《公差配合與技術測量》教學重點與方法
2020-09-10 15:23:53胡艷凱
內燃機與配件 2020年2期
胡艷凱
摘要:公差配合與技術測量是高職學校機械大類的專業(yè)基礎課也是必修課,它是機械專業(yè)學生學習本專業(yè)的核心課程的過渡,機械生產(chǎn)制造中,公差是設計人員參照國家標準以及本行業(yè)的生產(chǎn)經(jīng)驗制定的,也就是說一個零件所允許的最大誤差范圍,超過這個范圍,則零件就會判斷為不合格或者殘次品。一個零件加工完成必學經(jīng)過檢測才能判斷是否合格,是否滿足使用要求。因此,公差配合與技術測量這門課程是機械專業(yè)學生的必修課程,其課程特點是定義多、公式多、符號多,而且大部分的公式、符號及數(shù)值都取自國家或者行業(yè)標準,學生不容易理解,也不容易記憶。本文先分析了這門課程的重點特征,進而列舉了相應的教學方法,可以使課程內容易于理解,方便學生記憶。
Abstract: Tolerance coordination and technical measurement are the basic courses of mechanical courses in higher vocational schools. It is also a compulsory course. It is the transition of mechanical students to the core courses of this major. In mechanical manufacturing, tolerance is the reference of designers to national standards and the industry. The production experience is defined, that is, the maximum error range allowed by a part. If it exceeds this range, the part will be judged as unqualified or defective. After a part has been processed, it must be tested to determine whether it is qualified or not. Therefore, the course of tolerance coordination and technical measurement is a compulsory course for mechanical students. Its curriculum features many definitions, many formulas, many symbols, and most of the formulas, symbols and values are taken from national or industry standards. It is not easy to