普通機床數控化改造
2020-09-10 07:22:44丘宏岳
內燃機與配件 2020年13期
丘宏岳

摘要:伴隨當代社會生產力不斷發展,傳統的繼電器控制系統早已滿足不了現在高速發展的社會現代化生產要求,進行數控化的更改后,能夠大大地提升進給精度與重復定位,提升勞動效率,提高經濟效益。
關鍵詞:數控化;PLC;臥式車床
1 ?機械部分的改造
為了更好地表現數控系統的性能有優勢,確保更改后的機床在數控系統操作環境中無爬行的微機進給,定位精度的精確,長壽命的使用以及機械部都作了如下改動。
普通車床上使用的是手動卡盤。現進行改造,為了達到方便和自動化目的,把卡盤改造成氣動卡盤(如圖1)。利用氣閥控制卡盤的松緊,氣動回路有單向閥,達到卡盤能自鎖。
傳統機床和數控機床的主運動方式都要求有相對寬闊的變速范圍(1~16)來確保加工過程中切速的合理選擇,進而使表面質量和生產效率得到提升,因此,對主軸變速箱進行改造。
無論是連續控制還是點位控制,拖板運動的靈敏度、精度以及穩定性都將直接影響到被加工零部件的最終坐標精度。所以,要求拖板和配件的精度要高之外,還要滿足靈敏度及傳動精度的要求。
采取減速齒輪箱來提升傳動精度和傳動扭矩(分辨率0.01mm)。傳動比計算公式為:
式1中:α為伺服電機步距角(度);p為絲杠螺距,mm;δ為脈沖當量。
選取滾珠絲杠替代原滑動絲杠,減少功率輸出,提升傳動的靈敏性以及減少步進電機力矩損失。
