CPR1000主管道焊縫缺陷問(wèn)題分析
2020-09-10 07:22:44張進(jìn)吳偉幫董義令
電焊機(jī) 2020年11期
張進(jìn) 吳偉幫 董義令



摘要:針對(duì)某改進(jìn)型三環(huán)路壓水堆(CPR1000)主管道與蒸汽發(fā)生器出口接管安全端焊縫安裝階段射線檢驗(yàn)(RT)合格、而役前檢查(PSI)階段射線檢驗(yàn)發(fā)現(xiàn)未熔合缺陷顯示的問(wèn)題,進(jìn)行了分析處理。針對(duì)返修操作對(duì)已進(jìn)行的一回路系統(tǒng)水壓試驗(yàn)結(jié)果的有效性造成影響,在解讀RCC-M、RSE-M、ASME規(guī)范第Ⅲ卷及第Ⅺ卷中水壓試驗(yàn)相關(guān)條款的基礎(chǔ)上,提出了“焊接返修后采用兩種體積檢驗(yàn)方法或一種經(jīng)評(píng)定的體積檢驗(yàn)方法”進(jìn)行無(wú)損檢驗(yàn)的解決方案,確保了一回路系統(tǒng)水壓試驗(yàn)結(jié)果的有效性。
關(guān)鍵詞:CPR1000;主管道;焊縫;射線檢驗(yàn);缺陷;水壓試驗(yàn)
中圖分類(lèi)號(hào):TG441.7 文獻(xiàn)標(biāo)志碼:B 文章編號(hào):1001-2303(2020)11-0093-05
DOI:10.7512/j.issn.1001-2303.2020.11.17
0 前言
某CPR1000核電廠在役前檢查階段對(duì)主管道與蒸汽發(fā)生器連接焊縫進(jìn)行射線檢驗(yàn)時(shí),在射線底片上位于主管道側(cè)焊縫熔合線附近發(fā)現(xiàn)長(zhǎng)約70 mm的“未熔合”影像,按照RCC-M規(guī)范及設(shè)計(jì)文件要求,未熔合等危險(xiǎn)性缺陷不可接受,需進(jìn)行返修。該類(lèi)返修操作屬于一回路系統(tǒng)水壓試驗(yàn)后對(duì)承壓邊界焊縫的返修,返修操作可能對(duì)一回路系統(tǒng)水壓試驗(yàn)結(jié)果的有效性造成影響,進(jìn)而對(duì)已完成的一回路其他檢查項(xiàng)目的役前檢查“零點(diǎn)”地位造成影響。文中介紹了主管道2U1焊縫缺陷分析及返修情況,分析了RCC-M、RSE-M、ASME規(guī)范中有關(guān)水壓試驗(yàn)相關(guān)條款的規(guī)定,確定了確保一回路系統(tǒng)水壓試驗(yàn)結(jié)果有效性的解決方案[1-5]。
1 缺陷分析和處理
1.1 缺陷分析
該焊縫位于反應(yīng)堆冷卻劑系統(tǒng)二環(huán)路主管道過(guò)段過(guò)渡段40°彎頭與蒸汽發(fā)生器出口接管安全端之間(以下簡(jiǎn)稱(chēng)“主管道2U1焊縫”),主管道2U1焊縫在反應(yīng)堆冷卻劑系統(tǒng)中所處的位置示意如圖1所示。
主管道2U1焊縫為一回路壓力邊界上窄間隙全焊透對(duì)接焊焊縫,主管道過(guò)渡段40°彎頭材料為Z3CN20-09M奧氏體不銹鋼鑄件,蒸汽發(fā)生器出口接管安全端材料為Z2CND18-12(控氮)奧氏體不銹鋼鍛件,二者采用316L不銹鋼焊材和自動(dòng)焊工藝焊接,其結(jié)構(gòu)如圖2所示。
