CRDM管座貫穿件密封焊工藝改進研究
2020-09-10 07:22:44陳俊鋒
電焊機 2020年11期
關鍵詞:裂紋
陳俊鋒
摘要:CRDM管座貫穿件密封焊根部焊接裂紋問題一直以來困擾著各大核設備制造廠。提出一種解決根部裂紋問題的工藝改進措施,并通過焊接數值模擬方法進行模擬分析,改進了CRDM管座貫穿件密封焊接工藝,解決了根部焊接裂紋問題。改進后的焊接工藝通過了焊接工藝評定的驗證。最終,改進后的焊接工藝應用于產品制造,21根CRDM管座貫穿件密封焊縫所有檢驗一次合格。
關鍵詞:CRDM管座貫穿件;裂紋;焊接模擬;工藝改進
中圖分類號:TG441.7文獻標志碼:A文章編號:1001-2303(2020)11-0058-06
DOI:10.7512/j.issn.1001-2303.2020.11.11
0 前言
反應堆壓力容器是核島的關鍵設備之一,是一回路系統壓力邊界的重要組成部分。反應堆壓力容器頂蓋控制棒驅動機構(CRDM)管座貫穿件焊接接頭區的早期應力腐蝕開裂比較嚴重,是導致頂蓋含輻射性介質泄漏的主要原因[1]。
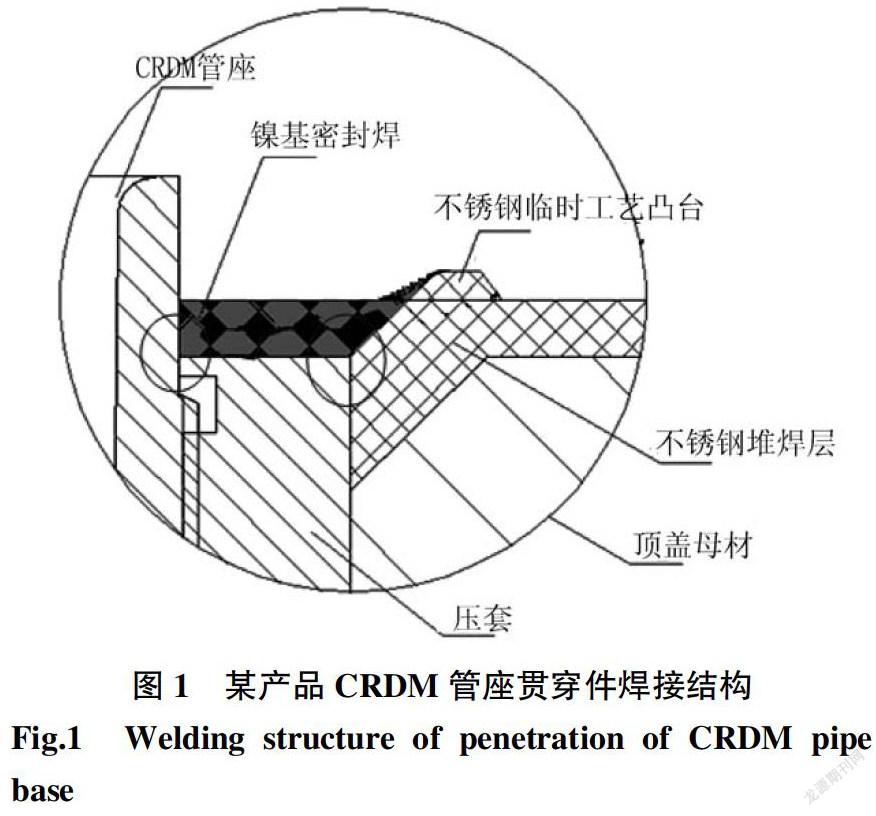
不同項目、不同設計院設計的CRDM管座貫穿件焊接結構,其坡口尺寸、角度等略有差異,但焊接結構一直是CRDM管座與頂蓋的貫穿非全焊透結構,CRDM管座與頂蓋采用插入式套裝結構,CRDM管座與頂蓋存在初始裝配間隙,裝配間隙一直延伸到第一道根部打底焊道(如圖1中的壓套與不銹鋼堆焊層之間的裝配間隙)。
