S355J2W+N耐候鋼板根部大熔深MAG對(duì)接焊工藝及接頭的組織和性能
2020-09-10 07:22:44郭超超丁成鋼楊大龍
電焊機(jī) 2020年11期
郭超超 丁成鋼 楊大龍
摘要:采用高頻脈沖焊和常規(guī)脈沖MAG焊對(duì)S355J2W+N耐候鋼12 mm厚板進(jìn)行了對(duì)接焊工藝試驗(yàn),研究了對(duì)接打底焊的大熔深工藝及接頭的顯微組織和力學(xué)性能。結(jié)果表明:與常規(guī)脈沖MAG焊相比,焊接間隙為“0”時(shí),高頻脈沖MAG焊具有較強(qiáng)的根部熔深能力,較小的焊接熱輸入(6.06 kJ/cm),使其可打底焊縫寬度由2.7 mm增加到3.2 mm,增加約18.5%;高頻脈沖MAG焊接頭呈較為理想的組織特征,焊縫中針狀鐵素體組織含量較多,焊縫、熔合區(qū)不含側(cè)板條鐵素體組織,過熱區(qū)的晶粒粗化程度較小;接頭抗拉強(qiáng)度均大于母材強(qiáng)度下限值,斷裂位置均位于母材;接頭彎曲試驗(yàn)中彎曲角度為180°時(shí),受拉面無裂紋,接頭塑性良好;相比常規(guī)脈沖MAG焊,高頻脈沖MAG焊接頭的低溫(-40 ℃)沖擊韌性較好,焊縫區(qū)沖擊功高出約9.6%,熱影響區(qū)沖擊功高出約12.3%。
關(guān)鍵詞:S355J2W+N耐候鋼;高頻脈沖MAG焊;對(duì)接焊接頭;根部大熔深工藝;組織和性能
中圖分類號(hào):TG457.11文獻(xiàn)標(biāo)志碼:A文章編號(hào):1001-2303(2020)11-0050-05