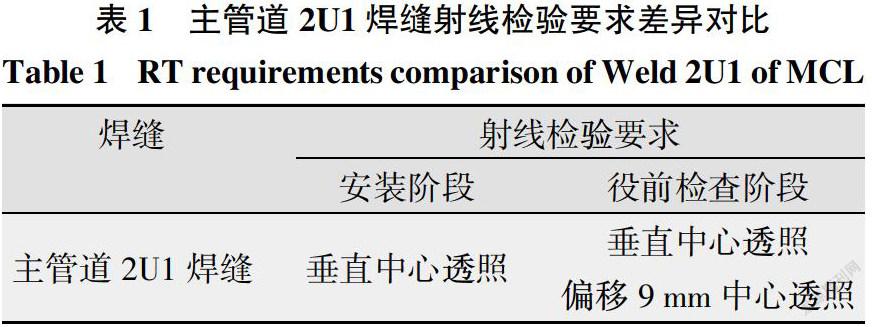
主管道2U1焊縫射線檢驗(yàn)要求如表1所示。該焊縫安裝階段采用沿焊縫中心面的中心透照(以下簡(jiǎn)稱(chēng)垂直中心透照)進(jìn)行射線檢驗(yàn),未發(fā)現(xiàn)未熔合缺陷顯示,檢驗(yàn)結(jié)果合格;役前檢查階段除采用垂直中心透照進(jìn)行檢驗(yàn)外,還增加了沿軸線向SG出口接管安全端側(cè)偏移9 mm中心透照(以下簡(jiǎn)稱(chēng)偏移9 mm中心透照)的方式進(jìn)行檢驗(yàn),其中垂直中心透照未發(fā)現(xiàn)未熔合缺陷顯示,僅在偏移9 mm中心透照的射線底片上位于主管道彎頭側(cè)焊縫熔合線附近發(fā)現(xiàn)了未熔合缺陷顯示。對(duì)于未熔合等面狀缺陷,當(dāng)透照角度超過(guò)一定角度,缺陷不能識(shí)別的情況就會(huì)增多,缺陷檢出率就會(huì)降低。本次役前檢查階段相對(duì)安裝階段增加的偏移9 mm中心透照,與焊縫中心平面產(chǎn)生了約1°的附加角度,可能是導(dǎo)致安裝階段未發(fā)現(xiàn)而役前檢查階段發(fā)現(xiàn)該未熔合缺陷的原因。
1.2 缺陷處理
由于射線檢驗(yàn)技術(shù)本身無(wú)法確定未熔合缺陷深度,且未熔合缺陷僅能通過(guò)偏移9 mm中心透照的方式發(fā)現(xiàn),因此技術(shù)上也無(wú)法通過(guò)不同角度透照的幾何關(guān)系來(lái)確定缺陷深度。另外,由于缺陷自身的當(dāng)量尺寸較小以及不銹鋼鑄件及焊縫組織結(jié)構(gòu)的影響,采用常規(guī)超聲、超聲相控陣技術(shù)和超聲TOFD檢測(cè)技術(shù)均無(wú)法探測(cè)到該缺陷,這給缺陷去除及返修方案的制訂帶來(lái)了極大的困難。
針對(duì)主管道2U1焊縫未熔合缺陷深度無(wú)法確定的技術(shù)難題,根據(jù)缺陷可能的深度范圍以及返修操作的便利性,按照“先外后內(nèi),分階段分層打磨并檢驗(yàn)確認(rèn)及補(bǔ)焊,直至缺陷完全消除”的原則制定返修方案。根據(jù)缺陷去除后是否需要補(bǔ)焊,返修方案主要分為兩個(gè)階段:第一階段是在設(shè)計(jì)最小壁厚余量范圍內(nèi),適量拋磨去除缺陷,如缺陷在第一階段能夠完全消除,則不需進(jìn)行補(bǔ)焊;第二階段進(jìn)一步打磨去除缺陷并進(jìn)行手工補(bǔ)焊。缺陷打磨、檢驗(yàn)確認(rèn)及補(bǔ)焊流程,如圖3所示。為避免不銹鋼材料鐵素體污染,焊縫打磨材料采用鋁基,打磨過(guò)程中應(yīng)避免局部過(guò)熱,如發(fā)現(xiàn)金屬呈淺藍(lán)色則暫停打磨,不得產(chǎn)生任何溝槽,每次打磨深度宜控制在1 mm左右,同時(shí)防止誤傷母材。
