核電站控制棒導向筒組件半方管電子束焊縫熔深問題分析及改進運用
2020-09-10 07:22:44汪為慶
電焊機 2020年11期
汪為慶

摘要:某核電站控制棒導向筒組件半方管采用真空電子束焊接,焊縫經超聲檢測發現存在熔深不足的問題,通過對不同交貨態及批次的原材料進行焊接對比試驗,以及對影響焊縫熔深檢測的可能因素進行研究分析,從降低半方管原材料中非金屬氧化物形成的孔洞和釘尖缺陷對焊縫熔深的影響出發,采用電子束焊接重熔的方式,延長焊縫熔敷金屬的高溫停留時間,提高電子束流進行焊接修復和工藝改進,經工藝試驗驗證,有效地解決了焊縫熔深的問題,并在后續項目中成功推廣運用。
關鍵詞:電子束焊接;熔深;重熔
中圖分類號:TG456.3 文獻標志碼:A 文章編號:1001-2303(2020)11-0104-05
DOI:10.7512/j.issn.1001-2303.2020.11.19
0 前言
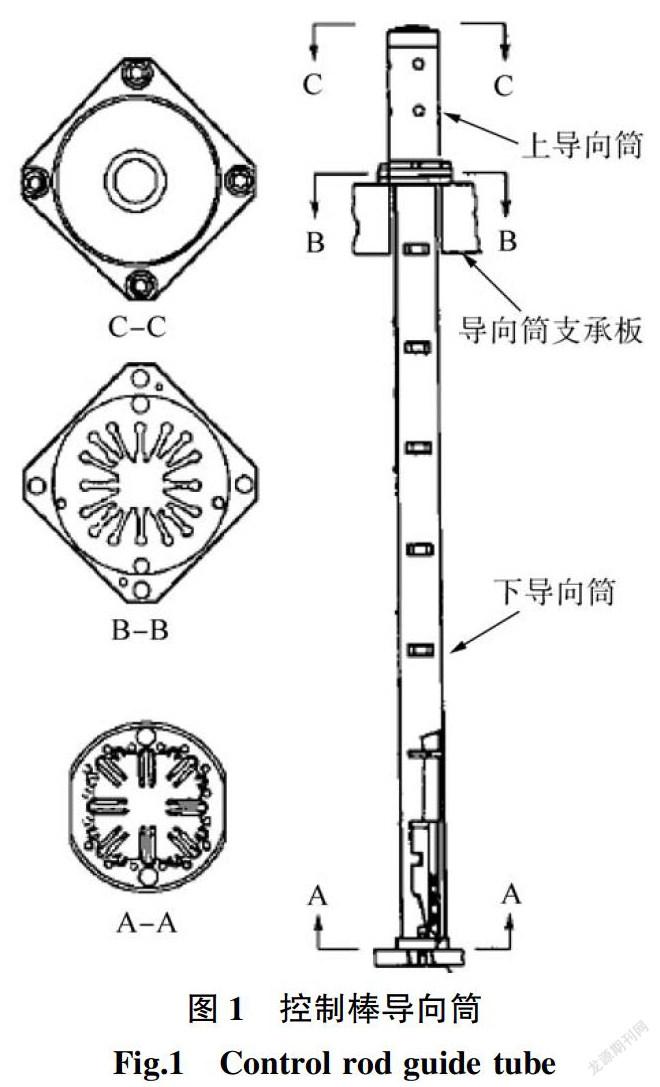
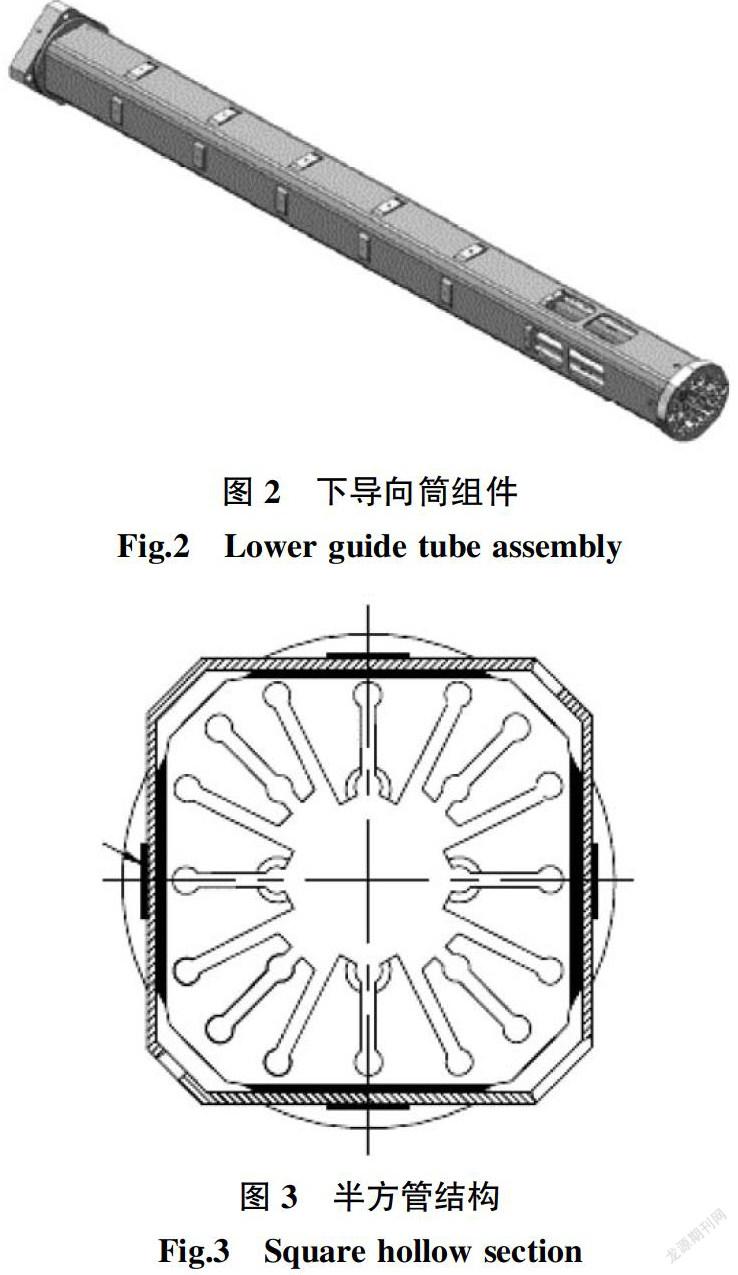
核電站控制棒有61件導向筒,為控制棒組件提供定位和導向功能,上部導向筒是一個圓筒結構,下部導向筒是一個方筒結構,控制棒導向筒和下部導向筒組件結構如圖1、圖2所示[1]。下部導向筒外層為半方管包殼,由一對形狀和結構相同的半方管采用真空電子束焊接而成,其結構如圖3所示。
某大型核電制造企業承接某項目機組控制棒制造任務,對導向筒組件某批次半方管采用真空電子束焊接完成后,經水浸法超聲波檢測發現焊縫熔深小于3.5 mm,不滿足技術要求。本文對該起質量問題進行調查及分析,并對影響焊縫熔深檢測的可能因素進行研究,找出產生問題的原因,從而針對性地進行修復和工藝改進,成功解決了焊縫熔深不足的問題。
