國內錨鏈、礦用鏈閃光對焊用電極銅合金現狀
2020-09-10 07:22:44孫愛俊李學浩朱仁萍
電焊機 2020年2期
關鍵詞:失效
孫愛俊 李學浩 朱仁萍


摘要:介紹了國內錨鏈、礦用鏈閃光對焊用銅合金電極的使用現狀,小容量、頂鍛力小的焊機電極基本選用CuCrZr合金,中大容量、頂鍛力大的焊機電極則以CuNi2Be(Zr)、CuNiCoBe(Zr)合金為主,也有部分廠家使用CuNi2SiCr合金。分析了錨鏈、礦用鏈對焊電極正常失效和非正常失效兩種形式,并列舉了解決兩種失效形式的措施。
關鍵詞:錨鏈;閃光對焊;銅合金電極;失效
中圖分類號:TG146.1+1 文獻標志碼:B 文章編號:1001-2303(2020)02-0092-04
DOI:10.7512/j.issn.1001-2303.2020.02.18
0 前言
經過30 多的發展,截止2010年我國錨鏈的年生產能力約為40 萬噸,并呈逐年上升趨勢,隨著國外生產力成本和原材料成本的提高,世界錨鏈市場逐漸向國內生產廠轉移,目前我國已成為世界上主要的錨鏈生產制造國[1]。錨鏈、礦用鏈按其制造方法分為鑄鋼錨鏈、電焊錨鏈和鍛造錨鏈等。電焊錨鏈是用符合要求的圓鋼材料彎制并焊接而成,具有生產工藝先進、簡單、成本低、質量好等優點。目前錨鏈和礦用鏈的焊接基本采用閃光對焊。閃光焊分為連續閃光焊和預熱閃光焊,連續閃光焊的焊接工藝過程包括閃光、頂鍛、保持和恢復等階段,閃光和頂鍛是形成焊接接頭的重要階段;預熱閃光焊的工藝過程與連續閃光焊不同之處在于,閃光階段之前還有一個預熱階段,通過預熱使工件端面溫度提高到一個合適的溫度值后,再進行閃光和頂鍛[2]。閃光焊接需要電極夾持工件使工件焊接部位接觸,頂鍛要求電極對工件有一個較大的夾持力,焊接時電流經過電極傳輸到工件。因此,在焊接過程中電極承受夾持工件的壓力和一定的溫度,而電極溫度的升高主要來自電極自身發熱、電極和工件接觸電阻熱、工件傳導給電極的熱量,這就要求電極具有較好的導電性能、較高的硬度和塑性、抗氧化性能、耐磨和抗軟化性能[3],電極的選擇決定了閃光對焊的焊接質量、生產率和電極的壽命。
1 錨鏈、礦用鏈閃光對焊原理
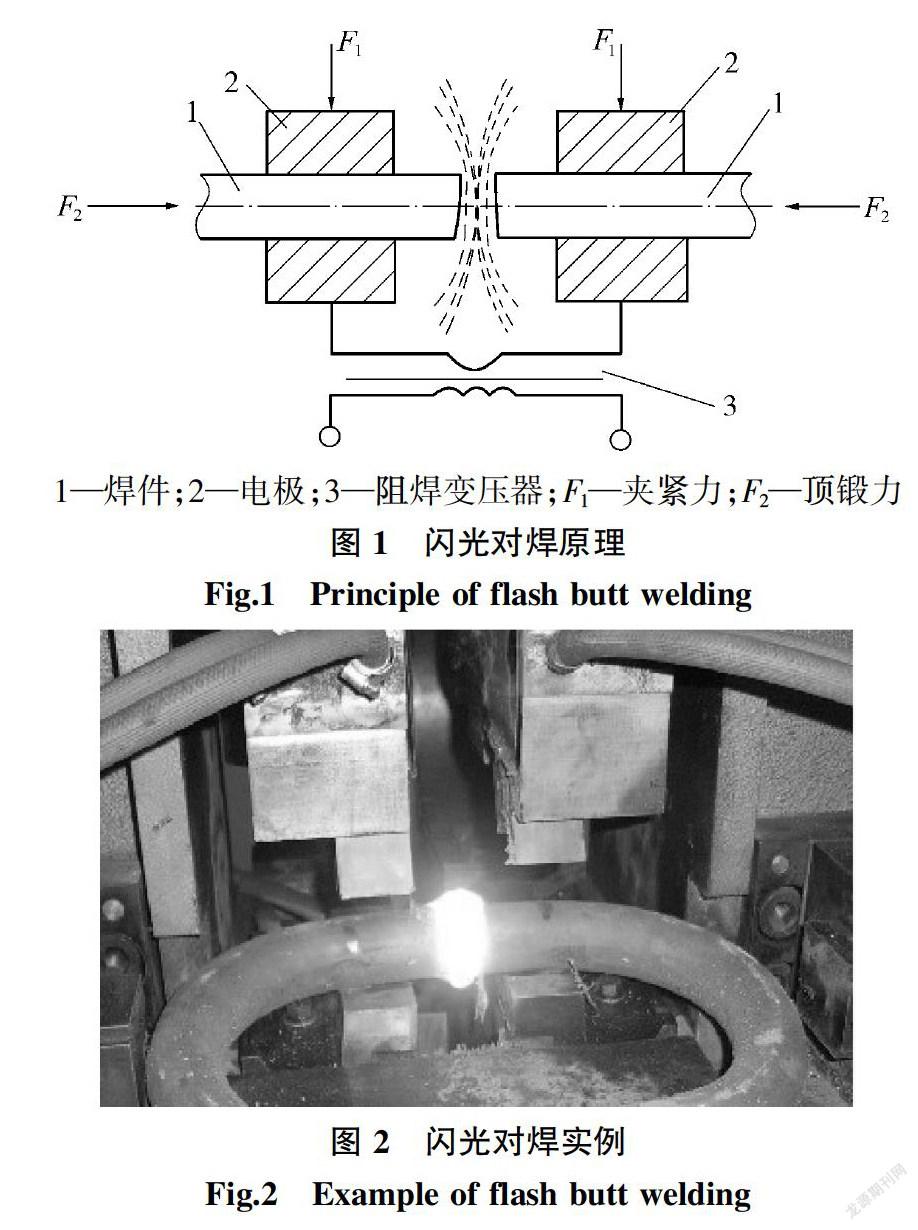
錨鏈和礦用鏈的閃光對焊原理如圖1所示。電極2夾緊焊件1,接通阻焊變壓器3,移動電極使兩工件輕微接觸,形成多個接觸點,通電熔化接觸點,形成連接兩端面的液體金屬過梁。由于液體過梁中的電流密度極高,導致過梁中的液體金屬蒸發,過梁爆破,在蒸汽壓力和電磁力作用下,液態金屬微粒不斷從對口件噴射出來,形成火花激流-閃光。在閃光過程結束前必須使整個端面形成一層液態金屬層,并在一定深度上使金屬達到塑性變形溫度,此時,動電極突然加速,對工件施加足夠大的頂鍛力,對口間隙迅速減小,過梁停止爆破,隨即切斷電源,封閉工件端面的間隙和過梁爆破后留下的火口,擠出端面的液態金屬及氧化夾雜,使潔凈的塑性金屬緊密接觸,并使接頭區產生一定的塑性變形,以促進再結晶的進行,形成共同晶粒,獲得牢固的接頭[3],焊接實例如圖2所示。