經(jīng)過(guò)第一階段的適量拋磨,缺陷仍然存在,隨后啟動(dòng)了第二階段返修工作,進(jìn)一步打磨去除缺陷,并采用手工電弧焊進(jìn)行補(bǔ)焊。當(dāng)從外表面打磨至約為39 mm深度時(shí),液體滲透檢驗(yàn)和射線檢驗(yàn)確認(rèn)缺陷消除,隨后進(jìn)行手工補(bǔ)焊,補(bǔ)焊后的無(wú)損檢驗(yàn)結(jié)果合格,至此返修工作順利結(jié)束,返修結(jié)果一次合格。
2 系統(tǒng)水壓試驗(yàn)有效性分析
系統(tǒng)或部件進(jìn)行水壓試驗(yàn)的目的是考核部件的剛度及宏觀強(qiáng)度,檢驗(yàn)焊縫的致密性以及密封結(jié)構(gòu)的密封性。主管道2U1焊縫由于無(wú)法實(shí)現(xiàn)局部密封,因此無(wú)法開(kāi)展局部水壓試驗(yàn),如重新水壓試驗(yàn),僅能通過(guò)一回路主系統(tǒng)整體水壓試驗(yàn)來(lái)實(shí)現(xiàn)。由于此次主管道2U1焊縫的焊接返修操作對(duì)已實(shí)施過(guò)水壓試驗(yàn)的一回路系統(tǒng)的壓力邊界造成影響,因此需重點(diǎn)分析這類(lèi)焊縫的焊接返修操作對(duì)系統(tǒng)水壓試驗(yàn)有效性的影響。
CPR1000核電站核島機(jī)械部件的設(shè)計(jì)建造主要依據(jù)RCC-M(2000版+2002補(bǔ)遺)規(guī)范(以下簡(jiǎn)稱(chēng)RCC-M),役前和在役檢查主要依據(jù)RSE-M(1997版+2000補(bǔ)遺)規(guī)范(以下簡(jiǎn)稱(chēng)RSE-M),針對(duì)主管道對(duì)接環(huán)焊縫焊接返修后影響一回路系統(tǒng)水壓試驗(yàn)有效性的問(wèn)題,首先分析了適用規(guī)范相應(yīng)條款的規(guī)定,同時(shí)參考了ASME規(guī)范的相應(yīng)技術(shù)內(nèi)容。
2.1 RCC-M規(guī)范要求分析
RCC-M B 5000對(duì)于一回路主系統(tǒng)單個(gè)部件水壓試驗(yàn)規(guī)定:除非制造大綱特別說(shuō)明因技術(shù)方面的因素導(dǎo)致一些機(jī)加工作業(yè)必須安排在水壓試驗(yàn)之后進(jìn)行,否則在水壓試驗(yàn)后又進(jìn)行非計(jì)劃性加工、大面積磨削或施焊都將導(dǎo)致已進(jìn)行的水壓試驗(yàn)結(jié)果無(wú)效。對(duì)于一回路主系統(tǒng)水壓試驗(yàn),規(guī)范規(guī)定:一回路主系統(tǒng)的最終水壓試驗(yàn)必須確保一回路主系統(tǒng)范圍內(nèi)的所有承壓設(shè)備或部件都經(jīng)歷過(guò)特定壓力的水壓試驗(yàn)。對(duì)于非一回路主系統(tǒng)的1級(jí)管道,RCC-M C 5000規(guī)定:對(duì)組焊或未組焊的管段已經(jīng)歷過(guò)特定壓力的水壓試驗(yàn),以及對(duì)未經(jīng)歷過(guò)水壓試驗(yàn)、但每一管段已按規(guī)范要求采用射線或超聲體積檢驗(yàn)方法進(jìn)行過(guò)無(wú)損檢驗(yàn)的情形,則不要求水壓試驗(yàn)。