understand, not easy to remember. This paper first analyzes the key features of this course, and then enumerates the corresponding teaching methods, which can make the course content easy to understand and convenient for students to remember.
關鍵詞:公差配合與技術測量;檢測;教學方法
Key words: tolerance coordination and technical measurement;detection;teaching method
0? 引言
公差配合與技術測量屬于專業(yè)基礎課,是機械大類學生的必修課,也是其學習專業(yè)課程的一個過渡課程[1]。它主要內容包括如下幾大部分:互換性、尺寸公差和幾何公差、典型零部件的檢測。從各個版本的公差課本來看,幾乎都有這些主要內容,這也意味著以上三個部分的內容是這門課程的核心知識點。學好公差配合與技術測量這門課,也就是要掌握它的核心知識點,學習和理解其原理,因為這門課程的數(shù)值、符號大都來自于國家標準或者行業(yè)標準,對于知識點的記憶要求不是很高,但是要理解它的原理,這樣才能理解和掌握本課程的核心知識點。因此,本文主要敘述作為教師應該如何引導學生學習和理解重點、難點知識,以及如何短時間內掌握核心重要知識點。
1? 公差配合與技術測量課程重點
本課程涉及的概念和定義非常多,分析市場和各個高職院校所用教材,發(fā)現(xiàn)主要包括以下三個重點章節(jié):互換性、公差以及典型零部件的測量。
互換性:
互換性這部分是本課程導讀和引入部分,它從互換性的概念開始,引申出公差和誤差的概念,為接下來的尺寸公差和行為公差做了鋪墊。所謂互換性是指同一規(guī)格的零部件或者產(chǎn)品中,任取一件且不經(jīng)過任何調整和修配,就能替換安裝并且滿足機械或者設備的使用要求[2]。比如按照壞掉的燈管的型號在商店購買一個同型號的,安裝上就能直接發(fā)亮且滿足日常生活要求;手機屏幕摔碎后,再買一個同型號的手機屏幕換上即可正常使用。實現(xiàn)互換性的條件是同一規(guī)格或者同一型號的一批零部件,這也就導出了另外一個概念:“標準和標準化”,標準可以是國家標準、行業(yè)標準或者地方標準,而標準化則是實施標準、貫徹標準的一個過程。按照同一型號或者同一規(guī)格的標準加工生產(chǎn)零部件,最后經(jīng)過檢測合格生產(chǎn)則具有互換性。因此,標準是實現(xiàn)互換性的根本因素之一,只有按照某一標準,進行標準化生產(chǎn)加工,才能得到具有互換性的產(chǎn)品。
互換性在機械生產(chǎn)制造中,從研發(fā)設計到最后檢測檢驗等多個方面都是保證此產(chǎn)品具有互換性,互換性強的零件和通用產(chǎn)品可以簡化設計過程,縮短整個產(chǎn)品的研發(fā)周期,降低成本。最后為了保證零件具有一定的互換性,則需要引入或者設計零件的公差,在檢測時,若零部件的實際誤差在公差的允許的范圍之內,則合格,反之不合格。
