直流雙脈沖MIG焊對5A06鋁合金焊縫組織和性能的影響
2020-09-10 22:23:49黃浩周洪剛耿洋茉
電焊機 2020年6期
黃浩 周洪剛 耿洋茉

摘要:針對5A06鋁合金薄板采用傳統TIG和MIG焊接工藝時出現焊接效率低、接頭性能難以滿足使用要求的問題,采用直流雙脈沖MIG焊對5A06鋁合金平板試樣進行焊接試驗。利用拉伸試驗機、掃描電子顯微鏡和光學顯微鏡等實驗設備研究直流雙脈沖MIG焊工藝對5A06鋁合金焊接接頭微觀組織和力學性能的影響。結果表明:當送絲速度為5 m/min、焊接速度為50 cm/min,脈沖頻率為3 Hz、氣體流量為25 L/min、焊絲干伸長為12 mm時,獲得了美觀的魚鱗紋焊縫表面,焊縫區為大量細小的等軸晶組織,而且焊縫橫截面氣孔較少。焊接接頭具有較好的抗拉性能,焊接強度系數達到90%以上。
關鍵詞:直流雙脈沖MIG焊;5A06鋁合金;焊縫組織;力學性能
0 前言
5A06鋁合金屬于Al-Mg系中典型的非熱處理強化鋁合金,由于其具有高比強度,良好的熱穩定性和耐腐蝕,廣泛應用于航空、航天及其他運載工具上[1],如運載火箭的液體燃料箱[2]、超音速飛機和汽車的結構件[3]以及輕型戰車的裝甲[4]等。
接頭力學性能是制定焊接工藝的重要依據,目前常采用交流鎢極氬弧焊(TIG)和直流反極性熔化極氣體保護焊(MIG)等方式來進行鋁合金燃油箱的焊接[5-7]。TIG焊由于采用交流電,焊接電流較大時鎢極容易出現燒損現象,造成焊縫的夾鎢,因此限制了TIG焊的焊接電流,使得焊縫熔深有限,并且采用該方法焊接時焊接生產效率較低。