重載車用BS960E高強(qiáng)貝氏體鋼MAG焊接工藝研究
2020-09-10 22:23:49江勇馮仁錦張成竹劉艷
電焊機(jī)
2020年6期
江勇 馮仁錦 張成竹 劉艷
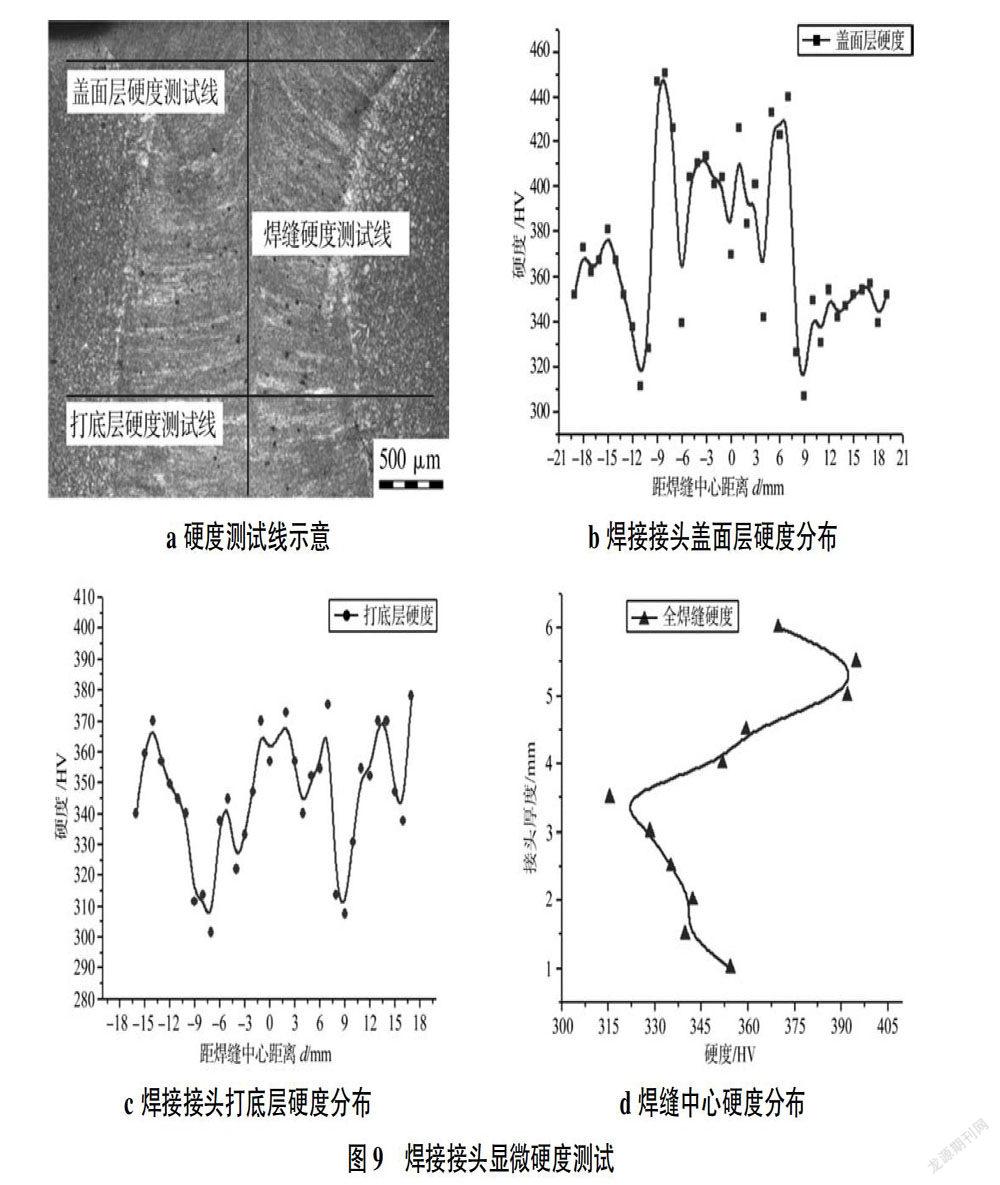
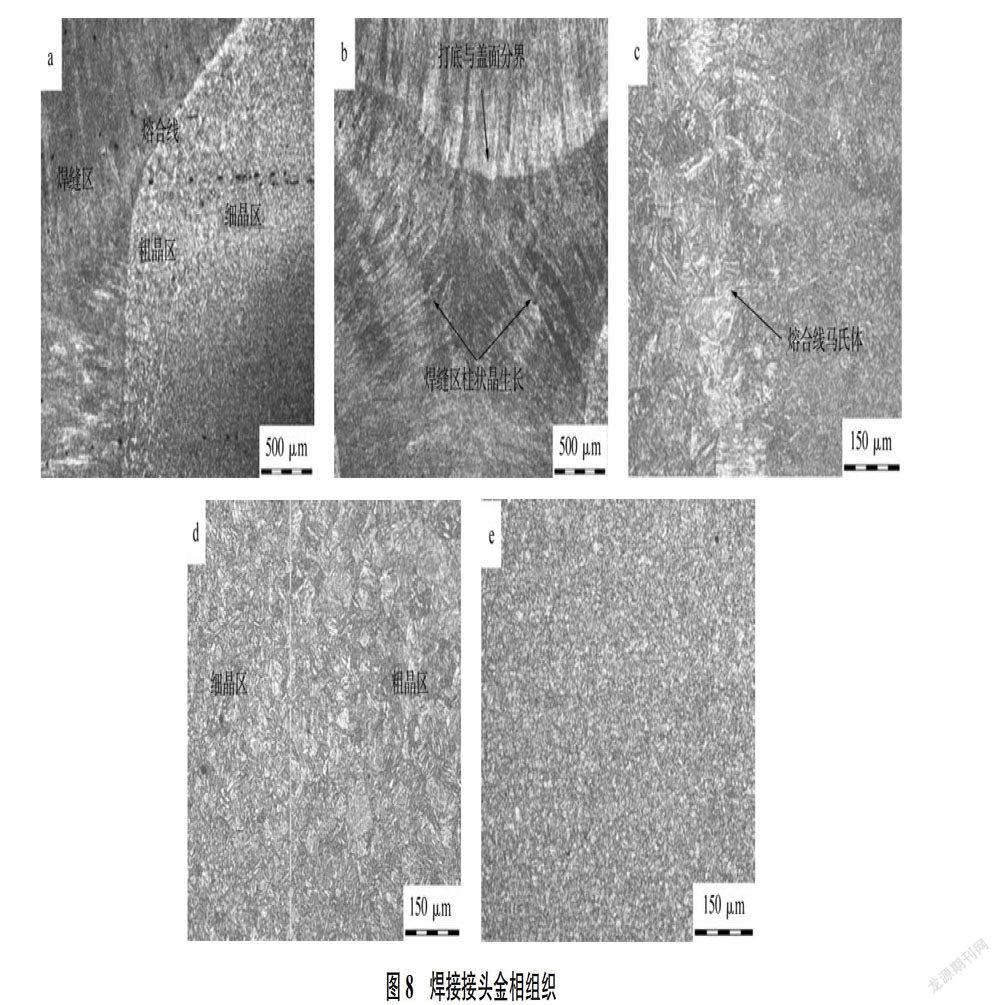