2 國內錨鏈、礦用鏈對焊用電極的使用現狀
我國從20世紀80年代起廣泛開展電阻焊電極研究,較早的銅合金材料有CuCo2Be、CuNi2Be和CuCrZr[4-8],CuCrZr電極雖然導電性能較高,但硬度與CuCo2Be、CuNi2Be合金相差很多,在大型閃光焊機或對抗變形能力要求高的情況下以CuCo2Be、CuNi2Be合金電極為主。從降低CuCo2Be合金價格和減少Co、Be用量考慮,根據CuCo2Be、CuNi2Be的成分和性能特點不斷開發了同時含鎳、鈷、鈹的CuNiCoBe合金,為了提高合金的耐高溫軟化性能和塑性,在CuNi2Be和CuNiCoBe的基礎上加入0.1%~0.3%的Zr元素。國外采用含Be銅合金材料作為電極的電阻焊電機越來越少,開發了多種中導高強度銅合金系列;國內在引進國外標準的基礎上,先后開發了CuNi2SiCr、CuCo2CrSi和CuNi2TiCr等多種銅合金[3,9],但是,綜合性能尤其是抗高溫軟化性上與含Be、Zr的銅合金相比還存在一定差距。
根據鏈環焊接用料直徑和焊機功率大小將制鏈機組分為3#~11#,統計了國內錨鏈、礦用鏈電極銅合金的使用狀況如表1所示。由表1可知,3#以下的小型機組以生產礦用鏈為主,電極形狀為長條狀,內部不設置通水孔,使用過程以自身導熱和空氣自然冷卻,采用導電導熱率高的CuCrZr銅合金作為電極。3#及以上機組電極形狀一般為方形,電極內部設置有通水孔,焊接過程以水冷為主。3#、4#、5#焊接機組用于生產錨鏈和礦用鏈,多為生產礦用鏈,電極采用CuCrZr銅合金,也有少量廠家選擇CuNi2SiCr銅合金電極;6#以上焊接機組主要用于焊接直徑大于φ36的錨鏈生產,使用的電極材料有CuNi2SiCr、CuCo2Be、CuNi2Be(Zr)、CuNiCoBe(Zr),我國北方錨鏈生產廠家多采用CuNi2SiCr,而南方廠家多采用CuNi2Be(Zr)、CuNiCoBe(Zr),也有不少廠家在6#、7#機組上采用CuCrZr電極材料。
綜上所述,目前國內錨鏈和礦用鏈閃光對焊大型機組在焊接大直徑鏈時的電極材料仍以CuNi2Be(Zr)、CuNiCoBe(Zr)為主,小型機組在焊接小直徑鏈時電極主要選擇CuCrZr,CuCo2Be合金雖開發得較早,但很少使用,CuNi2SiCr、CuCo2CrSi和CuNi2TiCr作為含鈹銅合金電極的代用材料,只有CuNi2SiCr電極被少量廠家使用,CuCo2CrSi和CuNi2TiCr未有廠家使用。造成該情況可能有以下原因:(1)CuCo2Be合金是多種對焊電極系列中價格最高的,CuNi2Be(Zr)、CuNiCoBe(Zr)合金和CuCo2Be合金的性能接近;(2)目前市場情況下,CuNi2SiCr、CuCo2CrSi和CuNi2TiCr系電極合金性能上和含Be銅合金還存在一定差距;(3)含Be銅合金、CuCrZr銅合金電極開發較早,市場認識度較高,電極的使用廠家已形成習慣,加之對其他電極材料的不了解,不易接受新的材料,造成CuNi2SiCr、CuCo2CrSi和CuNi2TiCr很難大面積的推廣;(4)CuCo2CrSi和CuNi2TiCr材料相比于含Be銅合金、CuCrZr、CuNi2SiCr,技術成熟度低,電極生產廠家不愿花代價進行技術的二次開發。
