數控縱切機床滾齒關鍵技術研究
2020-09-10 07:22:44成雪峰
內燃機與配件 2020年13期
成雪峰


摘要:本文簡要介紹了數控機床的分類與優勢,詳細分析和介紹了數控縱切機床,并對其中采用的滾齒技術進行闡述分析。
關鍵詞:數控機床;縱切機床滾齒;滾齒技術
0 ?引言
近年來,隨著工業技術的不斷發展,數控縱切機床已被廣泛應用。數控縱切機床具備車削、鉆孔等多個功能,而在采用滾齒技術后,能提高其對微小精密零件的加工成效。齒輪被廣泛應用于機械設備的傳動系統中,滾齒是應用最廣泛的切齒方法。隨著機械設備的不斷發展,微小精密的零件在其中也占據了重要地位[1]。在對微小精密零件進行加工制造時,不僅需要保證高度的精準度,而且要實現高速度、高效率生產。這在一定程度上對加工設備的性能提出了較高的要求,而為了滿足這一要求,便需要將滾齒技術應用于數控縱切機床上。
1 ?數控縱切機床
1.1 數控縱切機床與數控機床
數控是數字控制的簡稱,數控技術是利用數字化信息對機械運動及加工過程進行控制的一種方法。縱切車床,即采用橫切工藝方法的車床,在金屬切削加工中,刀具的運動軌跡相對于工件的中軸線是垂直的,也就是在車削加工中工件是旋轉和移動的,車刀不需要跟隨工件移動,與常規的車床有著本質的區別。數控機床與數控縱切機床的區別主要為:數控機床的范圍比數控縱切機床的范圍大;數控機床加工的零部件形狀簡單,精準度要求較低;數控縱切機床加工的零部件形狀相對復雜,精度要求相對較高。
1.2 數控縱切機床的優勢
數控縱切機床(如圖1)集合了鉆、滾齒更功能的,使得需要進行加工的零件在一臺機床上便可以完成,整個過程十分緊湊,大大縮減了產品加工制造的供應鏈,從而大大提高加工零件的工作生產效率,節省時間。
2 數控縱切機床滾齒技術
2.1 數控縱切機床滾齒傳動
滾齒復合加工的材料表面一體成型滾齒復合件的運動鏈條是以通過一條鉸鏈連接滾齒驅動源以及執行工作機構的運動外聯作為傳動鏈條用來直接提供運動傳遞在滾齒加工時所可能需要的運動功率以及運動速度。當然,在各個物體運動軸之間還有一條一個能夠同時起到運動同步作用傳遞物體運動狀態信息的多軸內聯動性傳動鏈。
滾齒的內聯傳動則為內聯系傳動鏈。其主要是當某運動的復合成型運動時,它便通過嚴格的存在相對運動關系的幾個單位運動,完成復合的成型運動[2]。滾齒加工過程當中,最為重要的展成運動即是其它如滾刀的高速旋轉展成運動以及展刀完成旋轉運動等,滾刀的高速旋轉展成運動即是其最為主要的運動,我們通常來說是用固定轉速n刀(r/min)刀來表示。而在滾齒的傳動當中,分齒運動則是通過強行齒輪坯和滾刀中間保持著嚙合運動狀態的運動。在數控縱切機床滾齒加工中,通常會采用位置、速度兩種控制模式。
2.1.1 位置控制模式
數控縱切機床滾齒加工的位置控制模式,就是在滾齒加工過程當中控制直線軸的位移以及旋轉軸的轉角,致使加工質量能夠達到精準的離散點,在位置的離散點采用插補運算。