2? 尺寸公差和公差帶
本課程的公差包括零件的尺寸公差和形位公差。尺寸公差則是允許其公稱尺寸變化的范圍,形位公差則是表明允許零件形狀和位置尺寸的變化范圍。
2.1 尺寸公差
在機械制造生產(chǎn)過程中,由于存在制造誤差和測量誤差,零件不可能被加工成理想的尺寸[3]。為了降低成本同時保證零件具有一定的互換性,應該將零件的實際尺寸限定在一個范圍內,即尺寸公差。只要實際生產(chǎn)的零部件通過測量在允許的范圍內,則可認為零件能夠滿足使用要求且具有一定的互換性。
尺寸公差(T)涉及零件公稱尺寸(D、d)、上下極限偏差以及極限尺寸。計算公式如下[4]。
Th=ES-EI=Dmax-Dmin
Ts= es-ei=dmax-dmin
式中:Th表示孔的公差,Ts表示軸的公差,Dmax表示孔的上極限偏差,Dmin表示孔的下極限偏差,dmax表示軸的上極限尺寸,dmin表示軸的下極限尺寸。
2.2 公差帶和公差帶圖
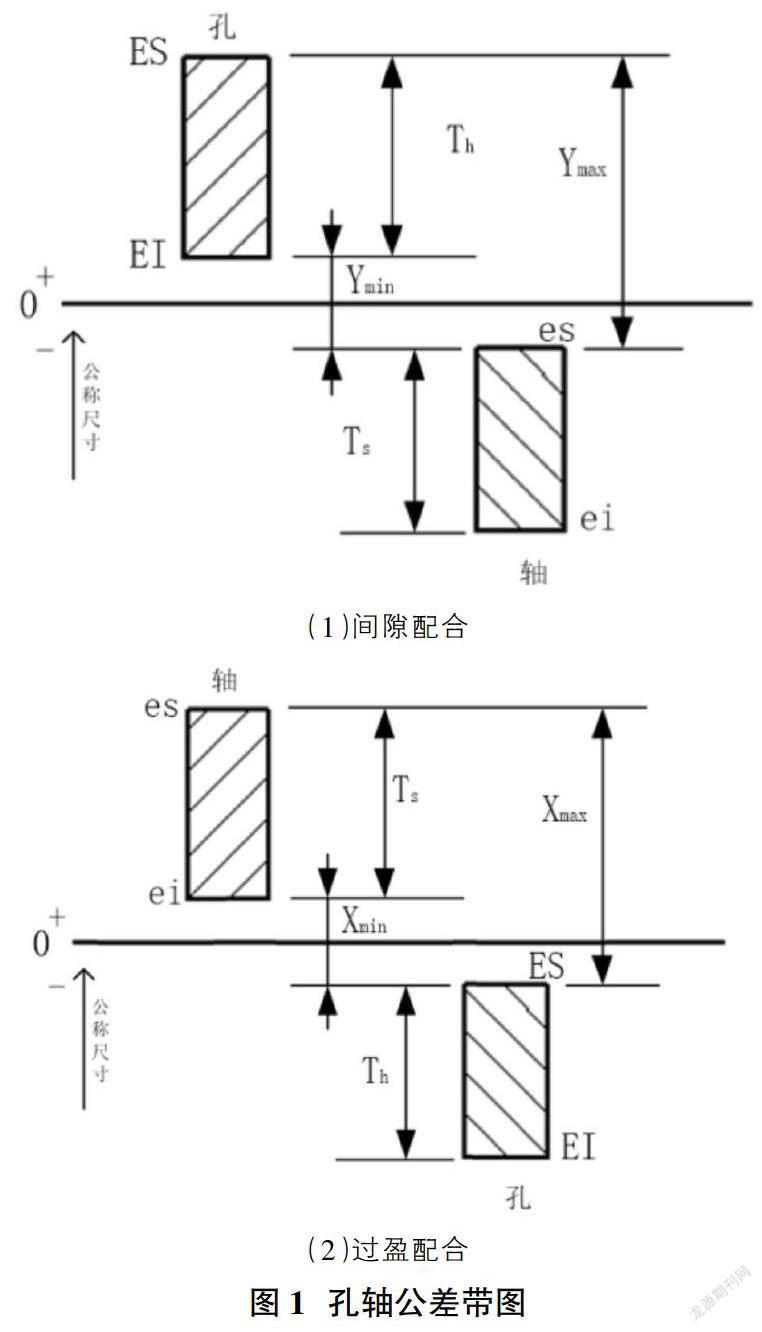
公差帶圖包含零件的公差,公稱尺寸,極限尺寸和極限偏差,同時也可體現(xiàn)零件間的裝配關系,如圖1所示。
圖1表示的孔和軸的公差帶圖,從圖中可以看出零件的尺寸參數(shù)均能表達出來,但是由于工件的基本尺寸(公稱尺寸)與尺寸公差相差甚遠,因此不能按同樣的比例畫出來,因此采取不畫出零件的全部,只畫出零件公差帶相關參數(shù)來進行分析計算。
此外,機械裝配過程中,根據(jù)孔和軸公差的不同,分為三種:間隙配合、過盈配合和過度配合,含義分別為孔和軸在裝配過程中,如果孔的尺寸完全大于軸的尺寸,則成為間隙配合,反之則稱為過盈配合或者緊配合,介于其中的稱為過渡配合。公差帶圖依然可以表達零部件的裝配關系,圖1中表達了孔和軸類零件在裝配過程中的兩種裝配關系,(1)中孔的公差帶完全在軸的之上,即:孔的最小極限尺寸比軸的最大極限尺寸還要大,則表示的是間隙配合的公差帶圖,(2)中軸的公差帶完全在孔的公差帶之上,即:軸的最小極限尺寸比孔的最大極限尺寸還要大,則表示過盈配合的公差帶圖。
3? 幾何公差
零件的幾何公差又叫形位公差,是工件表面的一種微觀表現(xiàn)現(xiàn)象。比如工件某一表面的平面度,表現(xiàn)的是此平面的表面波動情況,需要有專門的測量器具來測量,大部分很難用眼睛觀察。幾何公差的公差大小和公差帶形狀與尺寸公差的都不一樣,它是指零件的實際被測量要素與理論要素之間的偏差,對工件的工作性能有重要意義和作用。
幾何公差分為形狀公差、方向公差、位置公差和跳動公差,其中形狀公差的公差帶大小和位置均沒有基準,其余幾種公差根據(jù)與基準之間的關系有不同的表達方法。
形狀公差的幾何特征包括直線度、平面度、圓度和圓柱度,其特點是沒有基準,公差的大小和位置隨著零件的實際要素變化而變化。比如工件的直線度公差表示的是工件表面某條直線的彎曲程度,它的含義為工件表面某條直線被限定在間距為公差值大小的兩個平行平面或者兩條平行直線之間,其位置隨著工件上的這條直線而浮動。