CRDM管座貫穿件焊縫根部存在初始的裝配間隙使根部處于Ⅰ型(張開型)裂紋狀態,該間隙可視作初始裂紋源,在此處會產生明顯的應力集中,導致結構強度急劇下降,即使較小的應力和應變也會導致裂紋的萌生和擴展。因此,無論是在焊接過程中或是在后續產品運行過程中,焊縫根部區域均是整個結構中最薄弱的點[2]。
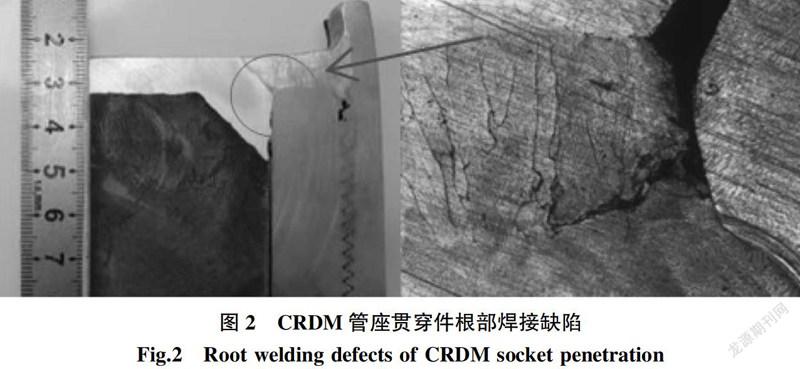
CRDM管座貫穿件根部焊道焊接缺陷問題一直困擾著各個制造廠。某制造廠CRDM管座貫穿件根部焊道采用鎢極氬弧焊(GTAW)焊接后產生的裂紋如圖2所示。以往,大多數學者的研究聚焦于CRDM管座貫穿件焊接后的整體應力分布情況以及通過改善焊接后殘余應力分布及水平來減少應力腐蝕裂紋,尚無學者關于如何解決此種焊接結構下的根部焊接裂紋的報道。
文中在原有工藝的基礎上,采用焊接數值模擬方法對影響CRDM管座貫穿件焊縫根部裂紋的關鍵因素(裂紋敏感性、焊接應力狀態等)進行分析,以改進CRDM管座貫穿件焊接工藝。該研究成果對于類似產品的焊接具有指導意義,對于同行業焊接工藝研究和優化具有一定的參考價值。
1 技術分析
1.1 焊接結構簡介
文中研究對象為某項目CRDM管座貫穿件焊接結構(見圖1)。CRDM管座貫穿件(Inconel 690)與頂蓋母材(SA-508GR.3CL.1帶不銹鋼堆焊層E309L+E308L)采用冷套的形式進行裝配,裝配后采用螺紋壓套(Inconel 690)旋入間隙,壓套與不銹鋼堆焊層以及Inconel 690管座貫穿件采用焊接方式(焊材為ERNiCrFe-7A)進行密封焊接。