通過(guò)分析可以看出,RCC-M規(guī)范對(duì)一回路主系統(tǒng)單個(gè)部件返修后水壓試驗(yàn)結(jié)果的有效性有比較明確的說(shuō)明;對(duì)非一回路主系統(tǒng)的1級(jí)管道不要求進(jìn)行水壓試驗(yàn)的條件也有非常明確的說(shuō)明,而對(duì)于一回路主系統(tǒng)水壓試驗(yàn)后壓力邊界部件及焊縫焊接返修后是否需要重新進(jìn)行水壓試驗(yàn)的問(wèn)題未作出明確的規(guī)定。
2.2 RSE-M規(guī)范要求分析
RSE-M規(guī)范規(guī)定:該規(guī)范從設(shè)備服役后適用,例如役前檢查開(kāi)始至宣布商運(yùn)結(jié)束。可見(jiàn)RSE-M給出的適用時(shí)間點(diǎn)并不唯一,而是提供一個(gè)時(shí)間區(qū)間供用戶選擇。該缺陷發(fā)現(xiàn)于一回路主系統(tǒng)冷態(tài)功能試驗(yàn)之后,對(duì)于役前檢查階段超標(biāo)缺陷的返修,RSE-M規(guī)范是否適用的問(wèn)題,從規(guī)范規(guī)定來(lái)看是適用的,但根據(jù)國(guó)內(nèi)同類(lèi)型核電機(jī)組的工程案例的經(jīng)驗(yàn)反饋,監(jiān)管部門(mén)一般持反對(duì)態(tài)度,其理由是機(jī)組商運(yùn)前仍處于建造階段,任何返修操作仍需執(zhí)行RCC-M規(guī)范,因此遇到實(shí)際工程問(wèn)題只能進(jìn)行個(gè)案分析。
RSE-M規(guī)范是CPR1000核電站核島機(jī)械部件役前和在役檢查所依據(jù)的規(guī)范,該規(guī)范規(guī)定:一回路主系統(tǒng)的首次法定水壓試驗(yàn)應(yīng)在系統(tǒng)建造與安裝工作完成后并在裝料前,按照建造規(guī)范(即RCC-M規(guī)范)的規(guī)定進(jìn)行[2]。該規(guī)定再次強(qiáng)調(diào)了首次法定水壓試驗(yàn)的時(shí)機(jī)和適用規(guī)范問(wèn)題,與RCC-M規(guī)范的規(guī)定前后呼應(yīng)。對(duì)于在役期間維修操作與法定水壓試驗(yàn)有效性的關(guān)系,規(guī)范規(guī)定:“非關(guān)注類(lèi)”維修操作不會(huì)導(dǎo)致已進(jìn)行的水壓試驗(yàn)失效;“關(guān)注類(lèi)”維修操作不會(huì)導(dǎo)致已進(jìn)行的水壓試驗(yàn)失效,但需滿足監(jiān)管部門(mén)特殊的監(jiān)管要求;“特別關(guān)注類(lèi)”維修操作,視具體情況而定,可能會(huì)導(dǎo)致法定水壓試驗(yàn)失效;“重大關(guān)注類(lèi)”維修操作將會(huì)導(dǎo)致已進(jìn)行的水壓試驗(yàn)失效,需要重新進(jìn)行水壓試驗(yàn)[3]。