DOI:10.7512/j.issn.1001-2303.2020.11.09
0 前言
S355J2W+N耐候鋼是制造高速動(dòng)車組轉(zhuǎn)向架焊接構(gòu)架的主要用鋼。在轉(zhuǎn)向架構(gòu)架焊接生產(chǎn)過程中,某些焊縫受到焊接空間限制只能實(shí)施單面焊,并要求底層焊道完全熔透和成形良好,實(shí)現(xiàn)單面焊雙面成形。常規(guī)脈沖 MAG焊工藝,在焊接熱輸入不宜增加的情況下,其焊接熔深比較有限[1],且在實(shí)際焊接過程中,由于焊接應(yīng)力變形的原因,焊接間隙為“0”時(shí),根部熔深有限,常出現(xiàn)未熔合、未焊透的焊接缺陷,背面成形困難,單面焊雙面成形的焊接工藝受到極大的限制。
高頻脈沖MAG焊的高頻脈沖使熔池金屬在周期性變化的力的作用下得到了充分的振蕩、沖擊和攪拌,電弧的穿透力增強(qiáng),使熔池熔深增加,焊縫熔寬增加,焊縫余高減小,高頻脈沖電流可引起明顯的電弧收縮效應(yīng),提高電弧穩(wěn)定性,有利于改善和提高焊接質(zhì)量,并使電弧壓力有較大提高[2-4]。由于高頻脈沖MAG焊具有壓縮電弧的特性,與普通脈沖MAG焊相比,在相近的焊接線能量(熱輸入)下,可獲得更大的脈沖電弧能量密度[5],高頻脈沖MAG焊具有如下特點(diǎn):(1)“一脈多滴”的熔滴過渡,焊接速度更快,與常規(guī)脈沖MAG焊相比,焊接效率可提高約30%~40%;(2)弧柱收窄,具有壓縮電弧特性,增加了焊接熔深及電弧的穿透力;(3)小電流更穩(wěn)定,更適合立向下打底焊;(4)基本無焊接飛濺。