1 設備與工藝介紹
1.1 半方管
半方管為厚度6.35 mm,材質Z2CN19-10不銹鋼,將兩片半方管折彎后,采用真空電子束焊接工藝,利用其焊接變形小的優勢,保證焊后導向筒組件尺寸鏈不被破壞進而影響后續摩擦力試驗,焊后進行超聲波檢測焊縫熔深,以確保達到足夠的焊縫深寬比[2]。
1.2 真空電子束焊接
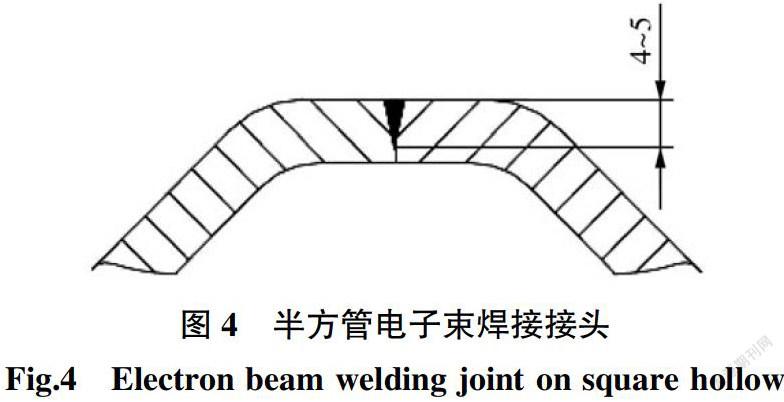
真空電子束焊接是電子在真空室中被定向加速,向待焊工件沖擊,利用轉化的熱能將待焊工件熔化,再冷卻凝固形成焊縫的焊接工藝。由于電子束能量極高、密度大,真空電子束焊縫具有較高的深寬比[3]。制造廠采用真空電子束焊接控制棒導向筒組件半方管,焊接接頭如圖4所示,工藝參數為:真空度不大于4×10-2 Pa,加速電壓48 kV,電子束流45 mA,焊后進行焊縫100%目視及超聲波檢測。
2 質量問題的產生
制造廠對導向筒組件某批次半方管進行真空電子束焊接,焊后使用深度為3.5 mm人工反射體的對比試塊,進行水浸法超聲檢測焊縫熔深,發現焊縫批量性存在分布不均勻的點狀超標顯示,即熔深小于3.5 mm,不滿足技術要求。
3 調查與分析
3.1 對比試驗
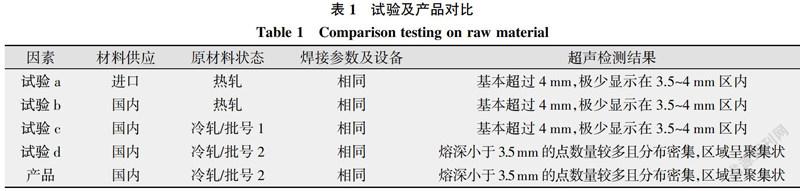
經調查,制造廠前期批次的半方管電子束焊縫并沒有出現此類問題,為找出問題產生的原因,通過比對原材料、焊接參數等差異,篩選出導致問題發生的主要變量:材料供應商、軋制狀態、原材料批號、焊接參數及焊接設備,并進行對比試驗,如表1所示。