因此,可以認(rèn)為按照RSE-M規(guī)范,對(duì)于焊接維修操作是否需要重新進(jìn)行法定水壓試驗(yàn),主要取決于規(guī)范對(duì)焊接維修操作的分類(lèi)。
2.3 ASME規(guī)范要求分析
ASME(2004版)規(guī)范(以下簡(jiǎn)稱(chēng)ASME)第Ⅲ卷NB-6000對(duì)于1級(jí)部件壓力試驗(yàn)范圍和系統(tǒng)壓力試驗(yàn)時(shí)機(jī)規(guī)定:所有承壓部件、附件和完工的系統(tǒng)應(yīng)進(jìn)行壓力試驗(yàn);安裝完工的系統(tǒng)壓力試驗(yàn)應(yīng)在初始運(yùn)行之前進(jìn)行[4]。有關(guān)壓力試驗(yàn)的范圍和時(shí)機(jī)的規(guī)定與RCC-M規(guī)范的規(guī)定基本一致,同時(shí)規(guī)范還給出了可用系統(tǒng)壓力試驗(yàn)來(lái)代替部件及附件的壓力試驗(yàn)的前提條件。此外ASME規(guī)范第Ⅲ卷還規(guī)定,對(duì)于在水壓試驗(yàn)期間已加工至臨界尺寸的完工部件,如尺寸公差允許,不超過(guò)10%壁厚或10 mm(取較小者)加工量是允許的[5]。從該規(guī)定可以看出,ASME規(guī)范針對(duì)計(jì)劃性加工的情形,從對(duì)水壓試驗(yàn)結(jié)果有效性的影響的角度對(duì)金屬加工量作出定量規(guī)定,在滿足上述規(guī)定的條件下,水壓試驗(yàn)后一定量的機(jī)加工不會(huì)導(dǎo)致先前的水壓試驗(yàn)失效。分析可見(jiàn),ASME規(guī)范第Ⅲ卷對(duì)于一回路主系統(tǒng)水壓試驗(yàn)后壓力邊界部件及焊縫焊接返修后是否需要重新進(jìn)行水壓試驗(yàn)的問(wèn)題,同樣未作出明確的規(guī)定。
ASME規(guī)范第Ⅺ卷IWA-4540規(guī)定:除由IWA-4540(b)免除試驗(yàn)外,承壓邊界上進(jìn)行焊接或釬焊的修理、更換活動(dòng)在恢復(fù)或部分恢復(fù)使用前應(yīng)按IWA-5000要求進(jìn)行水壓試驗(yàn)或系統(tǒng)泄漏試驗(yàn)。金屬去除后剩余壁厚至少為90%最小設(shè)計(jì)壁厚的壓力容器的焊接和未貫穿壓力邊界的管道、泵和閥門(mén)的焊接等情況可免除水壓試驗(yàn)[5]。由上述分析可知,主管道對(duì)接環(huán)焊縫進(jìn)行未貫穿壓力邊界的焊接返修,按ASME規(guī)范第Ⅺ卷的規(guī)定可以免除水壓試驗(yàn)。
2.4 規(guī)范要求分析小結(jié)
綜上分析可知,RCC-M規(guī)范及ASME規(guī)范第Ⅲ卷對(duì)一回路系統(tǒng)水壓試驗(yàn)后進(jìn)行主管道焊縫的焊接返修是否需要重新進(jìn)行水壓試驗(yàn),未作出明確規(guī)定;ASME規(guī)范第Ⅺ卷對(duì)一回路系統(tǒng)水壓試驗(yàn)后進(jìn)行主管道焊縫的焊接返修,只要未貫穿壓力邊界可免除水壓試驗(yàn);RSE-M規(guī)范對(duì)一回路系統(tǒng)水壓試驗(yàn)后進(jìn)行主管道焊縫的焊接返修是否需要重新進(jìn)行水壓試驗(yàn)的問(wèn)題,主要取決于RSE-M規(guī)范是否適用以及主管道焊縫焊接維修操作的分類(lèi)情況。