在此背景下,文中以焊接間隙為“0”的S355J2W+N鋼12 mm板對(duì)接接頭為例,對(duì)打底焊(根部)大熔深的焊接工藝及接頭的顯微組織和力學(xué)性能進(jìn)行研究,為高頻脈沖MAG焊工藝在高速動(dòng)車組轉(zhuǎn)向架構(gòu)架焊接制造上的應(yīng)用提供試驗(yàn)依據(jù)。
1 試驗(yàn)材料與方法
1.1 試驗(yàn)材料
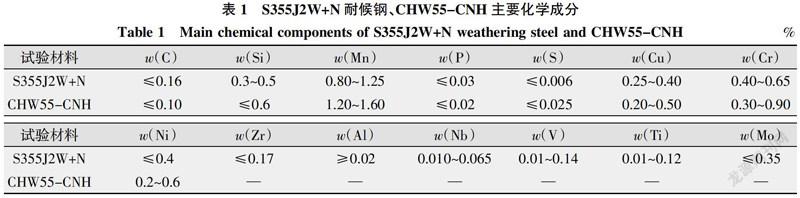
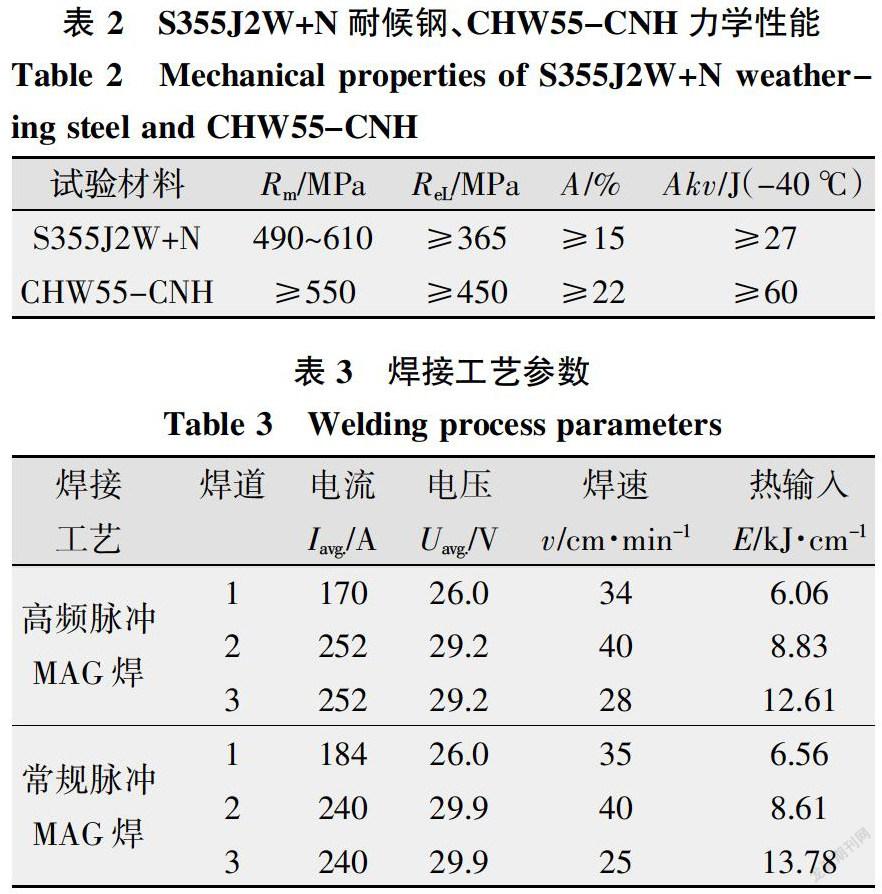
試驗(yàn)采用350 mm×150 mm×12 mm的S355J2W+N耐候鋼板作為母材,選用CHW55-CNH焊絲(φ1.2 mm)。母材及焊絲的化學(xué)成分和力學(xué)性能分別如表1、表2所示。用φ(Ar)80%+φ(CO2)20%作為保護(hù)氣體,氣體流量20 L/min。
1.2 試驗(yàn)方法
1.2.1 焊接工藝對(duì)比試驗(yàn)
選用在原有焊機(jī)基礎(chǔ)上改制的高頻脈沖MAG焊機(jī)及普通脈沖MAG焊機(jī)(選用“熔深控制-深熔模式”),搭配HCD500A-1擺動(dòng)式自動(dòng)焊接小車。接頭形式為對(duì)接,坡口60°,鈍邊為0.5 mm,間隙為“0”。焊道層間溫度低于180 ℃,焊前無預(yù)熱處理,焊接工藝參數(shù)如表3所示,其中根據(jù)脈沖MAG焊的焊接電流、電壓的基值、峰值確定了焊接電流、電壓平均值(Iavg.、Uavg.),即焊機(jī)面板的“顯示值”。基值、峰值的電流和電壓及基值電流時(shí)間由預(yù)置的程序隨機(jī)生成。