表1中試驗a、b、c顯示,國內供應商對供貨狀態為熱軋和冷軋狀態的原材料均具備合格的供貨能力,采用真空電子束焊接,使用相同的焊接設備及焊接參數能夠獲得足夠的焊縫熔深。試驗c、d顯示,國內供應商原材料板材在批號改變后,焊縫出現熔深不足問題。因此,原材料批次是導致問題產生的主要因素。
3.2 原材料及焊接過程調查
對問題發生批次的原材料的熔煉和成品分析進行檢查,見表2,并對機械性能,晶間腐蝕等工序的過程及記錄進行核查,沒有發現問題。原材料厚度為6.35 mm,按采購技術要求不需要進行超聲檢測,為排除原材料中存在夾雜物等影響到真空電子束焊縫熔深檢測,對剩余同批次板材進行了超聲波檢查,未發現異常顯示。
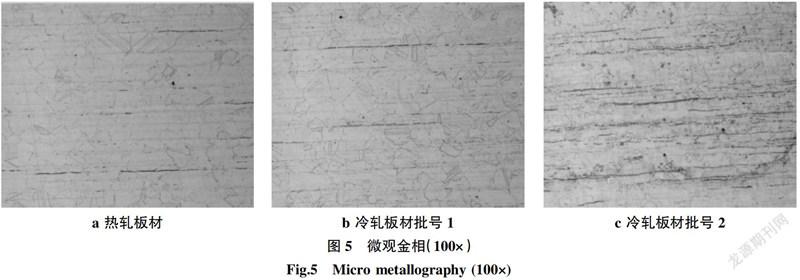
對表1中國內供應商熱軋和冷軋原材料進行金相檢查,經比對其微觀組織照片,發現冷軋態與熱軋態的原材料中鐵素體的分布有較明顯差異,出現熔深不足問題的原材料板材的晶粒更細,鐵素體呈帶狀分布,如圖5所示。進一步通過磁性法測量鐵素體含量,鐵素體FN平均數為0.62,出現熔深問題原材料板材中鐵素體含量略高,這與微觀組織顯示的結果相同。對此,將國內供應商原材料分組進行非金屬夾雜物檢測,硫化物、氧化鋁、硅酸鹽和氧化物類的粗系和細系均小于1.5,檢測結果沒有明顯差異。
對半方管電子束焊縫進行檢查,表面成型好,沒有出現焊縫弧坑,裂紋等表面缺陷。且焊接機頭行進路線由電腦控制,焊工每隔一定的距離確認焊縫的中心,不存在焊縫偏離的情況。
3.3 原因分析
在鋼的軋制過程中,帶狀鐵素體的形成是以非金屬夾雜物為結晶核心并沿著其變形方向生長而形成[4]。在本起質量事件中,國內供應商冷扎態原材料中鐵素體含量相對偏高,呈帶狀分布,且真空電子束焊縫熔深不足的情況在焊縫長度上占一定比例,分布不均勻,同時熔深小于3.5 mm的情況是點狀分布,并無規律。