3 國內錨鏈、礦用鏈對焊用電極的性能和生產現狀
國內標準JB/T4281、JB/T7598、HB5420規定了電阻焊電極銅合金的成分和性能,實際使用廠家眾多,對電極銅合金的要求也不相同,大多數廠家關注點為使用壽命和經濟性,對成分無嚴格要求。國內電阻焊電極的生產和銷售廠家也很多,閃光對焊電極的生產廠家規模較小,生產設備差別很大,工藝要求也不盡相同,對電極銅合金質量起主要作用的熔煉鑄造環節,雖然中頻感應爐和真空熔煉爐的生產已占主導地位,還是有不少電極廠家使用地坑爐等生產設備,造成電極價格差別很大,市場競爭很大,即使是質量穩定、使用壽命長的電極價格也很難提高,因此,很少有廠家對原電極的改性和新的電極、工藝研究開發感興趣。
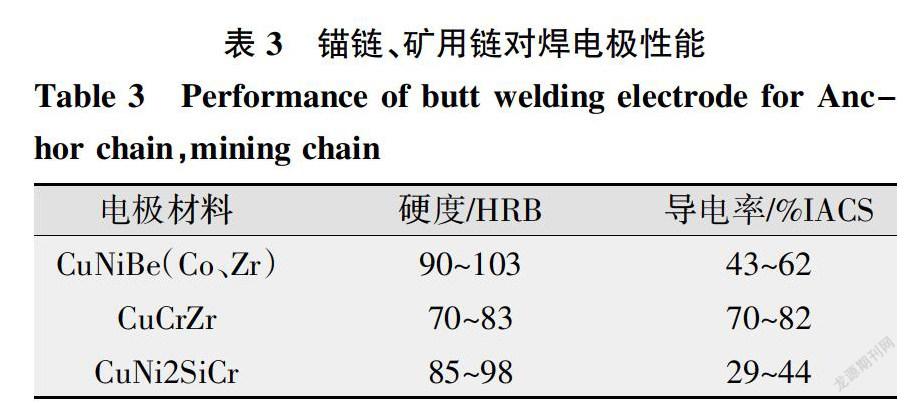
國內市場已經形成了幾種生產較為穩定的錨鏈、礦用鏈閃光對焊電極,其化學成分如表2所示。實際生產的CuNi2Be(Co、Zr)合金成分有多種;每一電極廠家CuCrZr的成分相對比較一致;CuNi2SiCr的Ni、Si成分相差不大,不同廠家Cr的成分為0.1%~0.8%。選取多家電阻對焊電極廠家的產品進行性能測試,硬度和導電率數據如表3所示,因每一生產廠家的設備、工藝、成分各有不同,性能差別較大。
4 國內錨鏈、礦用鏈對焊用電極的失效形式
錨鏈、礦用鏈對焊電極失效形式包括因工況條件造成的正常失效和因電極材料問題引起的非正常失效。
錨鏈、礦用鏈對焊電極的作用除向焊件傳輸焊接電流和頂鍛力外,還承受夾持焊件時的巨大夾緊力。對焊電極與焊件的接觸面積較大,電流密度相對較低,對電極材料導電率要求不高。對焊電極與點焊、縫焊電極不同,不直接接觸焊件高溫區,但是焊接時間長于點焊和縫焊時間,這足以使一部分溫度傳遞到電極,電極與焊件接觸面也會產生電阻熱。這些工況情況決定了對焊電極的正常失效形式有:(1)塑性變形。高的夾緊力和電極的溫升是造成電極塑性變形的原因。(2)磨損。電極在夾緊力下工作,與焊件之間有強烈的摩擦造成疲勞磨損。(3)電極表面因閃光飛濺金屬造成的通電打火現象。
為了減少塑性變形和疲勞磨損,必須選擇與夾持力和焊接金屬相對應強度、硬度的電極材料,容量小、頂鍛力小的設備或焊件金屬硬度較低時,一般選擇高導電率、硬度強度相對較低的電極材料,中等以上容量、頂鍛力較大的設備或焊接金屬硬度較高時,選擇中等導電率、較高硬度強度和耐高溫軟化能力強的電極材料,以延長電極壽命。
引起電極材料非正常失效的原因主要有電極材料內部的疏松、組織粗大和硬度強度較低。電極材料的疏松是在熔煉鑄造過程產生的,通過規范熔煉工藝和選擇合適的鑄造方式可以避免疏松的產生[10]。組織粗大和硬度強度低一般是熱冷變形及熱處理工藝不當造成,在電極制造過程中必須嚴格控制工藝過程和工藝參數。
5 閃光對焊電極材料的選擇