1.2.2 焊接接頭綜合評(píng)定試驗(yàn)
用Leica DMi8 A金相顯微鏡觀察金相組織,分析接頭顯微組織特點(diǎn);參照EN ISO 4136“焊接接頭的橫向拉伸試驗(yàn)”標(biāo)準(zhǔn)的規(guī)定,對(duì)焊接接頭進(jìn)行拉伸試驗(yàn);參照EN ISO 5173“焊接接頭的彎曲試驗(yàn)”標(biāo)準(zhǔn)的規(guī)定,對(duì)標(biāo)準(zhǔn)彎曲試樣進(jìn)行側(cè)彎試驗(yàn);參照EN ISO 9016:2012“焊接接頭沖擊試驗(yàn)方法”的規(guī)定,選用JB-W300A型沖擊試驗(yàn)機(jī)進(jìn)行沖擊試驗(yàn),缺口開在焊縫、熱影響區(qū)(距焊趾處2 mm),試驗(yàn)溫度為-40 ℃,并用JSM-6700F型場(chǎng)發(fā)射掃描電鏡對(duì)斷口進(jìn)行觀察與分析。
2 試驗(yàn)結(jié)果與分析
2.1 接頭的宏觀形貌
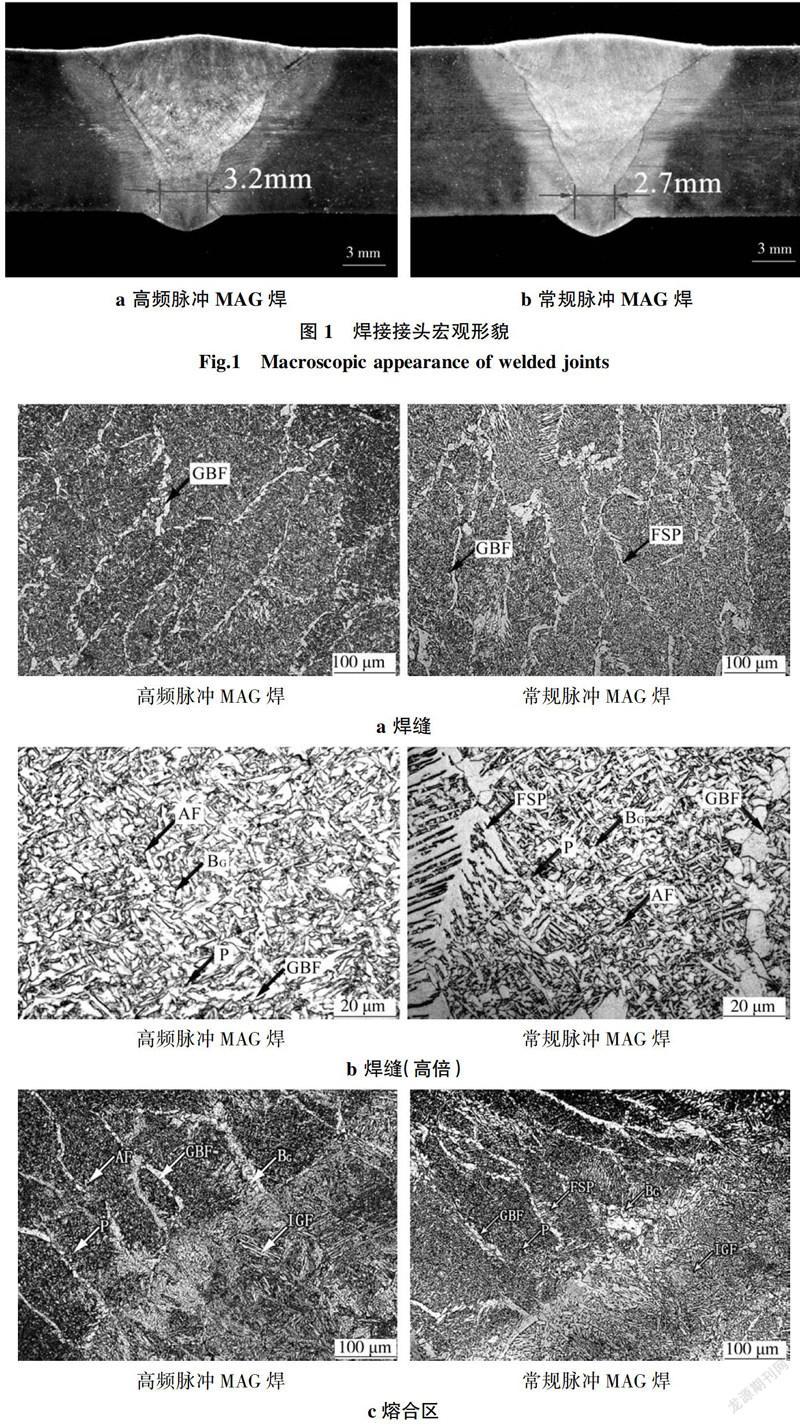
焊接接頭的宏觀形貌和顯微組織如圖1所示。可以看出,常規(guī)脈沖MAG焊和高頻脈沖MAG焊焊縫成形均良好,未出現(xiàn)未熔合、未焊透、裂紋和燒穿等缺陷,未發(fā)現(xiàn)氣孔。對(duì)打底焊縫成形規(guī)律的進(jìn)一步分析發(fā)現(xiàn),高頻脈沖MAG焊打底焊單位焊縫寬度的熱輸入較小(1.89 kJ/cm·mm),而常規(guī)脈沖MAG焊打底焊單位焊縫寬度的熱輸入較大(2.43 kJ/cm·mm),所以即使在較小的焊接熱輸入下(高頻脈沖MAG為6.06 