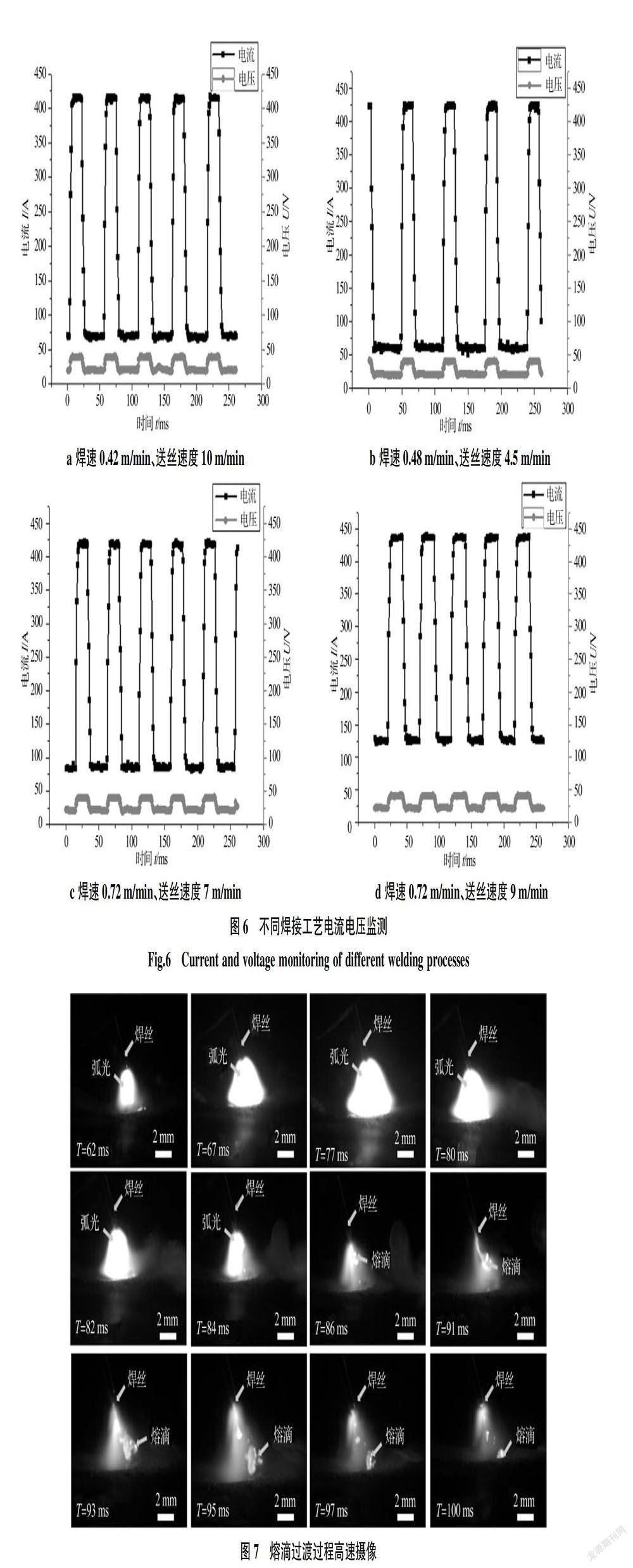
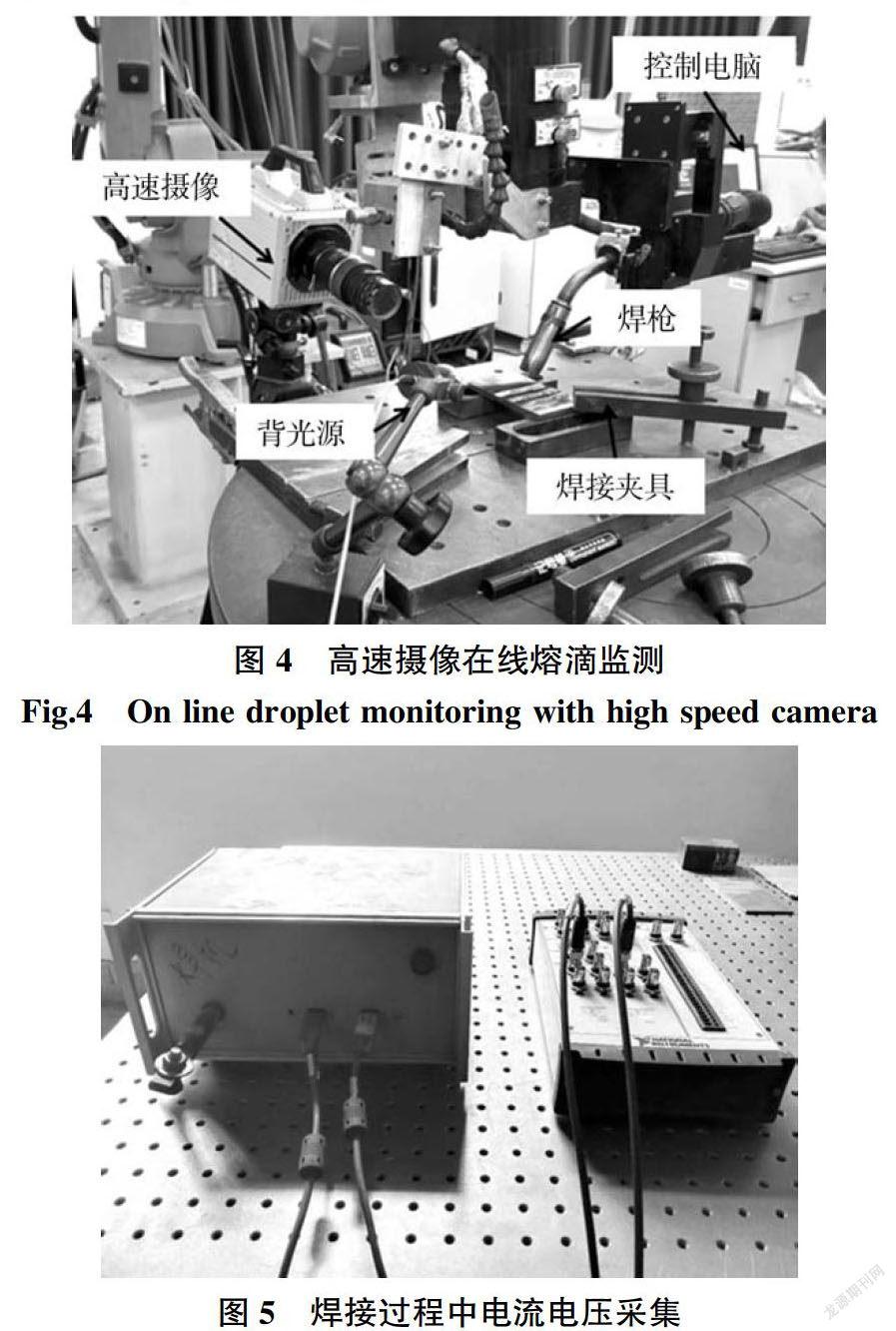
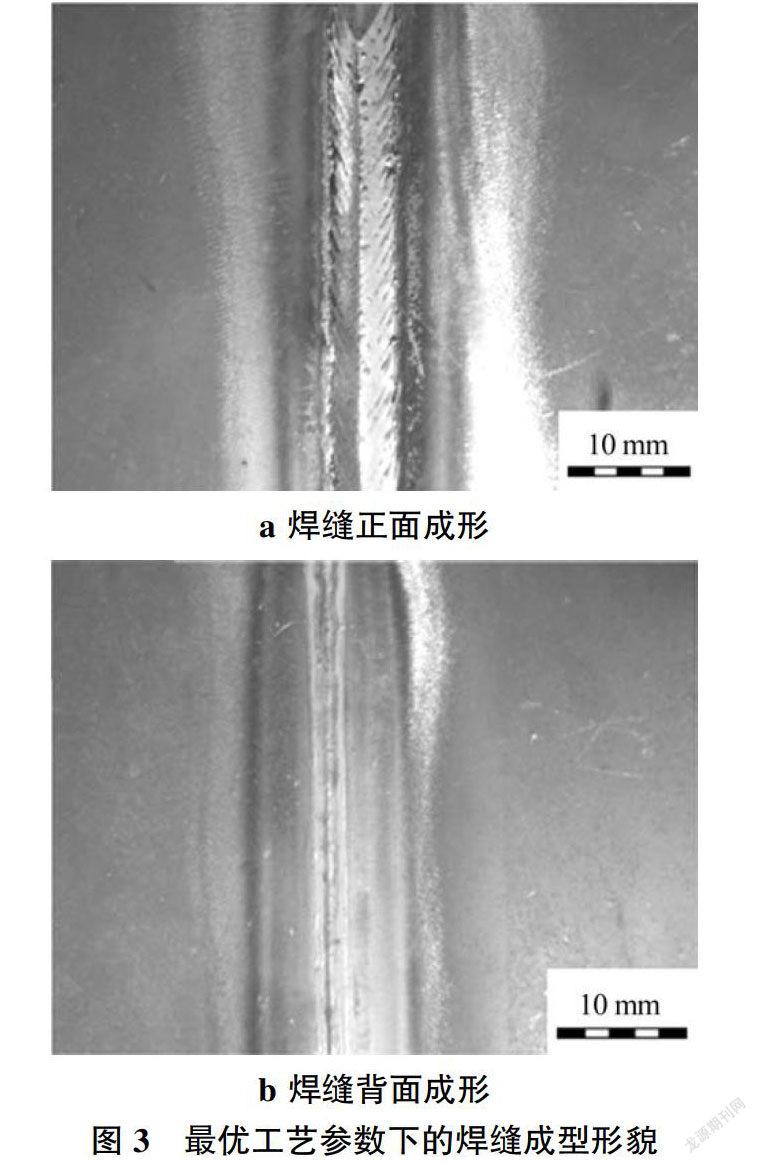
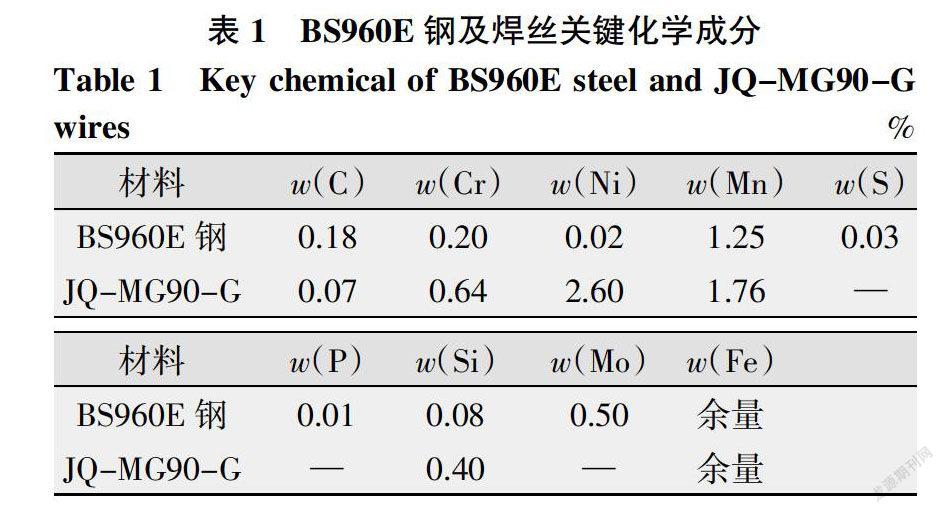
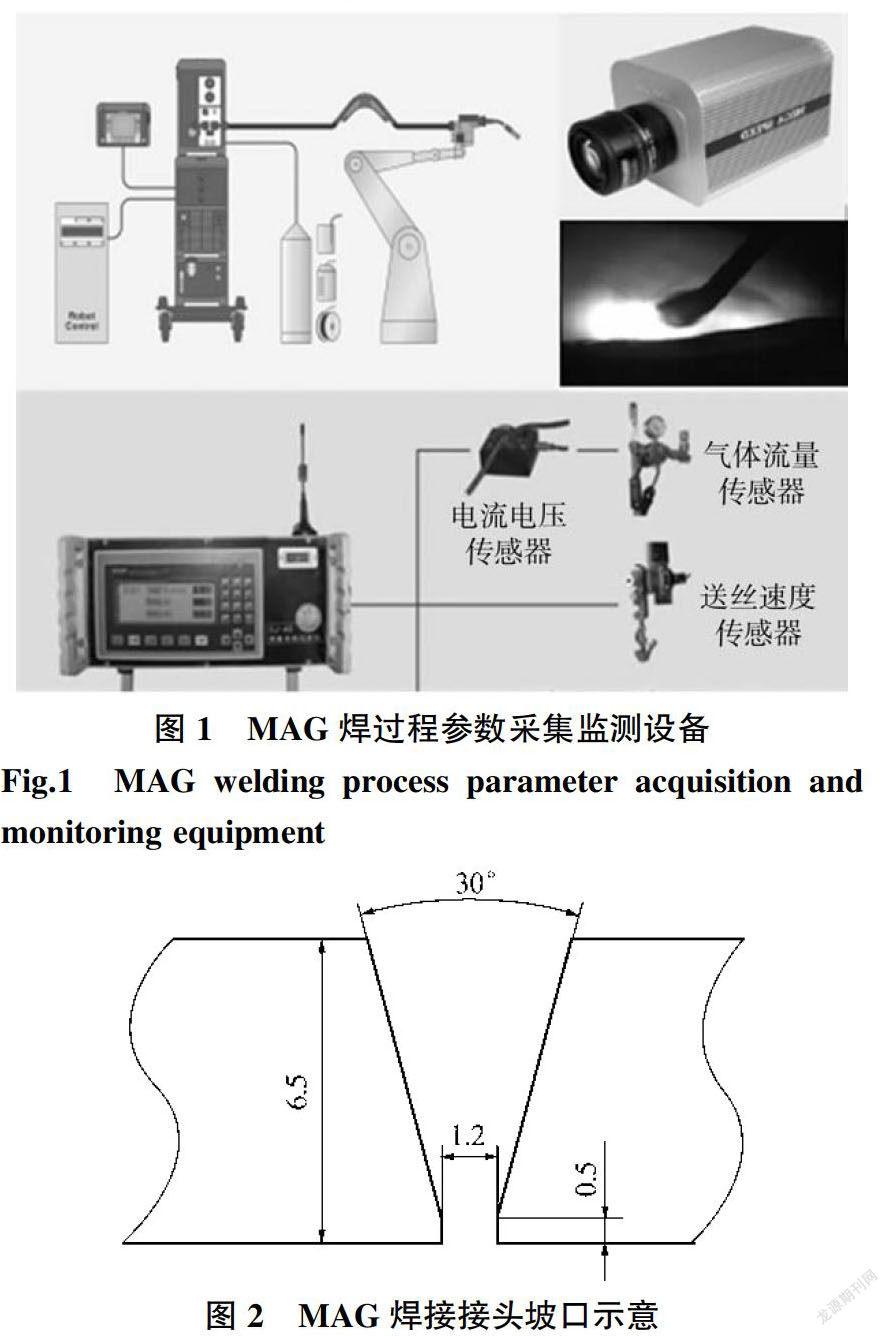