壓套與兩側的CRDM管座和不銹鋼堆焊層均存在初始裝配間隙,在前期工藝開發階段發現壓套與不銹鋼堆焊層一側的根部焊接裂紋(見圖2),而另一側未發現裂紋。經分析,裂紋源為鎳基焊縫結晶熱裂紋,并且在較大應力作用下發生了擴展。
1.2 根部裂紋的關鍵影響因素分析
1.2.1 裂紋的萌生
Inconel 690鎳基合金為單向奧氏體組織,具有液態金屬流動性差、焊縫金屬熔深淺等特點,存在熱裂紋傾向,焊接過程中容易產生結晶裂紋[3]。
熱裂紋的萌生過程與鎳基材料的結晶過程有關,裂紋產生于焊縫金屬凝固過程的最終階段,此時溫度略高于固相線,焊縫金屬結晶接近完成,但晶粒間尚存在著很薄的液相層,塑性很低,即使在應變很小的情況下也會引發裂紋的萌生(該溫度區間為脆性溫度區間BTR),當因冷卻不均勻收縮而產生的拉伸變形超過臨界值時,即沿晶界液相層開裂[2]。熱裂紋的產生與焊縫處于BTR溫度區間的時間長短以及在該溫度區間產生的拉伸應變量有很大的關系。
因此,要保證Inconel 690鎳基合金的焊接質量,在保證焊縫熔合良好的情況下,必須盡可能地降低熔池溫度來縮短高溫停留時間。與熔池溫度相關的參數主要有熱輸入和填充金屬量,也就是說必須要采用小的熱輸入和大的填充金屬量來避免熔池過熱,從而降低熱裂紋的敏感性。
1.2.2 裂紋的擴展