kJ/cm,常規(guī)脈沖MAG為6.56 kJ/cm),高頻脈沖MAG焊對(duì)熔池作用的范圍也較大,這不僅使焊縫根部寬度增加約18.5%(2.7 mm→3.2 mm),還能較好地解決單面焊雙面成形根部的熔合問題,達(dá)到根部背面良好的“反熔”要求,更好地實(shí)現(xiàn)根部“大熔深”的焊接工藝。
2.2 接頭的顯微組織
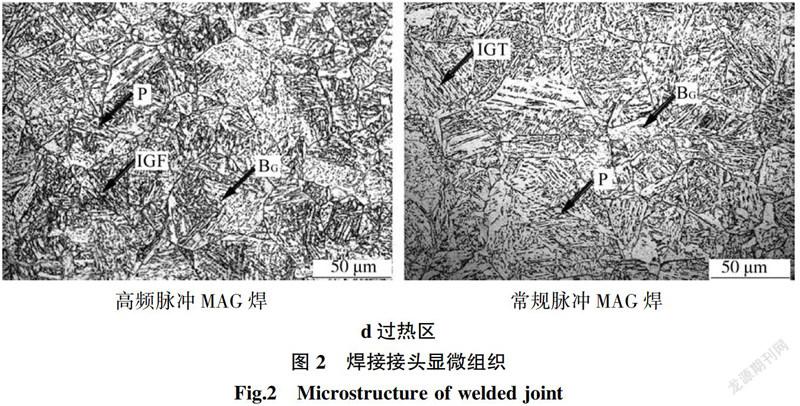
焊接接頭顯微組織如圖2所示。常規(guī)脈沖MAG焊接頭各區(qū)域的組織類型為:焊縫中主要是先共析鐵素體(GBF)、針狀鐵素體(AF)組織、粗大的側(cè)板條鐵素體(FSP)組織、少量的珠光體(P)和粒狀貝氏體(BG);熔合區(qū)為先共析鐵素體(GBF),少量的珠光體(P)、粒狀貝氏體(BG)和針狀鐵素體(AF);過熱區(qū)為晶內(nèi)細(xì)條狀鐵素體(IGF)、少量珠光體(P)和粒狀貝氏體(BG),未見粗大的魏氏體組織。與常規(guī)脈沖MAG焊相比,高頻脈沖MAG接頭各區(qū)域的組織具有顯著特點(diǎn):(1)焊縫、熔合區(qū)不含粗大的側(cè)板條鐵素體組織(FSP);(2)焊焊縫中有較多的針狀鐵素體(AF);(3)高頻脈沖MAG焊的高頻脈沖產(chǎn)生的機(jī)械攪拌作用使焊縫晶粒細(xì)化;(4)過熱區(qū)的晶粒粗化程度較小。