因此,可以判斷出母材中存在細小且分布不均勻、但滿足原材料驗收要求的非金屬夾雜物,位于焊縫區域的非金屬夾雜經焊接冶金的熱過程,在高溫下容易汽化形成一些不規則孔洞,并在焊縫熔池凝固的過程中保留下來。這些孔洞有不規則的邊界,即使尺寸很小也可能直接影響焊縫超聲檢測時的聲波反射,進而影響熔深檢測。
3.4 釘尖缺陷對焊縫熔深檢測的影響
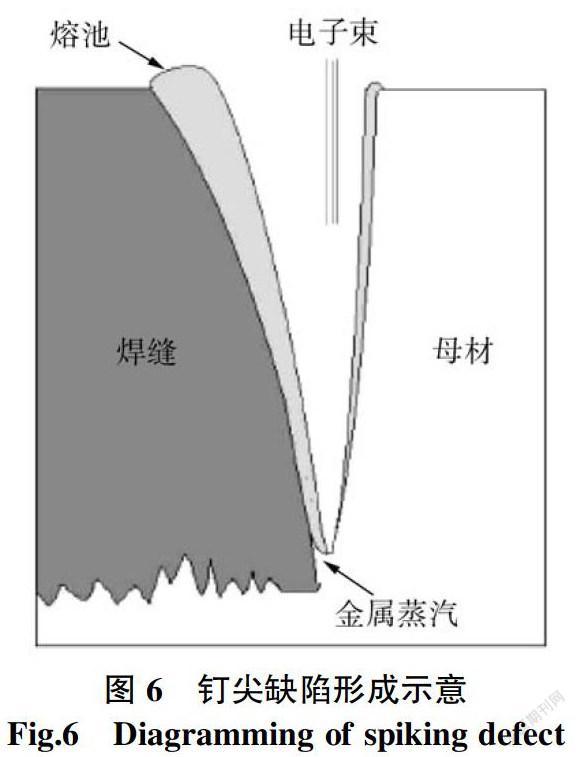
釘尖缺陷是真空電子束焊接工藝特有的一種缺陷形式,屬于類氣孔缺陷,電子束焊接在熔池根部形成一個封閉的空隙,金屬蒸汽被阻隔在空隙中而不能逸出,從而形成釘尖類缺陷。釘尖缺陷形成示意如圖6所示[5-6]。
真空電子束焊縫呈釘子形,深寬比大,但焊接時會形成小孔效應[5]。在小孔底部是一個氣相、液相、固相相結合的區域,具有能量密度大和不穩定性,因此容易產生各類缺陷。其對焊縫的影響,不僅會直接減小焊縫的平均深度,還會造成焊縫根部釘尖部位出現微小的縮孔等,這些缺陷與母材和焊縫存在邊界,將對超聲波反射造成影響。結合焊縫熔深小于3.5 mm的不規律和點狀分布情況,半方管焊縫中存在一定量釘尖缺陷,其一定程度影響了焊縫熔深的檢測。
4 問題處理及改進措施
4.1 重熔工藝改進
按上述分析,為降低或消除非金屬夾雜物和釘尖缺陷導致的焊縫根部不規則孔洞和微小縮孔等缺陷對熔深檢測的影響,通過焊接重熔的方式,延長焊縫熔敷金屬的高溫停留時間,消除缺陷,以降低其對熔深的不利影響。同時重熔焊道為正常、成熟的返修工藝,且在原焊接工藝評定中各項性能指標均滿足要求,通過焊接重熔能夠獲得滿足要求的焊縫。