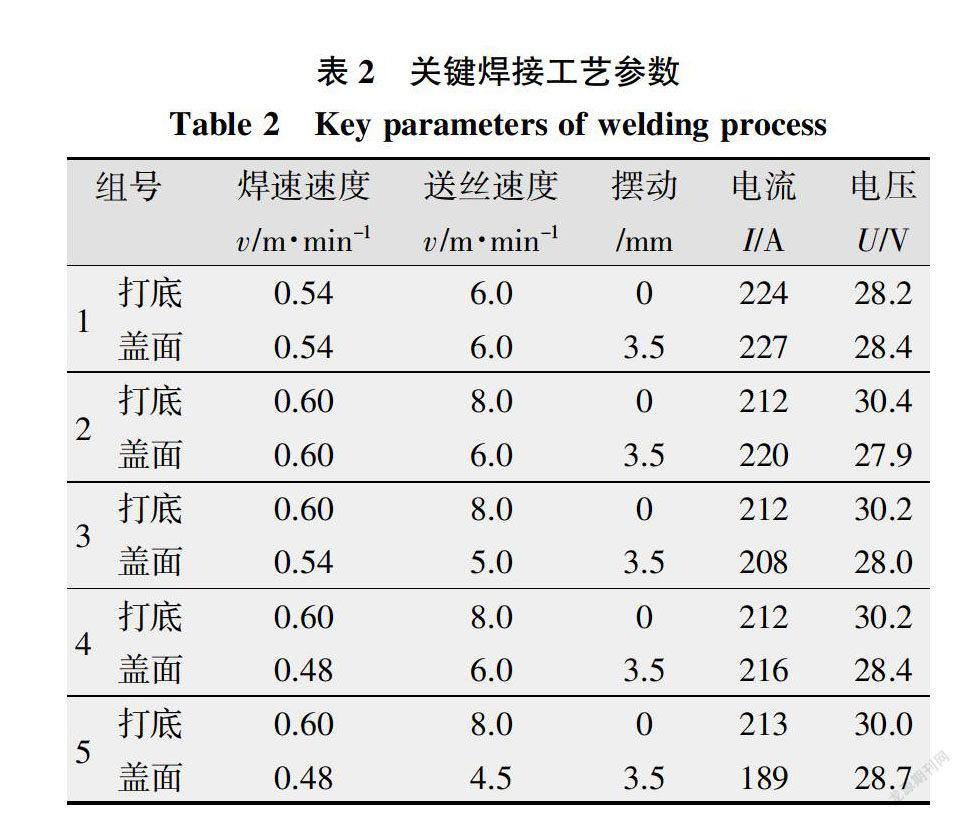
摘要:針對(duì)新型重載汽車選用的BS960E貝氏體高強(qiáng)鋼,通過優(yōu)化焊接接頭坡口、控制電流電壓等手段,獲得了優(yōu)良的MAG焊接工藝。并使用高速攝像和焊接在線監(jiān)測(cè)技術(shù)進(jìn)一步探索了MAG焊電源的動(dòng)、靜特性以及熔滴