2.1.2 速度控制模式
數控縱切機床滾齒加工的速度控制模式,就是通過電子齒輪箱技術控制運動軸的速度或者角速度,致使各運動軸之間時刻得保證嚴格的速比關系。這兩種控制模式都是作為數控滾齒系統相關問題的解決方法,它們都是通過滾刀軸、工件軸以及進給軸之間的聯動關系來進行的。而這兩種控制模式相比較,位置控制在加工精密程度上是比速度控制低的。由此,可以將數控縱切機床的滾齒系統是基于速度模式而開發應用的。
2.2 數控縱切機床滾齒系統
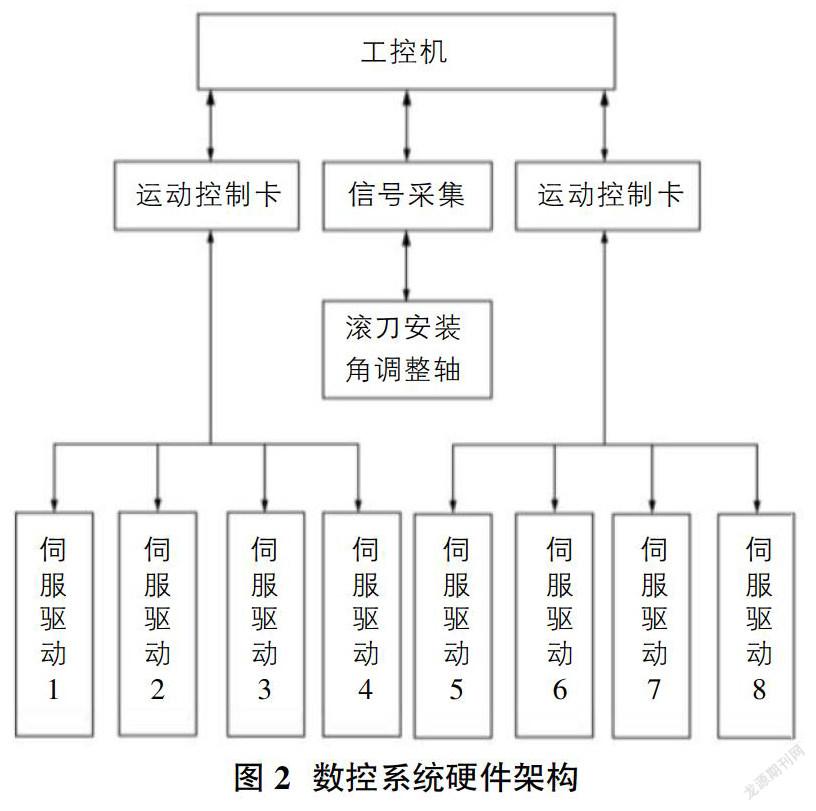
數控系統主要是由運動控制卡、伺服驅動等構成的硬件系統。如圖2所示,可以清晰的了解數控系統的硬件建造框架。其中,工控機這一硬件在整個數控系統當中起著控制全局的作用,它能夠分時處理數控系統中所存在的各項任務。而在工控機的控制之下又存在著兩個主控制技術:運動控制卡、信號采集。運動控制卡可以相對的對滾刀進行運動軌跡的控制,而信號采集能夠對滾刀軸的位置角度等做出調整。每個運動控制卡又可以控制4個能夠獨立運動的軸[3]。而滾輪的通過不運動的控制則是采用了電子齒輪箱技術。
2.2.1 伺服驅動
數控系統中的伺服驅動技術是基于微處理器、網絡技術等技術的基礎上發展起來的,現如今已成為數控機床等多個產業機械控制中的關鍵技術。伺服驅動能夠對需要控制的對象進行由外到內的劃分,通常被分為位置、電流以及速度這三環。而其又能夠對相應的對象進行位置、速度、力矩這三種控制模式。而這三種控制模式優勢通過通信、參數設置的內部或者使用模擬量來進行給定。
伺服系統主要是由伺服電機、控制器、功率驅動器以及傳感器構成(如圖3),除此之外還有其他的組成部分。此處以伺服系統中的開環控制方式為例,通過它能夠根據相應的指令完全驅動私服電動機以及傳動部分,并不獲取實際位置信息等反饋控制,所以整個過程結構是非常簡單的,從而成本相對較低[4]。其中的精準度控制便只能依靠伺服系統本身的傳動進行精度保證。
2.2.2 電子齒輪箱
數控縱切機床滾齒系統所采用的數控系統是主要是通過電子齒輪箱進行控制的。電子數控齒輪箱運動控制的多軸軸向耦合運動同步器對運動的精確運行控制具有一定的技術要求,它不僅需要實現能夠精確保證各個運動軸之間精準的軸向相對角和位置運動關系以及它需要能夠實現對各軸運動量和速度的精確定比運動控制。采用這種電子控制齒輪箱主要是通過先進的電子控制傳動技術從而實現了對多個主軸的精準傳動同步高速傳動。
電子齒輪箱的傳動精度高且具有能夠便捷調整、寬調速范圍的特點,能夠保證在齒輪加工或者其他相關情況下多軸同步運動關系。而電子齒輪箱的功能主要可以分為兩種基本的體現形式,分別是硬件式、軟件式。
2.2.2.1 硬件式電子齒輪箱