釘尖是電子束小孔模式的固有產物,很難通過調整焊接參數來徹底消除“釘尖”[5],影響熔深的參數中電子束流的影響最大,影響熔寬的參數中加速電壓的影響最大[7]。因此,在改進中對電子束流進行小范圍的調整。
在原焊接工藝基礎上,通過焊接重熔的方式,通過適當調整電子束流,讓熔池在高溫下停留時間延長,以消除或降低非金屬夾雜物導致的汽化孔洞和釘尖缺陷的影響,進行試驗,測量焊縫熔深。
4.2 工藝試驗驗證
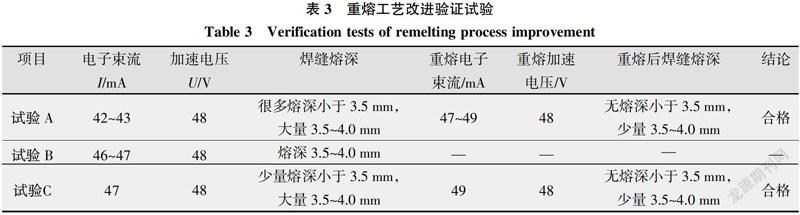
將電子束流作為重要變素,進行小范圍的調整,以探索其影響及重熔工藝改進效果。采用焊接速度70 cm/min,經多次試驗,遴選出3組典型工藝試驗,采用水浸法超聲檢測熔深,以3.5 mm、4.0 mm的對比試塊進行水浸法超聲檢測測量焊縫熔深,見表3。
由表3中試驗A、B可知,電子束流適當增大,可有效改善焊縫熔深問題;而試驗A經焊接重熔后,焊縫熔深獲得了實質的改善,僅有少量熔深3.5~4.0 mm的情況;試驗B、C顯示,采用增大的電子束流能夠改善焊縫熔深情況,但結果不夠穩定,存在波動,經歷焊接重熔后完全消除了熔深在小于3.5 mm的情況。
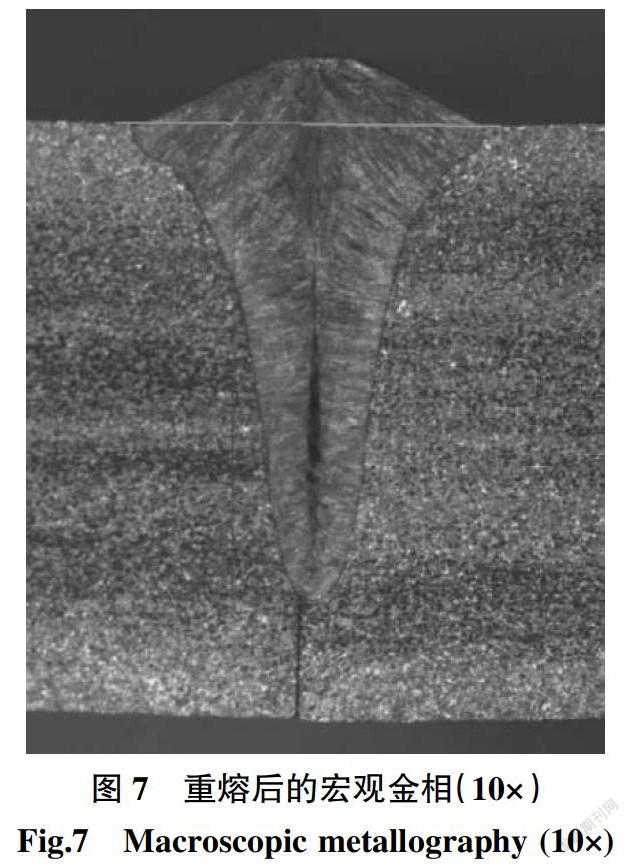
結果顯示,通過小范圍提高焊接電子束流,延長焊縫液態過程,成功降低了非金屬夾雜物形成的汽化孔洞以及釘尖缺陷釘尖部位對超聲檢測的影響,對最終焊縫熔深起到改善作用,通過增加重熔焊道,消除了熔深小于3.5 mm的情況,獲得合格焊縫。由于真空電子束能量集中,試樣焊縫表面熔寬較小,集中在3~4 mm,對重熔后焊縫進行10倍宏觀金相觀察,測量焊縫熔深在4~5.5 mm,某試樣焊縫宏觀金相如圖7所示。