針狀鐵素體組織是中溫組織轉(zhuǎn)變產(chǎn)物,長(zhǎng)寬比多為4∶1,形成溫度在600 ℃到貝氏體組織轉(zhuǎn)變點(diǎn)(BS),是在中等冷卻速度下,且有氧化物夾雜作為形核質(zhì)點(diǎn)形成的,AF組織的增加,可顯著改善焊縫金屬的韌性[6-8]。在相近的焊接熱輸入下,高頻脈沖電弧能量密度大,縮短焊縫及熔合區(qū)金屬800 ℃到500 ℃冷卻時(shí)間(t8/5),增大焊接接頭的冷卻速度,更易形成針狀鐵素體,熔合區(qū)中脆性的側(cè)板條鐵素體組織難以形成,過熱區(qū)的晶粒粗化程度降低。
2.3 接頭的拉伸性能及彎曲性能
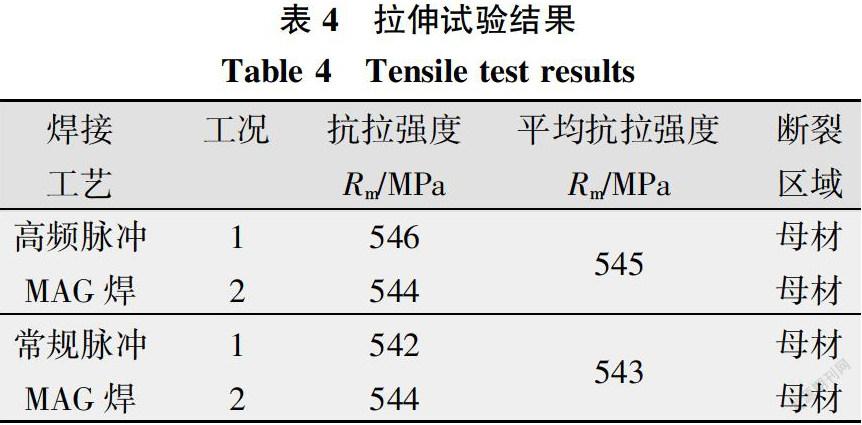
拉伸試驗(yàn)結(jié)果如表4所示,所有接頭的抗拉強(qiáng)度都符合ISO 15614-1:2017標(biāo)準(zhǔn)(大于等于母材強(qiáng)度下限值),斷裂位置位于母材,高頻脈沖MAG焊接頭的平均抗拉強(qiáng)度545 MPa,常規(guī)脈沖MAG焊接頭的平均抗拉強(qiáng)度543 MPa。
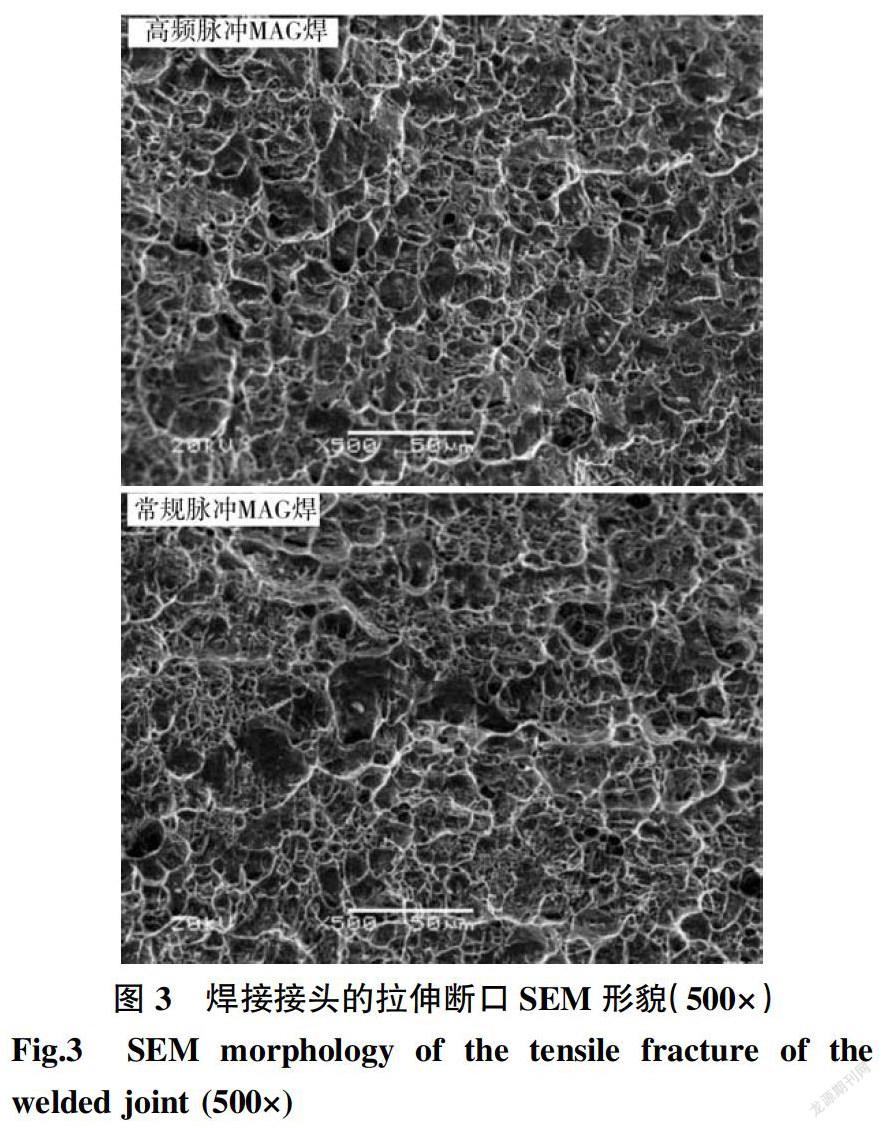
焊接接頭的拉伸斷口SEM形貌如圖3所示。由圖3可知,兩種焊接接頭的斷裂均為韌性斷裂,纖維區(qū)中韌窩大小不等,有較多小而淺的韌窩和少量大而深的韌窩,并且斷面高低不平。
焊接接頭的彎曲試樣經(jīng)180°側(cè)彎后,每個(gè)彎曲試樣的受拉面均無裂紋,焊接接頭塑性良好。
2.4 低溫沖擊韌性
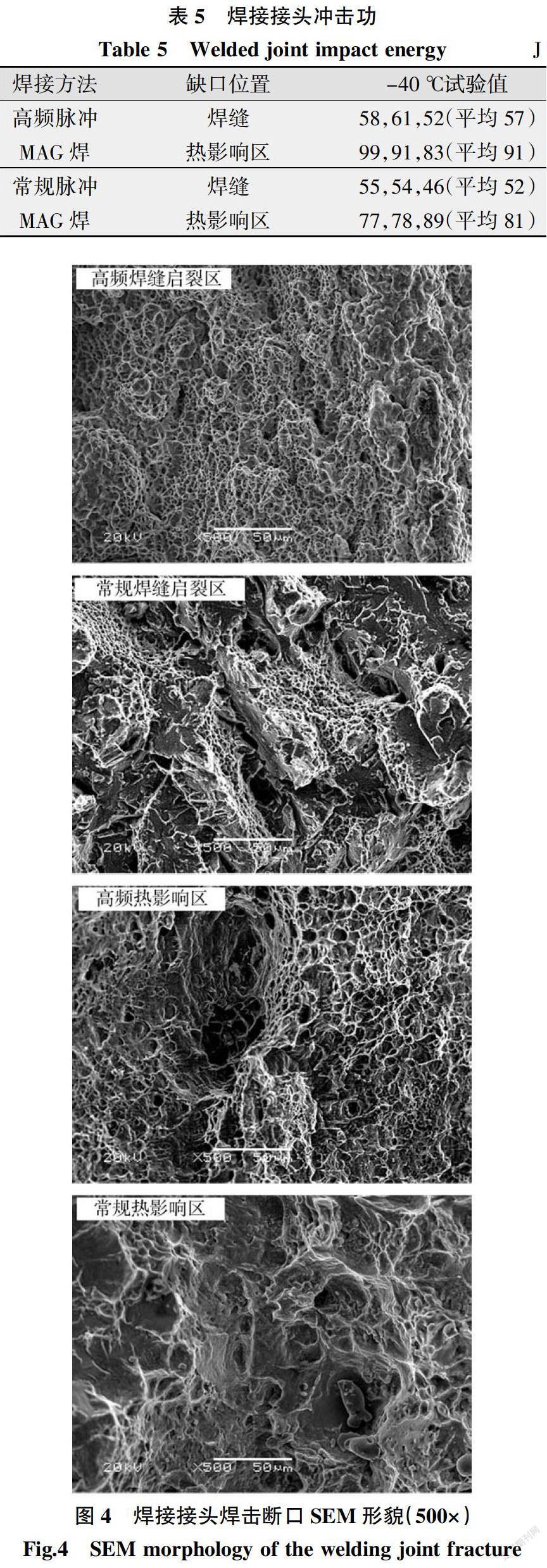