采用MIG焊時,通常采用直流反接的方法,即焊絲作為陽極。直流焊接的特點是電源輸出電流大小與方向不隨時間改變而改變。通常以噴射過渡為主,只有當焊接電流大于噴射過渡臨界電流值,才能實現穩定的焊接。如果焊接電流小于噴射過渡臨界電流,只能出現大滴過渡或短路過渡[8]。大滴過渡的過程穩定性差,不能進行仰焊、立焊等位置焊縫的焊接,因此采用直流MIG焊方法焊接鋁合金時存在局限性。使用脈沖焊時,在焊接平均電流低于噴射過渡臨界電流的情況下可實現熔滴的噴射過渡,并且脈沖的加入對焊縫熔池具有攪拌作用,不僅擴大了電流使用范圍,而且可控制熔滴過渡和熔池尺寸以及可有效控制熱輸入量,提高焊縫性能。因此,脈沖MIG焊在焊接鋁合金薄板上具有明顯的優勢。
文中針對5A06鋁合金薄板采用傳統TIG和MIG焊接工藝時出現焊接效率低、接頭性能難以滿足使用要求的問題,采用不同工藝參數對5A06鋁合金薄板進行雙脈沖MIG焊,測試焊接接頭室溫力學性能,觀察其顯微組織,研究雙脈沖MIG焊工藝參數對5A06鋁合金燃油箱焊接接頭性能的影響機理。
1 試驗材料及方法
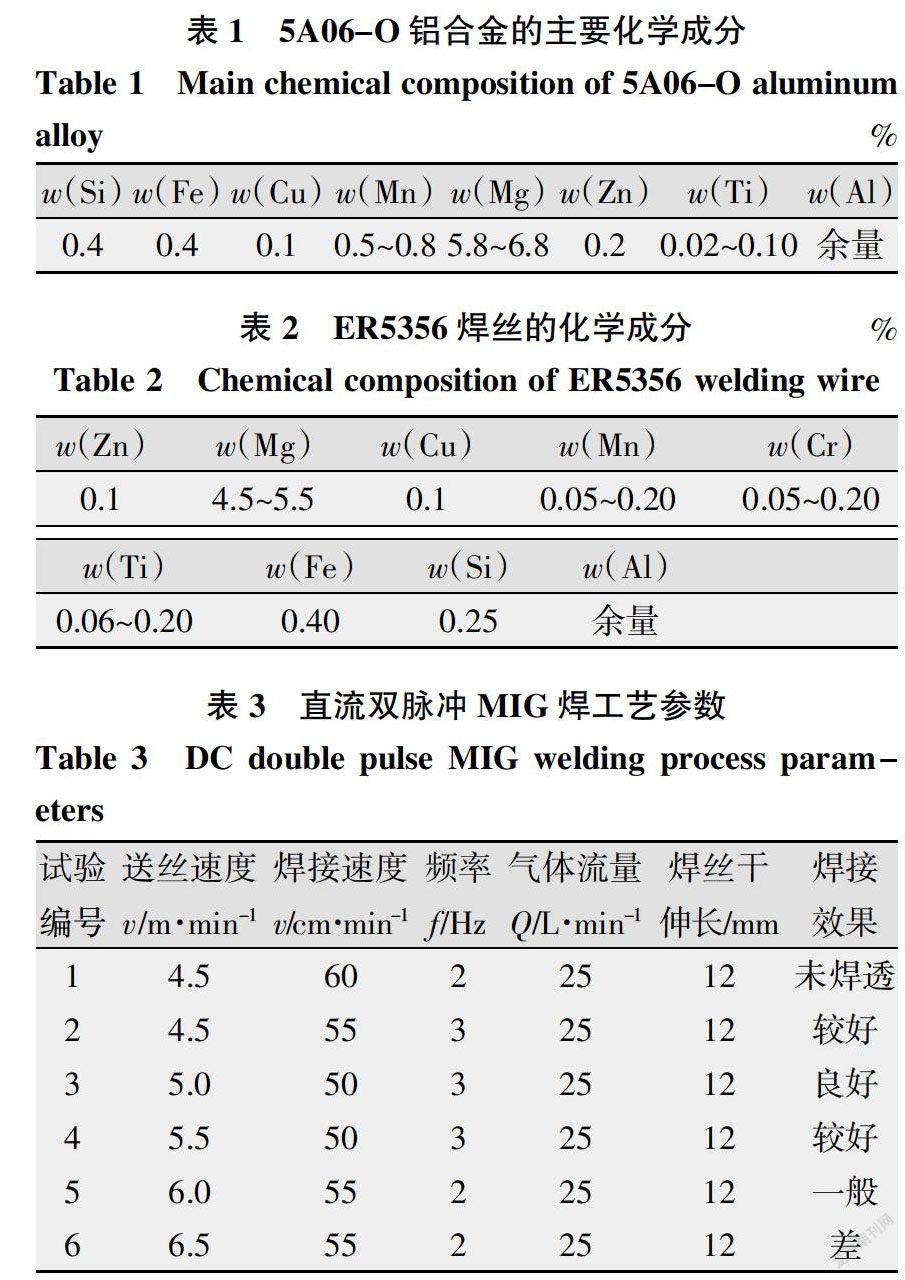
試驗用母材為5A06-O鋁合金板材,試板尺寸為300 mm×150 mm×3 mm,采用平板對接方式進行焊接,對接間隙小于等于1 mm。焊接設備采用福尼斯公司生產的TPS4000焊機,焊絲為ER5356,直徑φ1.2 mm,保護氣體采用純度99.99%的氬氣。母材和焊絲的化學成分分別如表1、表2所示,母材力學性能為:抗拉強度355MPa,屈服強度180 MPa,斷后伸長率17%。焊前先采用激光清洗方法將板材坡口端面清洗干凈,然后用丙酮去除坡口兩側油污。焊接工藝參數如表3所示。