自動刀架不僅可以用于數控機床微機控制元件,還可以替代普通車床手動刀架,選用自動刀架來完成一臺機床一次裝夾的多工序加工,由于其具有較高的重復定位精度,加上刀架體積小,所以適合用于強力車削且安全性高。
將原有拖板箱的位置拆除來安裝新拖板箱,并將新的拖板箱固定于滾珠絲杠螺母上。同時將走刀箱和掛輪箱的位置拆除,用于安裝拖板軸向伺服元件功率步進電機、減速箱以及控制螺紋加工的主軸脈沖編碼器。將機床原有的變向杠、操縱桿和立軸等杠桿零件拆除,使得數控系統能夠控制機床的啟動和停機,保持機床外型美觀、合理。
2 ?電動機的選擇
2.1 主軸交流伺服電機
選取型號為1HP6167-4CB4的SIMODRIVE系列交流主軸電機,連續負載PH/kW=14.5,間歇負載(60%)/kW=17.5kW,短時負載(20min)/kW=19.25kW,額定負載n=5000r·min-1,最大轉速nmax=8000r·min-1,額定轉矩277N·m,慣性矩0.206/kg·m2。
2.2 縱向步進電機的選擇
機床執行一個進給脈沖所產生的進給量稱為脈沖當量,用來衡量加工精度的重要技術參數。所以根據機床精度的要求來確定脈沖當量,YUCY6150B的定位精度為±0.015mm,因此選用的脈沖當量為0.01~0.005mm/脈沖。(見表1、圖2)
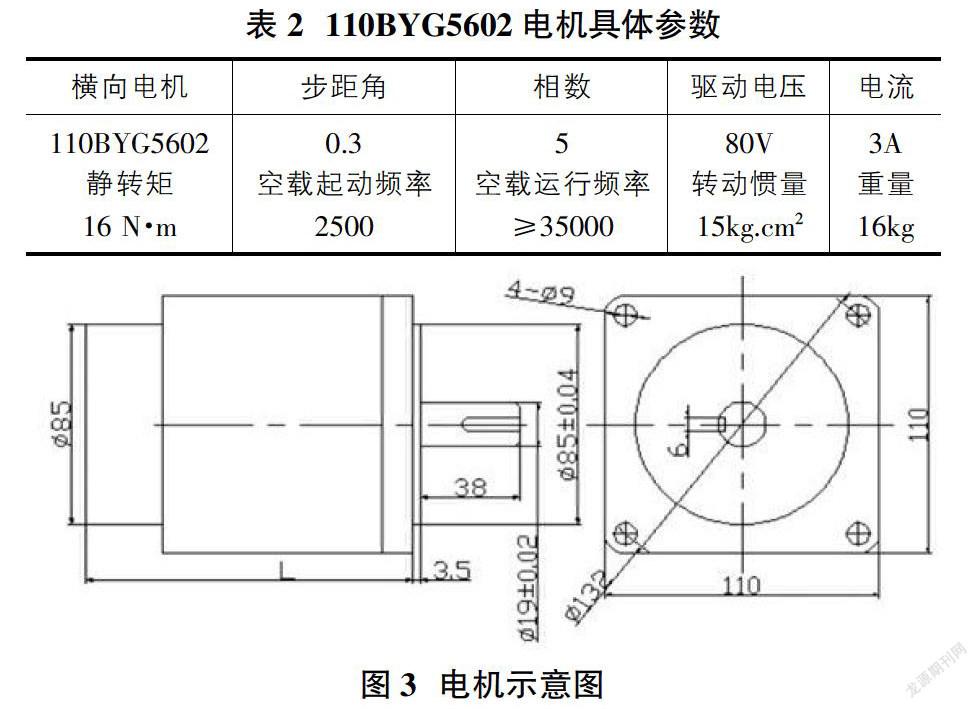
2.3 橫向步進電機的選擇
初取型號為:110BYG5602的橫向步進電機(見表2、圖3)
2.4 交流接觸器的選擇