焊接接頭的焊縫和熱影響區(qū)低溫沖擊試驗(yàn)結(jié)果如表5所示,與常規(guī)脈沖MAG焊相比,高頻脈沖MAG焊接頭的焊縫區(qū)和熱影響區(qū)沖擊功分別高出9.6%和12.3%。-40 ℃沖擊功均超過規(guī)定的最小沖擊功27 J。兩種焊接接頭的沖擊斷口SEM形貌如圖4所示。可以看出,高頻脈沖MAG焊接頭焊縫斷口的啟裂區(qū)主要是準(zhǔn)解理和大量小韌窩,常規(guī)脈沖MAG焊接頭焊縫斷口的啟裂區(qū)主要是解理和準(zhǔn)解理,高頻脈沖MAG焊焊縫沖擊韌性更好。
高頻脈沖MAG焊接頭熱影響區(qū)斷口的啟裂區(qū)主要為韌窩和少量的準(zhǔn)解理,韌窩尺寸大且深;常規(guī)脈沖MAG焊接頭熱影響區(qū)斷口的啟裂區(qū)主要為準(zhǔn)解理和少量的韌窩,韌窩尺寸小且淺。由此可見,高頻脈沖MAG焊接頭熱影響區(qū)沖擊韌性更好。
3 結(jié)論
(1)高頻脈沖MAG焊接頭和常規(guī)脈沖MAG焊接頭的焊縫金屬與母材金屬均熔合良好,無裂紋、氣孔、夾雜類缺陷;當(dāng)焊接間隙為“0”時(shí),相比常規(guī)脈沖MAG焊,高頻脈沖MAG焊打底焊單位焊縫寬度的焊接熱輸入較小,在較小的焊接熱輸入下(6.06 kJ/cm),高頻脈沖MAG焊接頭焊縫根部可實(shí)現(xiàn)較大的熔深,打底焊縫寬度由2.7 mm增至3.2 mm,增加約18.5%。
(2)與常規(guī)脈沖MAG焊相比,高頻脈沖MAG焊焊縫組織晶粒較為細(xì)小,針狀鐵素體(AF)數(shù)量較多,焊縫、熔合區(qū)不含側(cè)板條鐵素體(FSP),粗晶區(qū)晶粒粗化程度較小。
(3)兩種焊接接頭的抗拉強(qiáng)度均符合焊接工藝評(píng)定標(biāo)準(zhǔn),拉伸試樣為韌性斷裂,斷裂位置均在遠(yuǎn)離焊縫的母材處;彎曲試樣經(jīng)180°彎曲后,受拉面均無裂紋,焊接接頭塑性良好。