下面重點(diǎn)就RSE-M規(guī)范中針對(duì)主管道2U1焊縫的焊接返修操作所對(duì)應(yīng)的維修操作分級(jí)進(jìn)行分析。
3 RSE-M規(guī)范關(guān)于主管道焊縫維修操作分類(lèi)
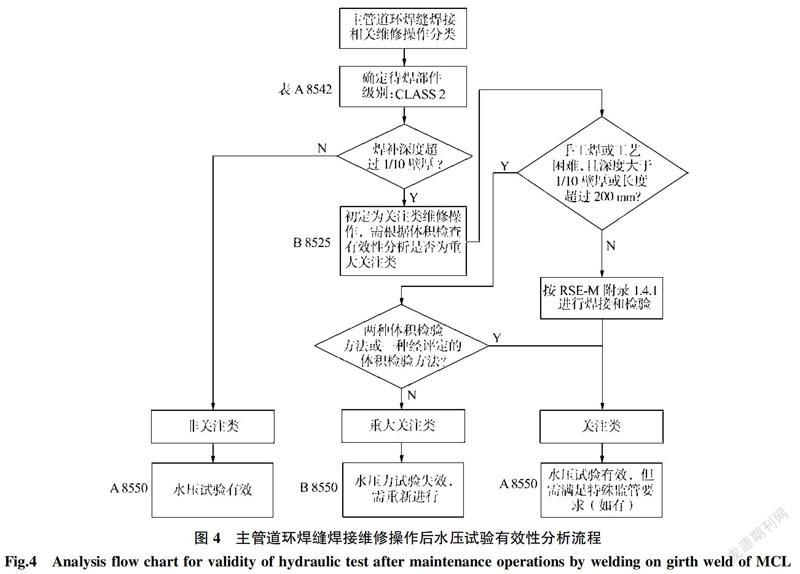
主管道對(duì)接環(huán)焊縫焊接維修操作分類(lèi)和水壓試驗(yàn)有效性分析流程總結(jié)如圖4所示。
根據(jù)RSE-M規(guī)范規(guī)定的分類(lèi)方法,主管道對(duì)接環(huán)焊縫焊接維修的分類(lèi)應(yīng)采用RSE-M表B 8500-8和RSE-M B 8525共同確定。根據(jù)RSE-M表B 8500-8的規(guī)定,由于涉及焊接維修,需先對(duì)待焊部件進(jìn)行分級(jí),按照RSE-M表A 8542的規(guī)定,主管道對(duì)接環(huán)焊縫待焊部件的級(jí)別為CLASS 2部件。按照RSE-M表B 8500-8,對(duì)于CLASS 2部件,焊補(bǔ)深度不超過(guò)1/10壁厚的焊接維修操作屬于“非關(guān)注類(lèi)”;焊補(bǔ)深度超過(guò)1/10壁厚的焊接維修操作屬于“關(guān)注類(lèi)”;對(duì)于“關(guān)注類(lèi)”維修操作還需按照RSE-M B 8525的規(guī)定,判斷是否為“重大關(guān)注類(lèi)”。
按照RSE-M B 8525規(guī)定,對(duì)于主管道對(duì)接環(huán)焊縫,采用手工焊補(bǔ)的方法進(jìn)行焊接維修,如焊補(bǔ)深度超過(guò)1/10壁厚,屬于重大關(guān)注類(lèi)維修操作。但如滿足焊接返修后采用兩種體積檢驗(yàn)方法或一種經(jīng)評(píng)定的體積檢驗(yàn)方法,該類(lèi)無(wú)損檢驗(yàn)工藝評(píng)定的目的是確定對(duì)潛在焊接缺陷有針對(duì)性的無(wú)損檢驗(yàn)工藝,維修操作的分級(jí)將由“重大關(guān)注類(lèi)”將轉(zhuǎn)為“關(guān)注類(lèi)”。
對(duì)于主管道對(duì)接環(huán)焊縫,焊補(bǔ)深度不超過(guò)1/10壁厚的焊接維修操作,屬于“非關(guān)注類(lèi)維修操作”,不會(huì)導(dǎo)致先前法定水壓試驗(yàn)失效;對(duì)于焊補(bǔ)深度超過(guò)1/10壁厚的焊接維修操作,屬于“關(guān)注類(lèi)維修操作”,不會(huì)導(dǎo)致先前的法定水壓試驗(yàn)失效,但需滿足監(jiān)管要求。
4 結(jié)論