試板焊接完成后進行X-射線探傷檢測,然后用機械切割法將檢測合格的焊接試板兩端各去除30 mm,再從剩余試板上截取焊接接頭的兩個拉伸試樣和一個金相試樣,并檢測其組織及力學性能。對試驗進行研磨拋光制樣,并采用Keller試劑(H2O∶HNO3∶HCl∶HF=95∶2.5∶1.5∶1∶1)進行腐蝕,然后利用LWD300LMDT型金相顯微鏡觀察接頭的金相顯微組織;使用HVS-1000A數字顯微硬度計測試焊接接頭顯微硬度,載荷200 g,保壓時間15 s。從焊縫中心左端起,沿著焊縫向右端進行測試,每隔0.5 mm測試1個點并繪制硬度曲線。拉伸試樣取樣位置要求在焊接接頭中間,采用AG-100kN材料性能試驗機測試焊后接頭室溫拉伸性能。利用Sirion200掃描電鏡測試斷口形貌等。
2 試驗結果與分析
2.1 焊縫宏觀形貌觀察
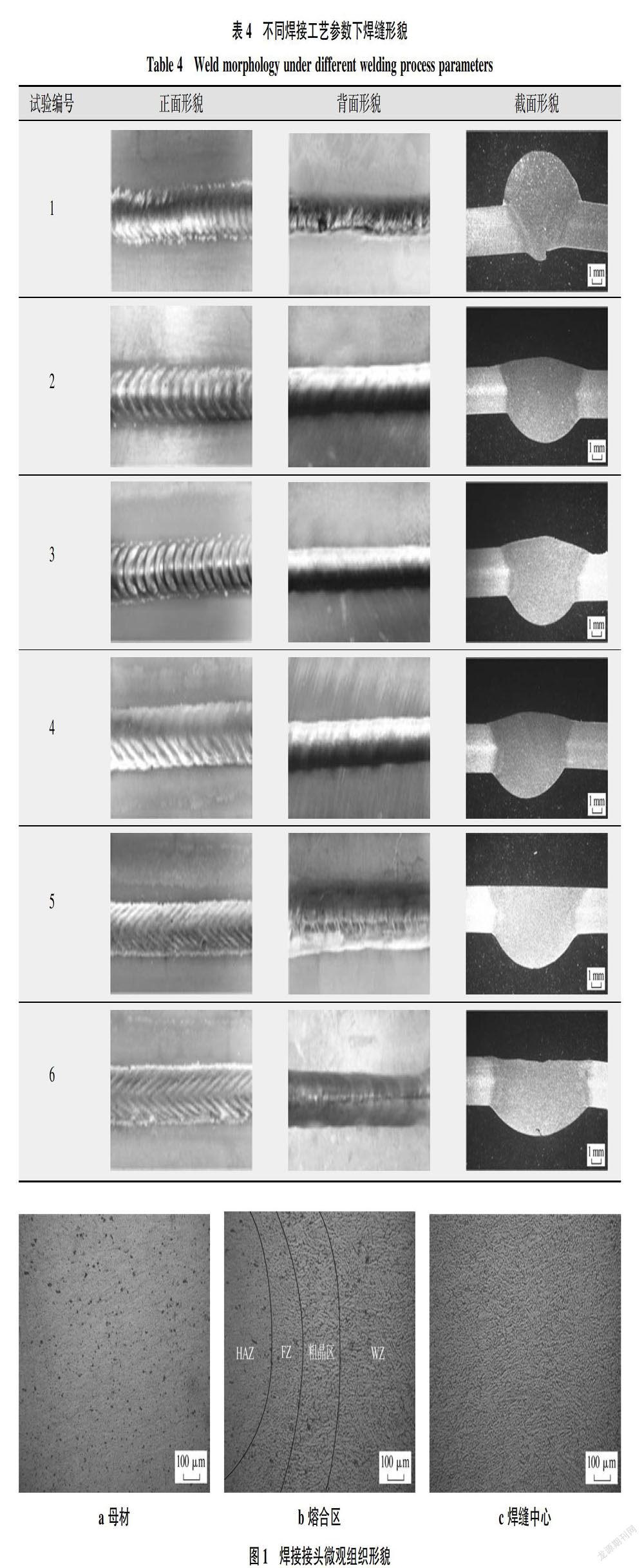
不同焊接工藝參數下焊縫形貌如表4所示。由表4可知,采用1號參數焊接時,由于焊接速度過快,焊接熱輸入迅速發散,降低了熔池深度,同時,焊縫正面余高過高,焊縫表層有密集氣孔,背面成形不連續;采用2、3、4號參數焊接時,焊縫正面熔寬、余高合理,魚鱗紋整齊美觀,背面焊縫連續、適當;采用5號參數焊接時,焊縫正面無余高,背面成形良好;采用6號參數焊接時,由于焊接速度偏小,送絲速度偏大,導致焊接熱輸入集中在熔池中心;在增加熔池深度的同時,由于熔池的堆積,焊縫出現下塌現象,并且焊縫背面出現裂紋。
