超精密磨粒加工新發展及應用
2020-09-10 07:22:44莊召鵬
內燃機與配件 2020年13期
莊召鵬
摘要:隨著科學技術的迅猛發展和新材料的不斷出現,人們對零件加工的精度及表面質量要求越來越高。磨削技術一直是一種精密超精密加工方法,近年來精密超精密磨削技術也得到了迅速的發展,出現了許多新的磨削方法和應用。文章圍繞超精密磨粒加工技術最新發展及應用,分別介紹了在超精密磨削裝備、固結磨粒的超精密磨削和自由磨粒精密超精密磨削方面相關技術新的發展情況。并在此基礎上對超精密磨粒加工的發展進行了展望。
關鍵詞:精密超精密;磨粒加工;超精密磨削;超精密磨削裝備
0 ?引言
加工精度一直是機械加工永恒追求的目標,人們通常把加工精度比較高的加工稱之為精密超精密加工,目前階段加工精度0.1-1μm, 表面質量Ra0.04-0.16μm的加工稱之為精密加工;加工精度<0.1μm, 表面質量Ra<0.1μm的加工稱之為超精密加工[1]。通過精密超精密加工提高制造精度可以使裝備體積更小、性能更加可靠、工能更強大和能耗更小,從而提高了人們探索微觀世界的能力。隨著精密超精密技術的發展和普及,目前在國防工業、航空航天工業、計算機工業、生物醫學工程以及家用電器等領域都可以見到精密超精密加工的應用[2]。磨削加工方法由于具有容易實現微小切深的特點,一直是傳統的精密超精密加工的主要方法之一,近年來隨著超硬磨料的應用,磨削技術得到了飛躍式的發展,在精密超精密領域出現了許多新的磨削方法,大大的推進了磨削在超精密加工領域的應用[3]。
精密超精密磨粒加工包括了固結磨粒的磨削加工和自由游離磨粒的研磨拋光。固結磨料精密磨削分為普通磨料磨削和超硬磨料磨削。普通固結磨料精密磨削是采用微修整和微切深對其進行精細修整,使具有等高微刃的普通磨料砂輪加工工件,使工件表面粗糙度值變小并提高精度。由于這種磨削方式需要不斷對普通磨料砂輪進行修整,且容易出現誤差[4-5],人們開始尋求較難磨損的超硬磨料加工方法。超硬磨料精密超精密磨削是利用它高的硬度、耐磨性和晶粒棱角鋒利的特點,采用微細修整技術,實現其精密超精密磨削[6-7]。在自由磨粒精密超精密加工方面,常見的有傳統的散粒磨料研磨,研磨、珩磨等技術在上世紀20年代就開始應用于機械制造行業,后來由于他的許多優點,被推廣應用于船舶,軸承,軍工等精密加工領域[8]。近年來也發展了許多先進的拋光技術,先進的自由磨粒超精密拋光方法有磁流變拋光、化學機械和電復合等拋光、磨粒流噴射表面光整加工拋光、復合磨粒的超精密拋光、等離子體輔助磨粒拋光、力流變拋光技術等。