焊接應力是影響結晶過程中拉伸應變量的關鍵因素,也是導致裂紋擴展的必要條件,裂紋的萌生及擴展與焊接應力密不可分。CRDM管座貫穿件焊接結構存在初始裝配間隙,在此處會產生明顯的應力集中,焊接過程中的應力以及殘余應力的大小將直接影響根部裂紋的萌生和擴展,此外,材料性能的差異也加劇了交匯區域的應力集中。因此,若要最大限度地抑制根部焊縫裂紋的萌生和擴展,必須采取有效的措施來降低該區域的應力水平,改善其應力分布狀態。
1.3 工藝改進分析
1.3.1 熱裂紋分析
原焊接工藝采用的是GTAW焊,其特點是電弧熱量集中、溫度高、電弧穩定性好、焊縫質量高、焊縫成形窄而薄,通常情況下其焊接質量高于焊條電弧焊(SMAW)。因此,對于一些特殊結構的焊接(如單面焊雙面成型),常采用GTAW。然而,前文提到,對于熱裂紋的控制要避免熔池過熱,在相同的熱輸入下需要更多的填充金屬量來避免熔池過熱,會獲得寬厚的焊縫成形,這與GTAW的焊接特點剛好背道而馳。
此外,GTAW為槍-絲分離,在實際焊接過程中需要雙手配合協作,對焊接技能要求更高,通過焊接操作控制來補充填充金屬量的不足也更為困難。相對而言,SMAW的槍-條一體的焊接特點使其填充金屬量更易控制,在相同熱輸入下更容易獲得寬厚的焊縫。因此,文中提出采用SMAW來替代GTAW進行工藝改進。
1.3.2 焊接應力改進分析
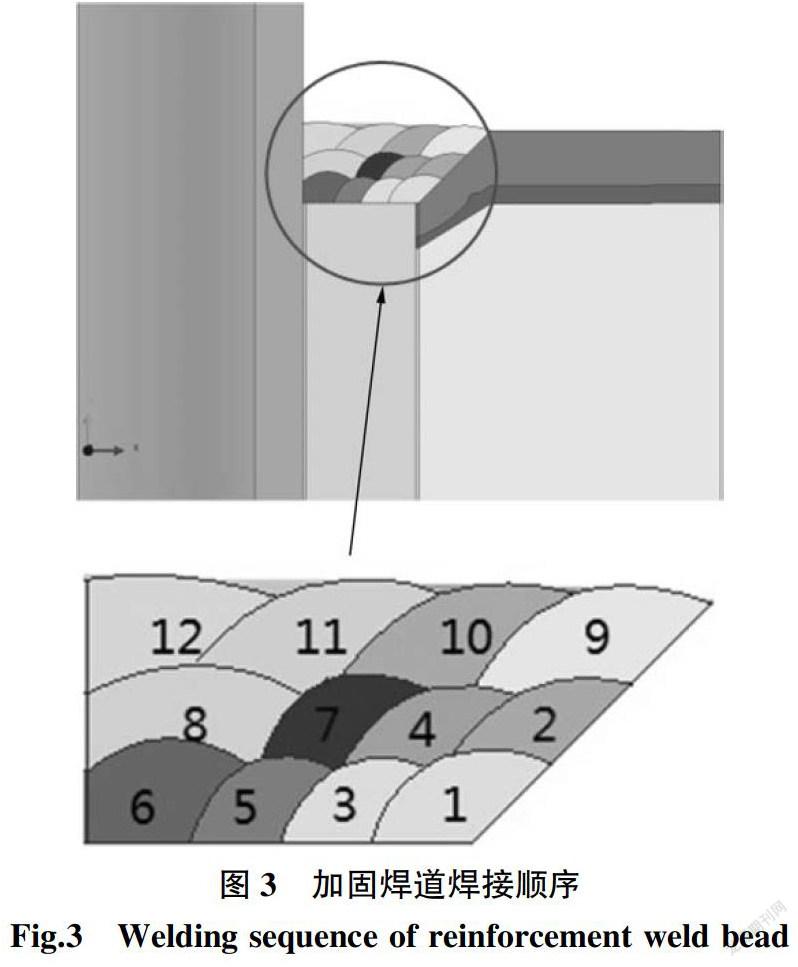