2.2 焊縫顯微組織分析
對3號焊接工藝參數焊接后的試樣進行性能分析。5A06鋁合金直流雙脈沖MIG焊接接頭如圖1所示。圖1a為母材微觀組織,呈軋制形貌,基體有強化相析出;圖1b是焊縫熔合區的微觀組織形貌,它是焊接過程中焊縫金屬向熱影響區過渡的固液并存的區域。熔合區靠近熔敷金屬一側大多為等軸晶組織,晶粒大小不均勻,并且沿著散熱方向出現少量柱狀晶;靠近母材一側為過熱區,由于過熱區的晶粒受到熱傳導作用被快速加熱至再結晶溫度,導致其晶粒粗大。由圖1c可知,焊縫中心有大量枝狀晶,并且晶粒取向與熔合線附近的晶粒不同,基本上毫無規律,呈各向異性。
2.3 接頭力學性能及斷口分析
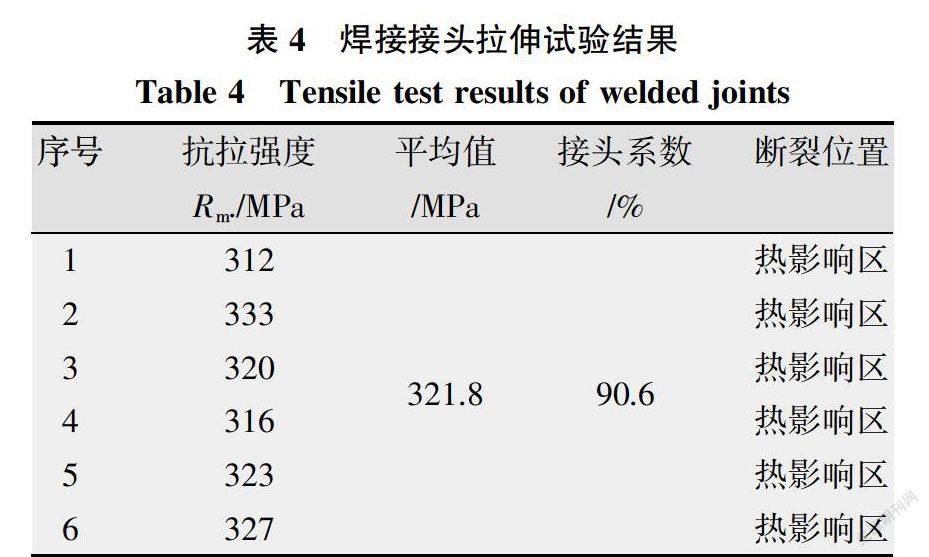
采用3號工藝參數焊接的接頭試樣在拉伸試驗過程中,所有試樣均斷裂在距離焊縫中心約5 mm處的熔合區位置,說明熔合區是整個焊接接頭最薄弱的部位。5A06鋁合金直流雙脈沖MIG焊接頭拉伸力學性能試驗結果如表4所示。焊接接頭的抗拉強度系數(K=σb接頭/σb母材)達到母材的90.6%。
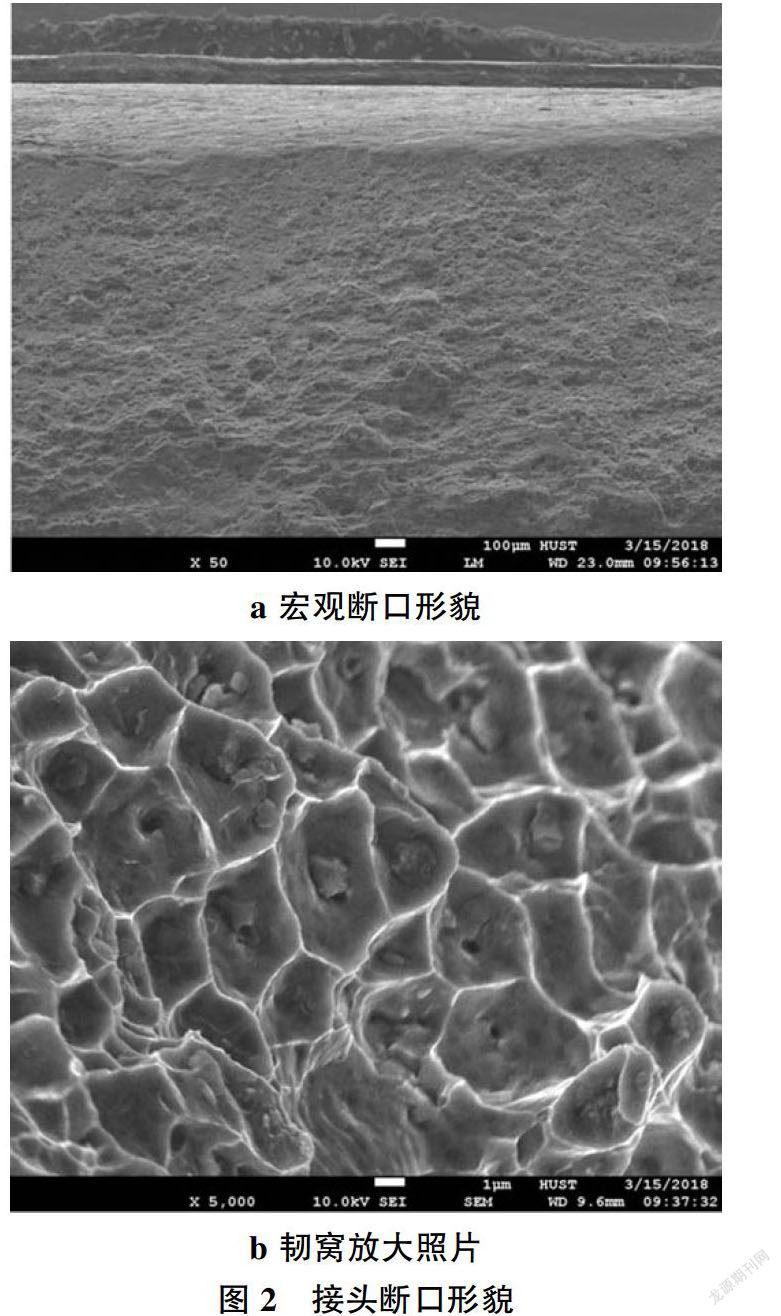
拉伸斷口掃面電鏡形貌如圖2所示。由圖2a可知,斷口表現出一系列非常有規律的形貌特征,裂紋沿剪切面擴展到試樣表面,剪切面方向與拉伸軸線近似成45°。從斷口側面可以看出,斷口由韌窩組成,韌窩大且深,并且在韌窩中心含有析出相(見圖2b),第二相粒子的熱膨脹系數和鋁合金基體相差較大,在焊接熱循環作用下,第二相粒子會與基體脫離,導致該析出相在其斷裂過程中起著裂紋核心的作用。