1 ?超精密磨粒加工裝備
超精密磨削加工過程中,由于加工精度非常高,一般在加工精度<0.1μm、加工表面質量 Ra<0.025μm范圍,加工質量容易受到機床剛性、振動、熱變形等因素影響,因此超精密磨粒加工裝備的研究對超精密磨粒加工方法的發展至關重要[9]。在超精密磨削裝備方面,歐美發展比較早,已經形成了技術研究和裝備制造配套完整的技術鏈[10]。超硬精密磨削機床是英國CUPE公司最早研究的,該公司研制生產的OAGM超精密磨削機床到目前為止都是最大的,它主要用來對光學玻璃等硬脆材料的超精密磨削,它2.5m的大工作空間需要床子本身具有較高剛度,尺寸精度以及很強的振動衰減能力,代表了超精密磨床的較高水平;由于光電設備等普及,日本的超精密磨削設備也得到了發展,日本的東芝、日立和日本大阪大學等都對超精密磨削加工技術進行研究,ANN10磨床是由日本豐田工機研制的,在加工直徑為100mm的基礎上加工精度可達納米。它的AHN60-3D型號最大可加工工件直徑為600mm,最高截形精度可達0.35μm,加工精度極高[11-12]。超精密磨削設備較為復雜,同時對加工環境等要求也比較高,加工條件難達到。國內在超精密加工方面研究起步晚,與國外存在明顯的差距,目前有能力開發超精密裝備的廠家不多,哈爾濱工業大學研究的亞微米級超精密機床,是利用電壓陶瓷的亞微米級進給裝置,實現超精密加工的。哈工大研制的此機床主要用于研究脆硬材料微細去除、刀具磨損等,目前還沒有用于實際生產加工。FSG數字加工中心系列是由長春光機所研究的,它集合銑研拋磨檢測等功能,有集成化特點與優勢,由于采用智能化方式加工,可以減少裝夾誤差、提高加工精度和增大加工柔性。隨著科技的進步,計算機的發展,中國科學院光電技術已經研制出了集計算機與加工機床于一體的數控設備CCOM1600和CCAL1600,它把金剛石砂輪傾斜單刃非球面成形的粗磨和精磨,包括各種方法的拋光組合在一起,實現多功能方法的綜合與交叉,經過實驗驗證,無偏心取80%口徑擬合殘差為pv=0.75微米,rms=0.32微米,其盤的能動變形精度rsm=2微米,重復精度rms=1微米以內,高于國外相關文獻中應力盤控制變形為rsm=4的精度[13-15]。