通常情況下,為提高堆焊結構的焊接效率,其焊接順序為從左到右或者從右到左或左右交替往復式運動,并逐層堆高。但這種焊接順序不利于控制CRDM管座貫穿件結構的根部裂紋,根部處于Ⅰ型(張開型)裂紋狀態,任何垂直于間隙的應力分量都會加劇根部裂紋萌生以及擴展的可能性,應力分量越大,影響越大。按照通常的焊接順序排布焊道,第一層后續焊接的每一道焊縫冷卻時都會產生垂直于裝配間隙橫向收縮應力,并且由于后續焊道橫向收縮方向與初始間隙處于垂直狀態,其橫向應力在該方向上的應力分量接近100%。因此,為減少后續層焊接產生的焊接應力對根部焊道的影響,擬采用加固焊道的方式來改善應力分布狀態,在后續焊道焊接過程中,由加固焊道分擔部分橫向應力,避免應力分量直接作用于打底焊縫根部,從而避免產生裂紋。
1.3.3 焊接參數改進設置
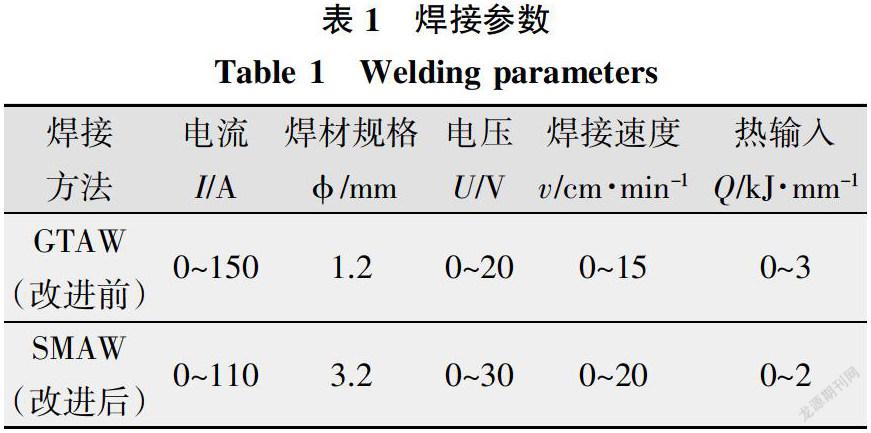
基于上述分析,并結合實際生產制造經驗(SMAW可在更低的熱輸入量情況下獲得所期望的焊縫尺寸),擬定改進的焊接參數,參數對比如表1所示,加固焊道焊接順序如圖3所示。
2 焊接模擬分析
為確定改進分析的合理性,采用Sysweld軟件對改進前后的焊接工藝進行焊接過程模擬分析,分別對比了工藝改進前后根部焊道的熱裂紋敏感性以及應力情況,以驗證和完善改進后的工藝。
模型采用1/4軸對稱多層多道焊模型,采用非均勻網格劃分的方式,焊縫到非焊接區域網格逐步過渡[4],由于管座貫穿件焊縫焊接前其余堆焊焊縫已經過熱處理,因此將模型簡化為非相關焊縫初始應力為0,相關參數按母材設置。焊接參數充分參考生產實際經驗,詳見表1。