5 結論
通過對控制棒導向筒組件半方管電子束焊縫熔深問題進行調查,并對影響焊縫熔深檢測的可能因素進行研究分析,降低或消除原材料中非金屬氧化物形成的孔洞缺陷和釘尖缺陷對熔深檢測的影響,采用焊接重熔的方式,延長焊縫熔敷金屬的高溫停留時間,小范圍提高電子束流進行焊接修復和工藝改進,經試驗驗證,成功解決了焊縫熔深不足的問題。
采用重熔工藝進行控制棒導向筒組件半方管的真空電子束焊接,已成功運用于產品制造,經實踐證明,焊縫經超聲檢測熔深滿足技術要求,焊縫成型質量美觀,成功解決和避免了類似問題的再次發生。目前已在制造廠內推廣使用,確保了設備質量。
參考文獻:
[1] 廣東核電培訓中心. 900 MW壓水堆核電站系統與設備[M]. 原子能出版社,2005:65.
[2] 廖應鵬,朱從斌,徐文鏡. 核電站控制棒導向筒組件焊縫熔深測量工藝研究[J]. 無損探傷,2018,42(1):16-19.
[3] 王毅. Ti/Al異種金屬電子束熔釬焊重熔改性連接工藝研究[D]. 江蘇:南京理工大學,2017.
[4] 王愛霞. 鋼中非金屬夾雜物對顯微組織的影響[J]. 寬厚板,2006,12(5):1-3.
[5] 馬紀龍. 鈦合金電子束深熔焊熔池傳質及釘尖缺陷研究[D]. 黑龍江:哈爾濱工業大學,2012.
[6] 石銘霄,張秉剛,馬紀龍. 鈦合金電子束深熔焊釘尖缺陷形成的影響因素[J]. 焊接學報,2012,33(12):53-56.
[7] 張明敏,胡玥,吳家云. 電子束焊接參數對高溫合金小熔深焊縫形貌的影響[J]. 熱加工工藝,2017:233-235.