(1)閃光對焊高硬度或直徑大的錨鏈、礦用鏈時,頂鍛力和夾持力較大,一般選擇CuNiBe、CuCoBe和Cu(Ni+Co)Be系銅合金電極,考慮降低電極的使用成本,也可選擇CuNiSi和CuNiTi等系列銅合金。
(2)閃光對焊硬度相對較低或直徑較小的錨鏈、礦用鏈時,頂鍛力和夾持力小,一般選擇CuCrZr合金電極,CuCrZr合金成本較低、生產廠家多。
(3)電極材料內部疏松和組織粗大問題除加強電極生產過程的控制外,還可以采用超聲波無損探傷的方式進行檢測[11-12],以防止使用有問題電極的帶來的損失。
參考文獻:
[1] 高飛,劉欣,楊芬,等. 錨鏈焊接技術的發展與應用[C]. 中國機械工程學會焊接學會第十八次全國焊接學術會議論文集——S01壓力焊,2013.
[2] 王冶平,王克爭. 閃光對焊工藝與設備的發展[J]. 焊接學報,2000(9):93-96.
[3] 史耀武. 材料工程大典(第22卷 材料焊接工程)[M]. 北京:化學工業出版社,2006:476-477.
[4] 劉和法,戴學禮,孫廼箴,等. 閃光電阻焊用優質電極材料—CuCo2Be合金[J]. 鎮江船舶學院學報,1986(1):34-45.
[5] 劉合法,戴學禮,謝春生. 發展CuCo2Be合金電極的必要性[J]. 電焊機,1982,12(2):20-24.
[6] 范大楠,高后秀,李國俊. 高導電鈹銅合金及其組織與性能的研究[J]. 儀表材料,1987(2):75-81.
[7] 吳彥卿,蔡敬音. HD—1型鉻鋯銅電極合金上海[J]. 電焊機,1982,12(6):15-17.
[8] 黃雄輝. 鉻鋯銅合金電極[J]. 焊接,1983(12):22.
[9] 沈小宇,戚建,吳彥卿,等. 閃光對焊采用鎳鈦鉻系電極合金的研究[J]. 電焊機,1987,17(2):28-32.
[10] 王岳元,李學浩,朱仁萍. 超高轉速電機銅合金槽楔的選用及工藝控制[J]. 熱加工工藝,2013(16):88-90.
[11] 李學浩,卞金強,劉璞. 銅合金鍛件中縮松超聲探傷特征及熔鑄工藝改進[J]. 特種鑄造及有色合金,2015(5):553-556.
[12] 李湘海. 銅合金產品缺陷的超聲定性分析[J]. 無損檢測,2006(3):153-156.
猜你喜歡
山東工業技術(2016年24期)2017-01-12 13:15:30
中國科技博覽(2016年24期)2016-12-28 22:33:43
中國科技博覽(2016年16期)2016-09-19 20:31:00
中老年健康(2016年7期)2016-07-29 01:59:14
現代經濟信息(2016年16期)2016-07-26 06:09:42
人民論壇(2016年16期)2016-07-15 10:36:27
家庭科學·新健康(2016年7期)2016-07-13 23:39:12
科技視界(2016年6期)2016-07-12 09:48:04
中國科技博覽(2016年10期)2016-04-29 04:03:16
中國科技博覽(2016年5期)2016-04-23 16:03:06