對焊接方法、加固焊道兩項關鍵分析變素進行針對性的建模處理,焊接方法主要影響線能量以及焊縫尺寸的設定,而加固焊道主要影響焊道的順序排布,建模如下。
2.1 熱裂紋改進分析模型
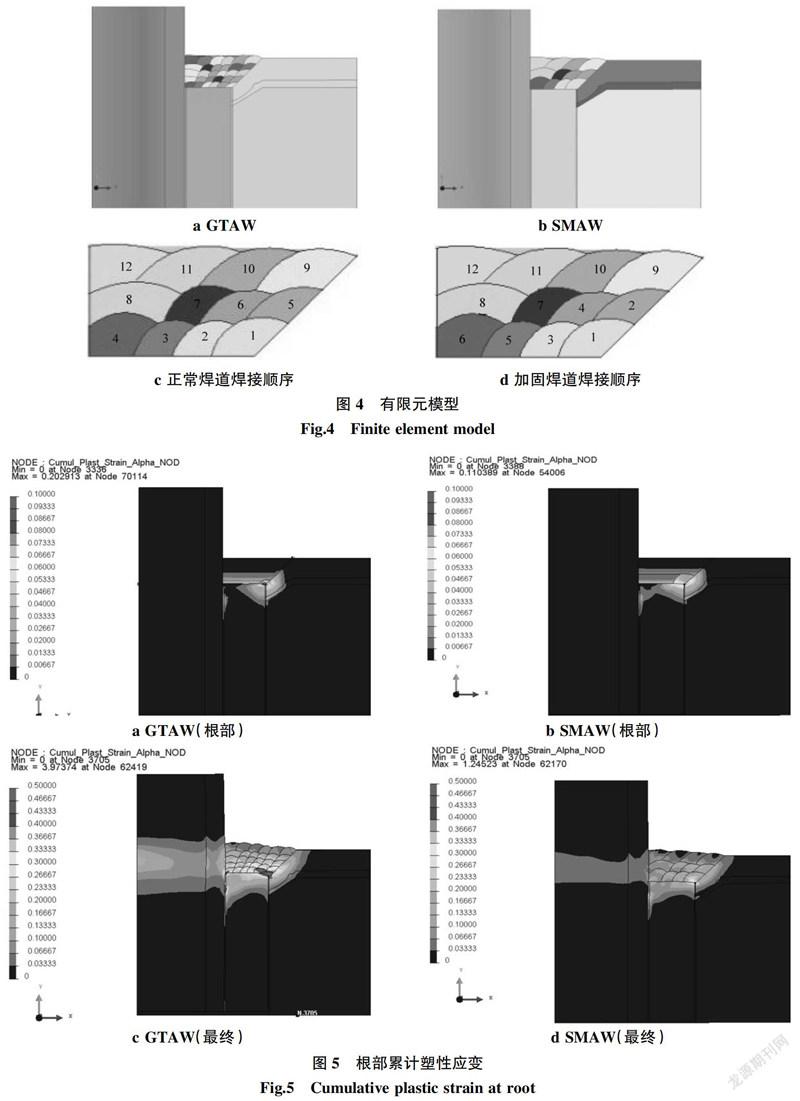
(1)GTAW:熔池尺寸4 mm(熔寬)×2 mm(熔深);焊道數量6×5,見圖4a。
(2)SMAW:熔池尺寸6 mm(熔寬)×3 mm(熔深),焊道數量4×3,見圖4b。
2.2 焊接應力改進分析模型
正常焊道焊接順序見圖4c,加固焊道焊接順序見圖4d。
3 模擬結果分析
3.1 焊接方法對熱裂紋影響的模擬分析
熱裂紋的產生(結晶裂紋液膜理論)與熔池凝固最終階段的應變量有關,在有限元模擬中可以通過計算高溫區間的累計塑性應變量來表征熱裂紋的敏感性[5]。不同焊接方法下的打底焊縫完成后以及最終焊縫完成后的熱裂紋敏感性分布如圖5所示。無論是在根部打底焊道完成焊接后還是整體焊道全部焊接后,GTAW的根部區域熱裂紋敏感性明顯要高于SMAW。
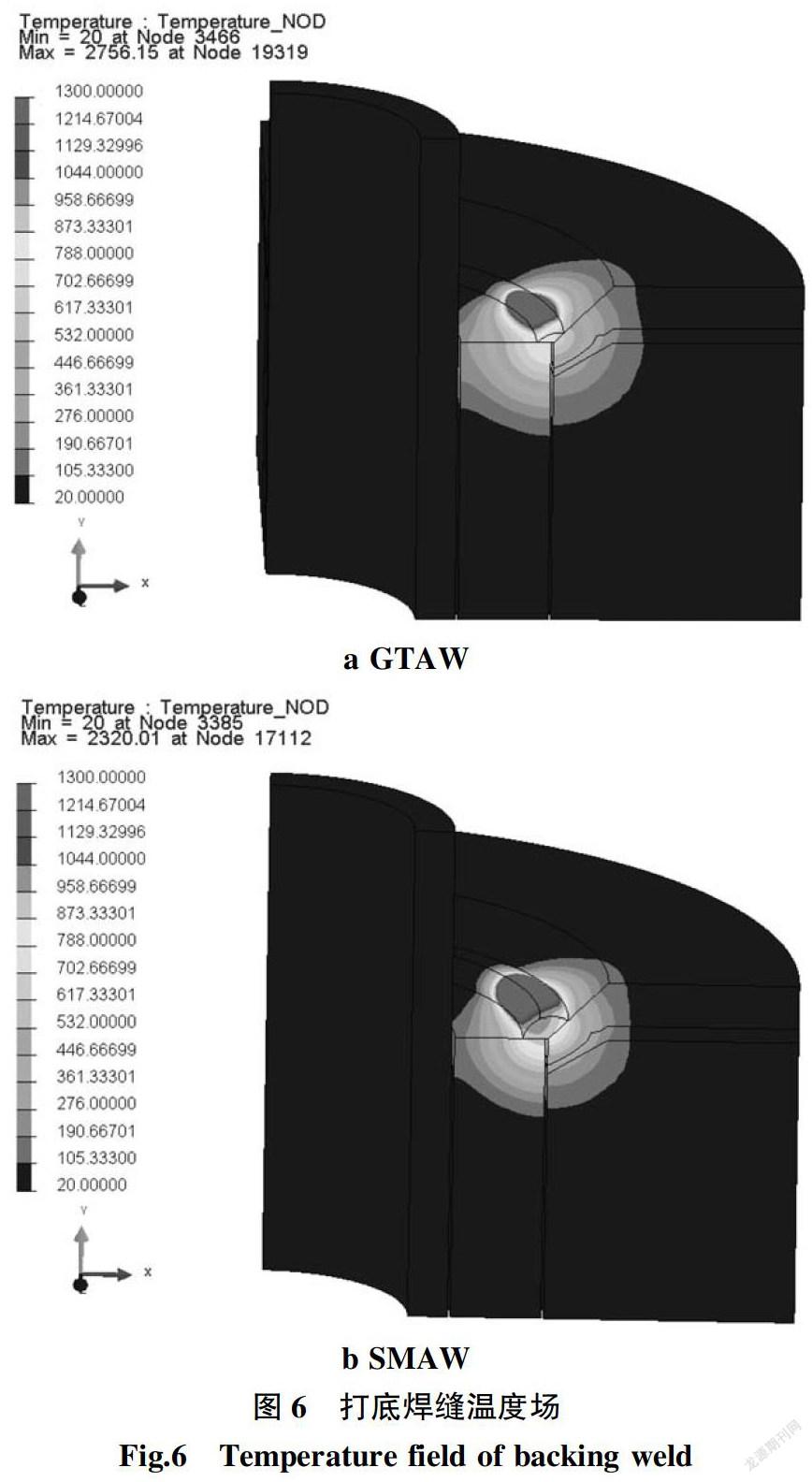
結合焊接溫度場分布(見圖6)可以看出,SMAW焊接時熔池最高溫度更低(GTAW:2 756 ℃;SMAW:2 320 ℃),相應的SMAW熔池的高溫停留時間更短,因而在凝固最終階段可獲得更低的塑性應變累計量,模擬結果與實際一致。由上述分析可知,采用SMAW替代GTAW的方法來降低熱裂紋敏感性是可行的。