過渡行為,對(duì)焊接接頭的金相組織進(jìn)行了分析。試驗(yàn)發(fā)現(xiàn):在最優(yōu)工藝條件下,焊接電流穩(wěn)定且電壓值較低,熔滴過渡形式為一脈一滴的射滴過渡。最終得到的接頭焊縫組織主要為回火馬氏體、針狀鐵素體和粒狀貝氏體,這些組織的產(chǎn)生使得焊縫的硬度較母材有明顯上升。
關(guān)鍵詞:貝氏體高強(qiáng)鋼;MAG焊;高速攝像;熔滴過渡
0 前言
重載汽車的輕量化是該類型產(chǎn)品的發(fā)展方向,BS960E貝氏體高強(qiáng)鋼具有優(yōu)異的力學(xué)性能,成為新型重載汽車半掛車縱梁的優(yōu)選材料。普通1 000 MPa級(jí)高強(qiáng)鋼主要為回火馬氏體鋼,存在可焊性差、焊縫易出現(xiàn)冷裂紋等問題[1],難以運(yùn)用于主要承載結(jié)構(gòu)。而最近出現(xiàn)的控軋控冷技術(shù)冶制的貝氏體鋼在一定程度上優(yōu)化了1 000 MPa級(jí)高強(qiáng)鋼的可焊性,Oweg G M[2]等人在研究中就高強(qiáng)鋼用于焊接結(jié)構(gòu)的優(yōu)勢(shì)和潛力做出了肯定,并研究了高強(qiáng)鋼焊接接頭的微觀組織變化。要將貝氏體高強(qiáng)鋼運(yùn)用于新型重載車輛,就必須開發(fā)出適合生產(chǎn)條件且優(yōu)異的焊接工藝。聶麗萍[3]在車用高強(qiáng)鋼MAG焊焊接工藝研究中,使用DP600雙相鋼分別和輪輞用鋼RCL540、SPFH540的MAG焊搭接工藝進(jìn)行了優(yōu)化,試驗(yàn)結(jié)果顯示,焊接電流和焊接速度是影響熔深的主要因素。……
登錄APP查看全文