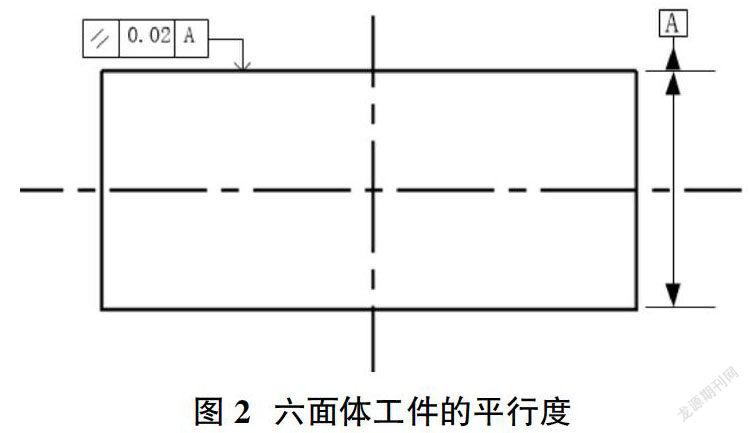
方向公差又稱定向公差,位置公差又稱定位公差,這兩種公差涉及與基準的關系,方向公差的幾何特征包括平行度、直線度、垂直度三種,位置公差包括位置度、同心度(同軸度)、對稱度,這兩種公差的公差帶大小和位置是參照與基準的關系確定的,不會隨著工件的某一特征而浮動,如圖2所示,某個六面體上表面的平行度標注。
圖2中垂直度含義為六面體工件上表面相對于基準中心線A的平行度為0.02mm,含義為六面體工件的上表面被限定在間距為0.02mm且與基準中心線A平行的兩個平行平面之間。
通過這兩種對比,可以看出無基準的形狀公差的公差帶隨著工件的被測要素浮動而變化,方向公差和位置公差的公差帶被限定在基準允許的位置上變化。幾何公差的其余幾何特征項目含義和表達方法類似,可以參考徐秀娟老師主編的《公差配合與測量技術》一書。
典型零部件的測量是本課程的最后一部分重點知識,通過學習有關國家標準或者行業(yè)標準,讓學生實際動手操作,測量典型的零部件相關參數(shù),能夠有效的將理論知識進行實踐檢驗,有利于對課程重點的理解[5]。
4? 結論
本文通過敘述和分析公差配合與互換性的課程重點難點基礎知識,說明了本課程的學習特點,知識點比較多,但比較容易理解。
在學習本門課程時,注重與生活實際相聯(lián)系,不能限定在課本上的理論知識記憶,先理解后記憶,找到各個章節(jié)內容之間的關聯(lián),與生活中的實例相對應,才能有效的學習本門課程。
本課程是機械專業(yè)學生學習核心專業(yè)課的基礎,由于本課程的課程知識點多、雜等特點,很多學生學習過程很費勁,學習效果也不是很好,因此,在教學過程中,授課教師應該理清楚每個章節(jié)和每個知識點之間的關聯(lián),結合生活實際中的案例進行教學,使學生能夠輕松的理解并記憶,為之后專業(yè)核心課程的學習打好基礎。
參考文獻:
[1]廖念釗,古瑩菴,莫雨松.互換性與技術測量[M].五版.2007:1-8.
[2]徐秀娟,高葛,吳呼玲.互換性與技術測量基礎[M].2010:1-5.
[3]李彪.互換性與技術測量教學要求[J].遠程教育雜志,1994(2):45-46.
[4]武良臣,呂寶占.互換性與技術測量[M].北京郵電大學出版社,2009:20-35.
[5]張雷雨,李劍鋒,高亞楠.《公差與配合》課程教學方法探討[J].機電產(chǎn)品開發(fā)與創(chuàng)新,2018,31(02):83-85.
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
甘肅教育(2020年2期)2020-09-11 08:01:42
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國當代醫(yī)藥(2015年36期)2015-03-11 20:03:35
中學語文(2015年21期)2015-03-01 03:52:15
散文百家(2014年11期)2014-08-21 07:17:18