3.2 加固焊道對焊接應力影響的模擬分析
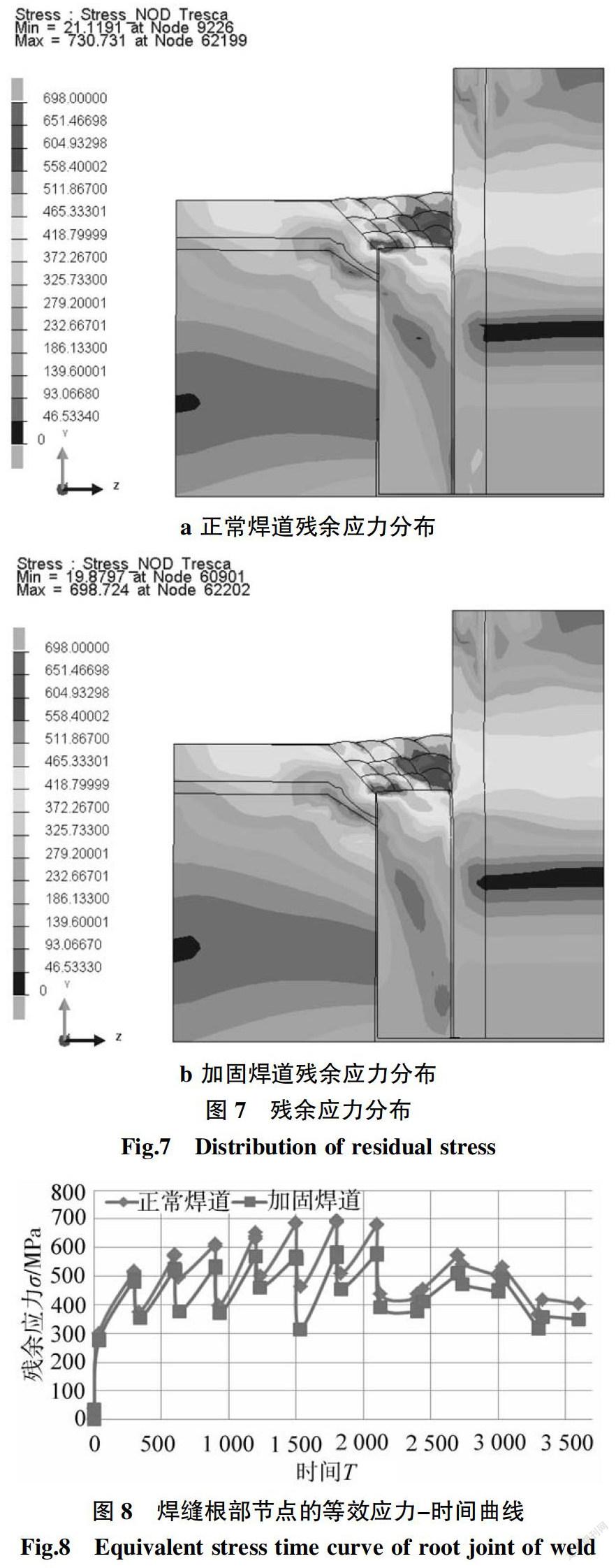
CRDM管座貫穿件密封焊縫焊接結構復雜、拘束度大,焊后若不經歷消除應力熱處理,可能存在很大的焊接殘余應力,焊接殘余應力是誘發應力腐蝕裂紋的關鍵因素[6]。然而,在存在初始間隙的情況下,焊縫根部三相交匯區域更易產生應力集中,這不僅加劇了應力腐蝕裂紋的傾向,也會導致該區域因較高的應力水平產生開裂。采用原焊接順序以及加固焊道焊接順序的焊接殘余應力對比如圖7所示。兩種焊接順序下,焊接過程中焊縫根部節點的等效應力-時間對比曲線如圖8所示。由圖7和圖8可知:在焊接過程中,打底焊縫完成后兩種工藝下的焊接殘余應力水平相當;從第二道焊縫開始,采用加固焊道技術焊縫根部的殘余應力要低于正常焊接順序的,其最終殘余應力也會更低,應力累積減少。這表明通過加固焊道的方式可以緩解后續焊道焊接過程對根部區域的應力疊加作用。
4 結果驗證
4.1 焊接試驗和檢驗
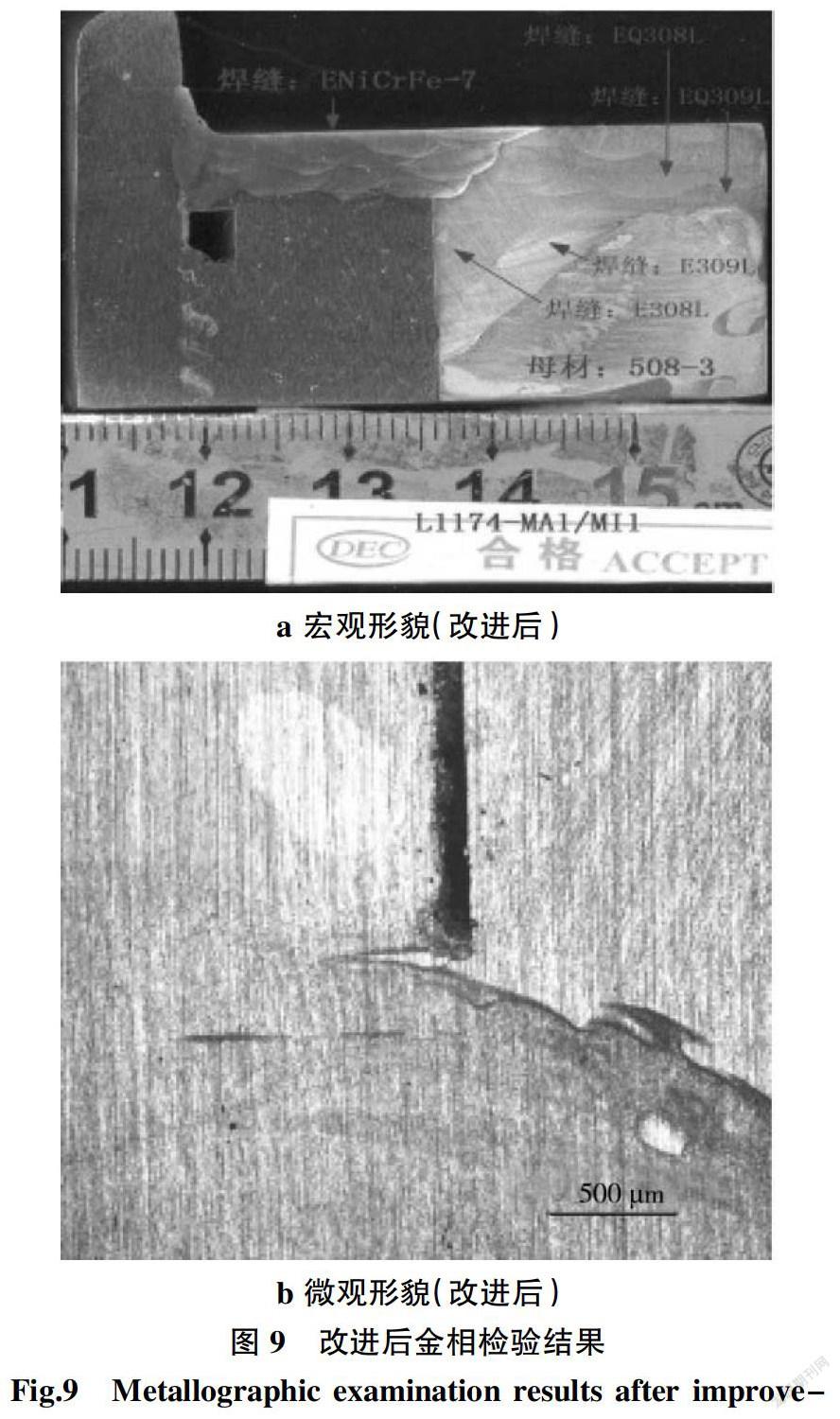
為進一步確定改進分析的合理性,對改進后的焊接工藝(采用SMAW并加固焊道)進行了工藝評定,將焊接接頭的金相組織(見圖9),與改進前(采用GTAW)的焊縫(見圖2)進行了比較。可以看出,工藝改進措施有效,改進后徹底消除了焊縫根部裂紋。
4.2 產品焊接驗證
將改進后的焊接工藝應用于產品制造,21根CRDM管座貫穿件密封焊縫的所有檢驗均一次合格。
