實心焊絲堆焊奧氏體不銹鋼堆焊工藝與性能
2020-09-10 07:22:44史順望向錦張磊王帆姜宏偉
電焊機
2020年3期
史順望 向錦 張磊 王帆 姜宏偉


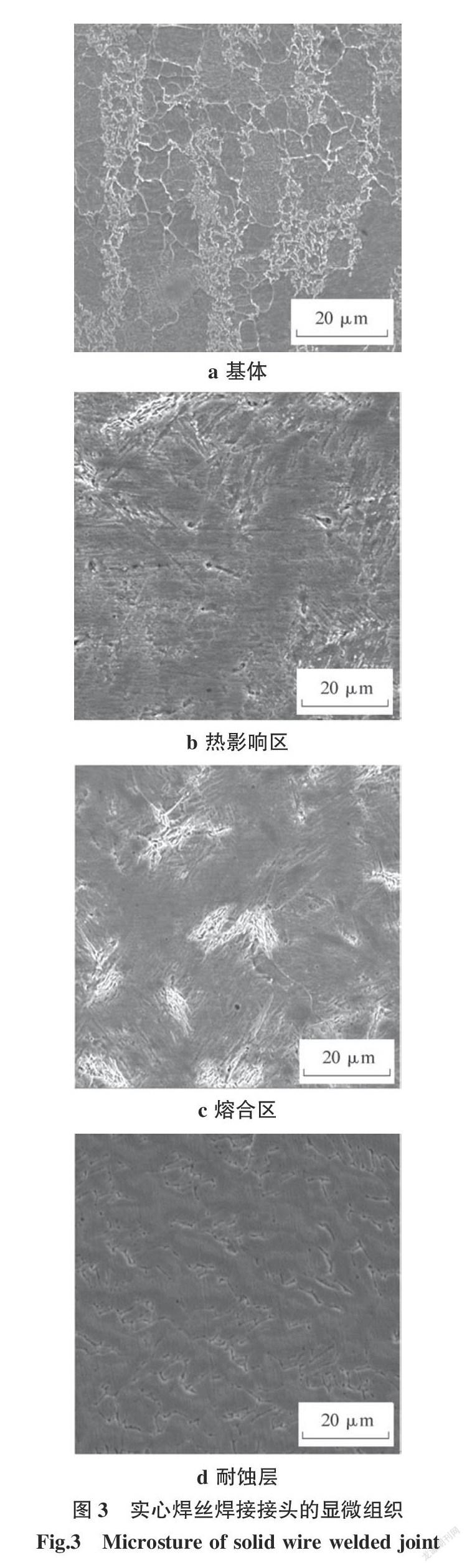

摘要:采用CO2氣體保護焊及藥芯焊絲在低合金鋼上堆焊奧氏體不銹鋼時,堆焊層出現了較多夾渣、氣孔、尺寸不良等焊接缺陷。現采用MAG焊及實心焊絲進行堆焊工藝試驗,其過渡層和耐蝕層材料分別為ER309L和ER308L實心不銹鋼焊絲。對堆焊層進行液體滲透檢測、彎曲性能和電化學腐蝕性能測試,并與藥芯焊絲堆焊的相關性能進行比較。結果表明,堆焊層與基體熔合良好,無裂紋、氣孔等焊接缺陷,堆焊效率更高,其彎曲和電化學腐蝕性能良好;耐蝕層組織為樹枝狀奧氏體。
關鍵詞:MAG堆焊;實心焊絲堆焊;顯微組織與性能;電化學腐蝕
中圖分類號:TG455 文獻標志碼:A文章編號:1001-2303(2020)03-0137-03
DOI:10.7512/j.issn.1001-2303.2020.03.26
0 前言
奧氏體不銹鋼的韌塑性較高,工藝性等各方面性能均優異[1]。但若只用奧氏體不銹鋼制造零件,成本很高。因此,為降低生產成本,保證零件滿足設計和使用要求,通常是在低合金鋼上堆焊奧氏體不銹鋼[2-3]。重慶水泵廠的外殼體、泵蓋等許多零件都需要堆焊不銹鋼層來滿足使用要求,原有工藝采用CO2氣體保護焊及藥芯焊絲進行耐蝕層堆焊,但在機加工時發現堆焊層出現了較多的夾渣、氣孔、尺寸不良等焊接缺陷,嚴重降低接頭的使用性能[4]。而且焊接缺陷需反復焊補才能滿足設計要求,嚴重影響生產周期,增加生產成本。
本文采用MAG焊及實心焊絲進行堆焊工藝試驗,通過液體滲透檢測、測試堆焊試樣的彎曲性能和電化學腐蝕性能、觀察與分析顯微組織等方法,得到合理的堆焊工藝及性能良好的堆焊層。……
登錄APP查看全文