在這次控制系統硬件的設計中,采用了TeSys系列的交流接觸器,按照所對應的電機和其工作參數如電壓U、電流I、功率P、頻率F及工作制等設定接觸器的額定參數。額定電流要是1~1.4倍控制電流(或經驗公式2PN 選取,PN為電動機功率),選取型號為:LC1-D09F7C的交流接觸器,線圈電壓110V。
2.5 中間繼電器選擇
它是用于自動控制系統和繼電保護,增加接觸點的容量和數目, 用來傳輸控制電路的中間信號。選取型號為JZ7-44的中間繼電器。
2.6 保護電器選擇
當電流超過規定值時,可以將熔斷器自身保險絲熔斷并斷開。它是根據電流值超過規定電流,過段時間后,用它自己發生熱量熔化熔體,使電路斷開的電氣設備,一個電流保護器就是由這一原理制成的。選取型號為:RL1-15/6的熔斷器,其電流為電機額定電流的1.5~2.5倍。
考慮受保護對象的使用環境、工作條件、過載能力、負載特性等因素。例如,熱繼電器的設定值可以等于電動機的額定電流的0.95~1.05倍,或熱繼電器設定電流的值等于電動機的額定電流,然后調整。選取型號為:LRD-01C的熱繼電器,設定電流為:0.14A。
3 ?PLC工作原理和選擇
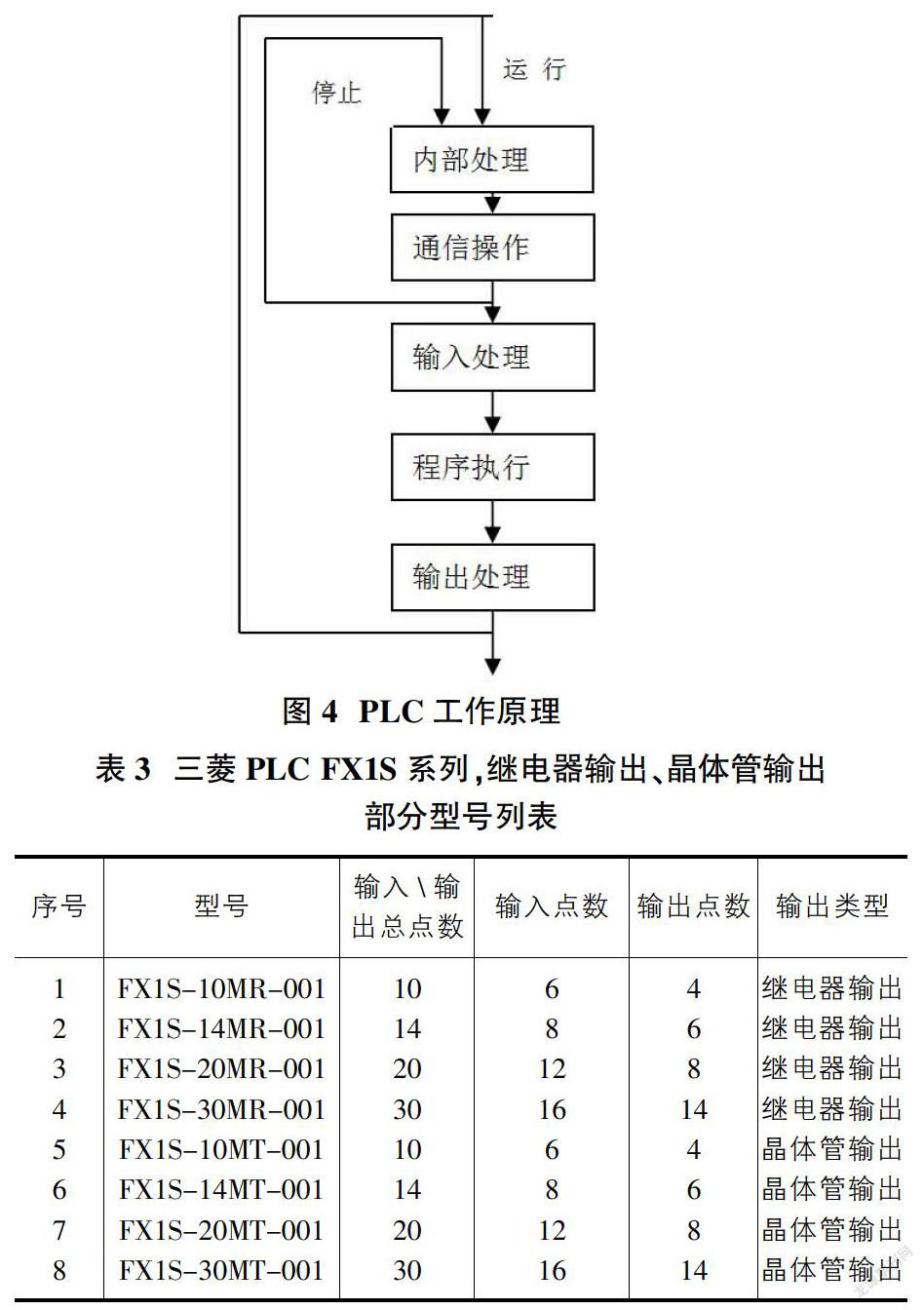
PLC可編程控制器采用圓形掃描模式,在可編程控制器中,用戶程序以存儲、中央處理器的指令從第一指令開始執行,直到遇到結束,然后返回到第一指令,如此周而復始的不斷循環。PLC的掃描過程如圖4。可編程控制器分為輸入采樣、用戶程序執行和輸出刷新這樣的三個階段。以上所述的三個階段叫做一個掃描周期。
