織。堆焊層硬度檢測分布均勻,硬度滿足要求,同時焊層具有加工硬化特征。
關鍵詞:等離子噴焊;WC;鎳基硬質合金;金相組織
0 前言
在礦山、鉆探等領域,其易損部件如液壓支柱、掘進齒、閥座、閥體等運行工況十分惡劣[1],要承受高頻率的對撞沖擊和磨粒磨損,其使用壽命較短,經常需要停機更換。如鉆探作業中的泥漿泵類零部件,工作8~10 h就會因沖擊面變形損傷、疲勞磨損而失效[2],給生產帶來無效的停頓時間,延長施工周期。該類型產品的常規工藝方法是使用20CrNiMo、42CrMo等材料進行滲透淬火處理,以制備硬化層。常規淬火方式獲得的硬化層厚度為1~3 mm,硬度可達58~70 HRC。但實踐證明,淬火滲碳等工藝制備未能有效改善該淬火鋼的使用壽命。
針對該現狀,國內外開始研究使用等離子粉末堆焊鎳基硬質合金的工藝技術,效果較好。等離子是繼激光、電子束之后的第三大高能束流,是一種集合電磁壓縮、機械壓縮和熱壓縮效應的拘束電弧,能量密度可與激光媲美[3]。……
登錄APP查看全文