硬件式電子齒輪箱是在電子電路的基礎上,也可以說是在電子鎖相環路的基礎上發展起來的。鎖相環路則是能夠輸出一定頻率的振電路,其中主要包括一個壓控器和振蕩器、鑒相器以及一個環路驅動濾波器。鎖相環路就是能夠將主機對運動信號編碼器進行檢測所需時產生的參考脈沖濾波信號轉換算作比較鎖相環的同時輸入的一個參考脈沖信號,再通過一個倍頻濾波電路對脈沖信號頻率進行濾波頻率上的改變濾波處理,從而發送輸入信號到比較鎖相器當中。基于電子鎖相環路的硬件式電子齒輪箱被應用于驅動源的速度控制當中,對電動機速度高精度控制。而在應用時能夠問政的運轉以及保證高精度[5]。雖硬件式電子齒輪箱優點多,但其在壓縮振蕩器方面存在一定的問題,它的抗干擾和動態性能等方面存在著明顯的不足。
2.2.2.2 軟件式電子齒輪箱
軟件式電子齒輪箱是在微處理器的基礎上發展起來的,其主要是通過微處理器的高運算、高速度處理取代比相器以及硬件倍頻電路等多個數硬件電路,從而與軟件進行運動信息處理。軟件式電子齒輪器通常被分為兩種形式,即主從式與平行式。主從式運用電子驅動齒輪箱即是同時運用主從運動脈沖伴隨主從從運動的兩種方式同時進行,通過主從電子驅動齒輪箱對信號編碼器件中檢測到的主從從運動的方向脈沖訊號信息方向進行自動改變,得到從主主運動的方向驅動脈沖信息。平行式四軸電子傳動齒輪箱則主要是通過依靠運動控制系統對各個齒輪運動的速比通過控制器件來傳遞運動速度控制信息,達到每個傳動軸都必須能夠進行獨立運動 。由于是在滾齒加工過程中,滾刀箱的運動要承受很強的橫向切削力運動干擾,平行式驅動電子滾刀齒輪箱運動結構若是由一個運動部位就接收到了強的運動干擾,不過它能夠完全保證系統能夠實現多個主軸的實時同步進行運動。而軟件主從式電子齒輪箱能夠對滾齒的內聯傳動進行多軸的同步耦合控制[6]。通過上述硬件式與其他軟件式的數據分析結果對比,可知目前數控縱切削式機床的旋滾齒輪箱采用數控電子傳動齒輪箱設計是屬于軟件式的。
3 ?結語
數據縱切機床中滾齒技術通過先進的軟件式電子齒輪箱技術進行開發從而投入應用。在滾齒技術中每個運動軸都是運用一臺電動機單獨進行驅動的,且這些軸都是獨立運動的。在整個數控縱切機床滾齒技術當中,數控滾齒的內聯傳動鏈、數控系統、電子齒輪箱等都是非常關鍵的技術。基于軟件主從式電子齒輪箱的數控縱切機床滾齒加工能夠保證普通機械零件加工的以及微小精密零部件的加工,并保證生產效率,也在一定程度上支持數控機床能夠進一步向著智能、集成、網絡化方向發展。
參考文獻:
[1]謝占功,李寧,張瀟,等.數控縱切機床滾齒關鍵技術及仿真試驗[J].制造技術與機床,2017(4):68-72.
[2]王少江,侯力,匡紅.滾齒機控制系統的數控化研究[J].機床與液壓,2009(7):42-44.
[3]鞏麗,張根保,劉潤愛,等.零傳動數控滾齒機的精度分析[J].機床與液壓,2006(02):17-19.