可編程控制器的選擇主要來自于可編程控制器的型號、容量、輸入/輸出模塊、電源模塊、特殊功能模塊、通信網絡能力等方面的考慮。(見表3)
綜合考慮,選取型號為FX1S-30MR-001的可編程序控制器,輸入\輸出總點數為30,輸入點數INPUT為16,輸出點數OUTPUT為14,繼電器輸出,可以滿足設計的要求。
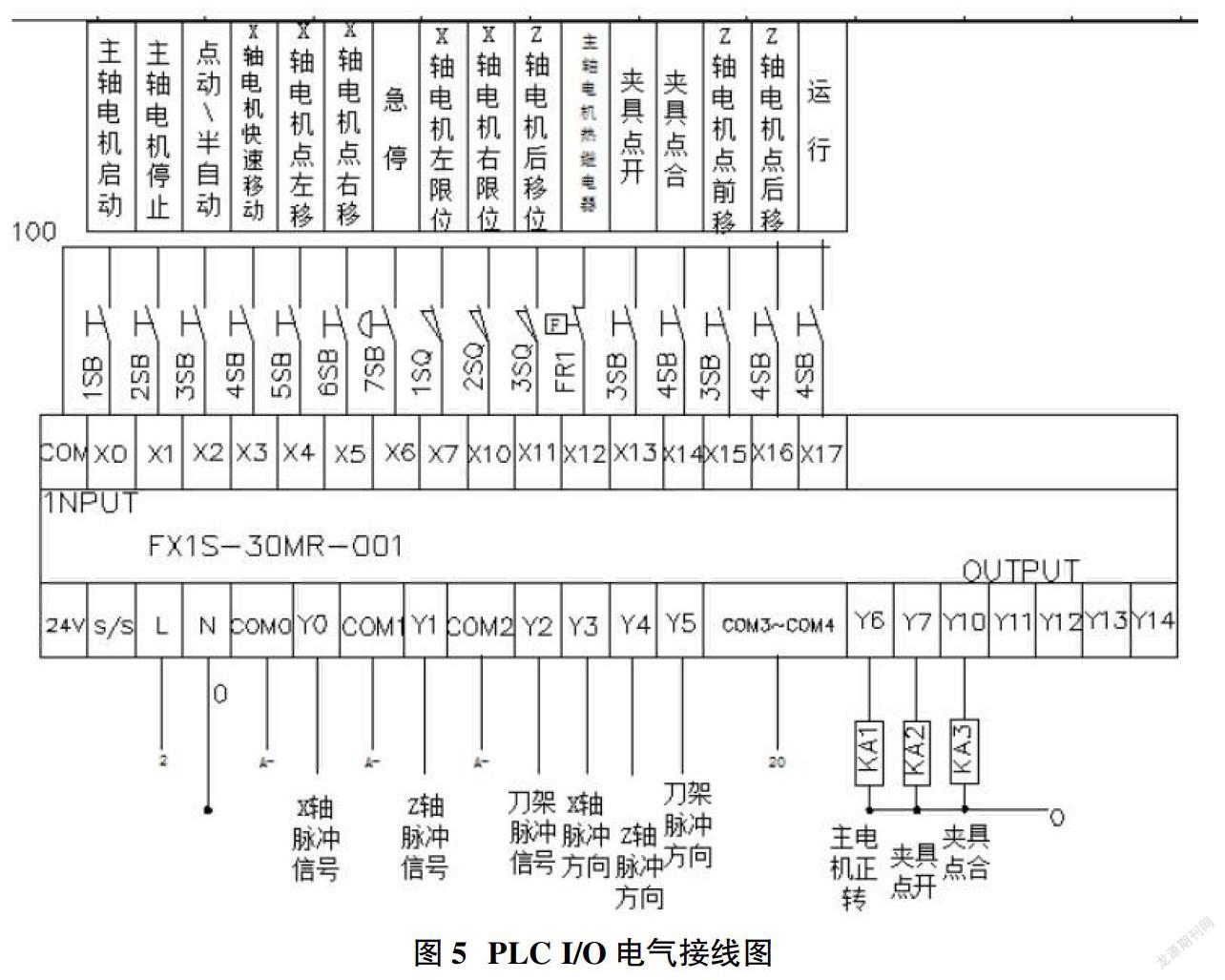
由車床原理,做出I/O 口分配可以知道。做出PLC的輸入、輸出I/O電氣接線圖,如圖5。
4 ?結束語
本文主要講述將普通車床改造升級為數控機床,很大程度上提高了勞動生產的效率,帶來可觀的經濟效益。PLC控制系統的改造更是使機床各項性能都得到了提升與改善,使機床的維修和檢查帶來方便,也節省了原來機床的大量空間,實現了機床的啟動、刀具快速移動、定位精確、加工、冷卻等一系列的功能,把計算機技術、自動化技術、通訊技術都集成于一臺機床上。
參考文獻:
[1]張勇.典型機床電氣控制解析與PLC改造實例[M].北京:機械工業出版社,2003.
[2]張萬忠.可編程控制器應用技術[M].北京:化學工業出版社,2002.
[3]廖常初.PLC基礎及應用[M].北京:機械工業出版社,2005.5.
[4]周萬珍,高鴻斌.PLC分析與設計應用[M].北京:電子工業出版社,2004,3.
[5]王克義,路敦民,于凌濤.機電傳動與控制[M].哈爾濱:哈爾濱工程大學出版社,2012.
[6]王永華.現代電氣控制及PLC的運用[M].北京:北京航空航天大學出版社,2004.