主管道2U1焊縫的焊接返修,采用手工方法進(jìn)行補(bǔ)焊,補(bǔ)焊深度約為39 mm,超過(guò)1/10壁厚。根據(jù)RSE-M規(guī)范規(guī)定,返修后無(wú)損檢驗(yàn)要求如滿足規(guī)范規(guī)定的采用兩種體積檢驗(yàn)方法或一種經(jīng)評(píng)定的體積檢驗(yàn)方法進(jìn)行無(wú)損檢驗(yàn),則為“關(guān)注類(lèi)”維修操作,水壓試驗(yàn)結(jié)果依然有效;否則應(yīng)為“重大關(guān)注類(lèi)”維修操作,水壓試驗(yàn)失效。
基于上述分析結(jié)果,對(duì)于主管道2U1焊縫,焊接返修后要求采用的無(wú)損檢驗(yàn)方法包括射線和超聲兩種體積檢驗(yàn)方法,其中射線檢驗(yàn)采用的是通過(guò)役前/在役檢查能力驗(yàn)證的技術(shù)方法。因此,主管道2U1焊縫焊接返修的維修分級(jí)為“關(guān)注類(lèi)”,不會(huì)導(dǎo)致水壓試驗(yàn)結(jié)果失效,該分析結(jié)論得到了相關(guān)方的認(rèn)可,成功消除了主管道對(duì)接焊縫的焊接返修所導(dǎo)致的一回路水壓試驗(yàn)結(jié)果失效的技術(shù)風(fēng)險(xiǎn)。
參考文獻(xiàn):
[1] 阮良成,薛長(zhǎng)江,商幼明. 秦山第二核電廠一回路主系統(tǒng)水壓試驗(yàn)實(shí)踐經(jīng)驗(yàn)[J]. 核科學(xué)與工程,2006,26(3):249-256.
[2] 法國(guó)核電設(shè)備設(shè)計(jì)、建造及在役檢查規(guī)則協(xié)會(huì). 壓水堆核電廠核島機(jī)械設(shè)備設(shè)計(jì)建造規(guī)則:RCC-M[M]. 上海:上海科學(xué)技術(shù)文獻(xiàn)出版社,2010.
[3] 法國(guó)核電設(shè)備設(shè)計(jì)、建造及在役檢查規(guī)則協(xié)會(huì). 壓水堆核電廠核島機(jī)械設(shè)備在役檢查規(guī)則:RSE-M[M]. 上海:上海科學(xué)技術(shù)文獻(xiàn)出版社,2012.
[4] 美國(guó)機(jī)械工程師協(xié)會(huì). 鍋爐及壓力容器規(guī)范:ASME[M].北京:中國(guó)石化出版社,2005.
[5] 涂志遠(yuǎn),袁彪. RCC-M、RSE-M和ASME中關(guān)于核電廠一回路水壓試驗(yàn)要求的對(duì)比分析[J]. 核標(biāo)準(zhǔn)計(jì)量與質(zhì)量,2014(4):10-15.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
文藝生活·下旬刊(2016年10期)2016-11-03 22:04:01
中國(guó)市場(chǎng)(2016年36期)2016-10-19 04:28:06
科學(xué)與財(cái)富(2016年28期)2016-10-14 21:45:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
環(huán)球時(shí)報(bào)(2014-02-17)2014-02-17 23:50:59