(4)相比常規(guī)脈沖MAG焊,高頻脈沖MAG焊接頭的低溫(-40 ℃)沖擊韌性較好,焊縫區(qū)和熱影響區(qū)沖擊功分別高出約9.6%和12.3%。
參考文獻(xiàn):
[1] 王元良,駱德陽(yáng),王一戎. 我國(guó)高速列車焊接技術(shù)及其新發(fā)展[J]. 電焊機(jī),2008,38(8):8-12.
[2] 齊鉑金,許海鷹,張偉. 0Cr18Ni9Ti超音頻脈沖TIG焊接頭組織與性能[J]. 北京航空航天大學(xué)學(xué)報(bào),2009(2):132-133.
[3] 從保強(qiáng),齊鉑金,周興國(guó). 超快變換高頻變極性方波TIG電弧行為[J]. 焊接學(xué)報(bào),2009,30(6):87-89.
[4] 邱靈,楊春利,林三寶. 高頻脈沖變極性焊接工藝性能研究[J]. 焊接,2007(7):35-38.
[5] 朱余榮,黃煒. 脈沖MAG焊的脈沖能量參數(shù)對(duì)熔滴過渡特性的影響[J]. 焊接學(xué)報(bào),1996(5):6-8.
[6] 熊玲琪,李紅衛(wèi). 高強(qiáng)度低合金鋼焊縫金屬的組織及其影響因素[J]. 鋼鐵研究學(xué)報(bào),2010,22(6):53-58.
[7] 杜則裕,張德勤,田志凌. 低碳低合金鋼焊縫金屬的顯微組織及其影響因素[J]. 鋼鐵(增刊),1999(34):67-71.
[8] 劉會(huì)杰. 焊接冶金與焊接性[M]. 北京:機(jī)械工業(yè)出版社,2010:9.