5 結論
提出一種解決CRDM管座貫穿件焊接結構根部裂紋問題的工藝改進措施,并進行了焊接模擬分析,得出結論如下:
(1)采用SMAW替代GTAW進行焊接可避免熔池過熱,降低熱裂紋敏感性。
(2)采用加固焊道技術可緩解后續焊道焊接過程對根部區域的應力疊加作用,降低應力水平。
(3)采用SMAW和加固焊道技術能夠解決CRDM管座貫穿件密封焊縫根部裂紋問題。
參考文獻:
[1] 顧正軍. 核電CRDM管座J形坡口焊接接頭區的殘余應力與斷裂分析[D]. 上海:華東理工大學,2012.
[2] 江國焱,杜曉波,何冰. 管子管板封口焊接頭設計分析[J].東方電氣評論,2018,32(3):82-88.
[3] 朱興華. Inconel690鎳基合金材料焊接技術要點[J]. 電子世界,2013(14):189.
[4] 王蒞,吳志生,李巖,等. 坡口形式對304/Q345復合管焊接接頭殘余應力影響的數值模擬研究[J]. 焊接技術,2020,49(3):5-10.
[5] 鄒杰,何冰,江國焱,等. 冷卻劑泵殼與蒸汽發生器焊接過程數值模擬[J]. 壓力容器,2018,35(10):37-43.
[6] 付強,羅英,楊敏,等. RPV頂蓋和CRDM管座焊接殘余應力三維數值模擬[J]. 焊接學報,2015,36(11):105-108,118.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38