2.4 焊接接頭硬度
焊接接頭顯微硬度分布曲線如圖3所示。由圖可知,焊縫中心平均硬度約為76 HV,母材平均硬度為93 HV。硬度從焊縫中心到母材呈增大趨勢,但在距離焊縫中心4.5~5.5 mm區域有所下降。此外,硬度和強度存在一定的對應關系,硬度分布在一定程度上反映了強度分布。熱影響區的硬度值降低,這在拉伸試驗中也得到證實,拉伸試件均在距焊縫中心約5 mm處斷裂,說明熱影響區出現了軟化現象,成為焊接接頭的薄弱部位。
3 生產試驗驗證
采用最優焊接工藝參數焊接5A06鋁合金燃油箱20余件,并搭載某型號裝甲車輛進行1 000 km行駛試驗考核,燃油箱未出現開裂現象,考核試驗結果表明,采用直流雙脈沖MIG焊方法焊接的燃油箱滿足裝甲車輛使用要求。
4 結論
(1)采用適當的焊接速度是獲得良好焊接接頭形貌的關鍵,并且隨著送絲速度的增大,焊材的熱輸入降低,容易導致未焊透現象。在最優焊接工藝參數下,采用雙脈沖MIG焊焊接5A06鋁合金薄板可以獲得外觀成形良好、氣孔較少的優質焊縫。
(2)當送絲速度5.0 m/min、焊接速度50 cm/min,頻率2 Hz、氣體流量25 L/min、焊絲干伸長12 mm時,焊縫組織主要由細小等軸的晶粒組成,焊接接頭平均抗拉強度為321.8 MPa,焊接系數達到90.6%。
(3)3號焊接工藝獲得的拉伸斷口均為韌性斷裂,且在多數韌窩中心觀察到第二相粒子,表明該析出相在其斷裂過程中起著裂紋核心作用。同時拉伸試件均在距焊縫中心約5 mm處拉斷,說明熱影響區出現軟化現象,成為焊接接頭的薄弱部位。
參考文獻:
[1] 劉紅偉,王法科,王冬生,等. 5A06鋁合金焊接接頭性能研究[J]. 兵器材料科學與工程,2009,32(2):72-75.
[2] 劉春飛. 運載貯箱用2219類鋁合金的電子束焊接[J]. 航天制造技術,2002(4):3-9.
[3] Xiao D H,Wang J N,Ding D Y,et al. Effect of Cu contenton the mechanical prooerties of an Al-Cu-Mg-Ag alloy[J].J Alloy Compound,2002(343):77-81.
[4] Fisher Jr J J,Kramer L S,Pickens J R. Aluminum alloy2519 in military vehicles[J]. Adv. Mater. Proc.,2002,160(9):43-46.
[5] 中國機械工程學會焊接學會. 焊接手冊——材料的焊接[M]. 北京:機械工業出版社,2001:507-529.
[6] 彭非,楚浩,楊兵. 5A06鋁合金油箱氬弧焊熱影響區裂紋分析及預防措施[J]. 電焊機,2007,37(7):34-37.
[7] 余淑榮,樊丁,熊進輝,等. 鋁合金5A06激光拼焊板的接頭性能及組織研究[J]. 應用激光,2006,26(6):413-415.
[8] 孔祥玉. 鋁、鎂合金雙脈沖MIG焊接研究[D]. 遼寧:大連 理工大學,2011.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