2 ?超精密磨削方法
2.1 普通精密磨削
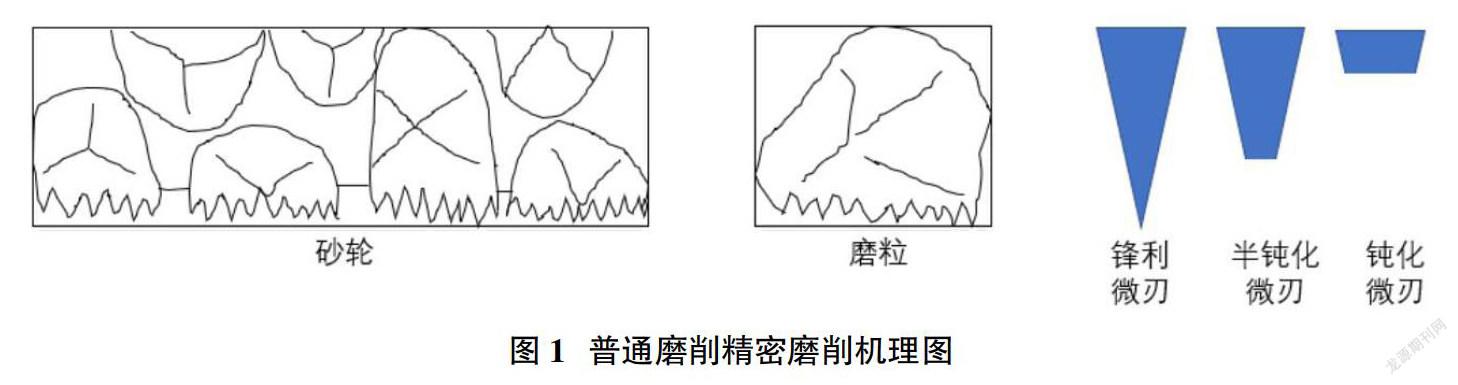
普通磨料精密磨削是最早的精密磨削方法,屬于精密磨削,其加工精度范圍在0.1-1μm之間, 表面質量為Ra0.04-0.16μm之間,主要應用于早期機床主軸、軸承、液壓滑閥、滾動導軌、量規等的加工。其工作原理如圖1所示:通過對普通磨料砂輪的微細修整,使砂輪工作表面形成等高的微細磨削刃,在微小的進刀量下完成對工件的精密加工。磨削過程中砂輪對工件有三方面的作用:鋒利微刃的微切削作用;半鈍化微刃的等高切削作用;鈍化微刃的滑擠、摩擦、拋光作用。然后通過適當的微小進給量最終獲得精密超精密加工表面。由于其加工成本低,技術成熟,目前仍然被廣發應用。其局限性有:只能加工普通硬度材料,進刀量小,加工效率低等[16]。
2.2 ELID磨削
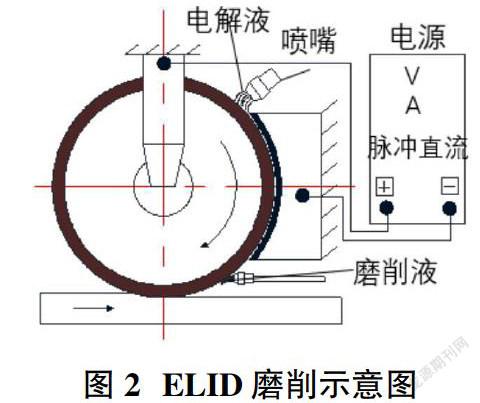
隨著超硬材料的發展以及人們對超硬材料零件的精度要求越來越高,超硬磨料的超精密磨削技術被越來越多的科研工作者研究。目前超硬磨料超精密磨削方法主要是在線電解修整超精密磨削(ELID),該方法是由日本大森(H.Ohmori)教授提出的[17-19]。ELID在線電解修整超精密磨削屬于超硬磨料超精密磨削的加工方法,此方法采用可以導電的金屬結合劑超硬磨料砂輪,利用電解技術對超硬磨料砂輪的金屬結合劑進行在線修銳及修整,主要應用于硅片陶瓷或其他硬脆材料的超精密磨削。如圖2所示,它采用砂輪作為陽極,構造電解液回路,利用電解過程陽極溶解原理,達到對砂輪在線修銳和等高性修整目的,從而實現超精密磨削加工,其工件表面質量最高可以達到鏡面加工水平[20]。ELID在線電解磨削是一種金屬結合劑超硬磨料砂輪的磨削方法,它保證了砂輪金剛石磨粒的裸漏高度,大大減少了先進陶瓷零配件的表面殘留微裂紋,實現對難磨材料超精密加工[21]。其不足之處是其設備復雜,需使用導電結合劑的超硬磨料砂輪,且在砂輪速度達到一定值時電解液回路難以實現等。目前對ELID氧化膜的成膜機理及其有效控制方面仍有待進一步深入研究。
2.3 磁流變拋光
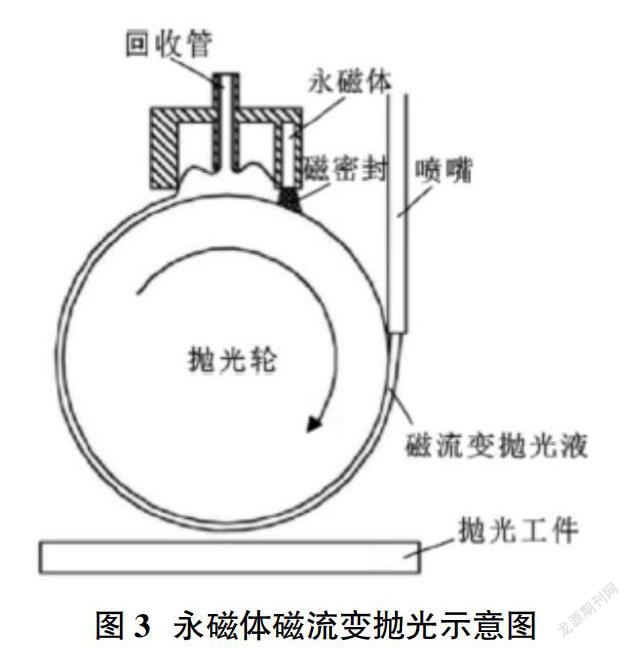
20世紀90年代初,美國Rochester大學光學加工中心結合電磁學、流體力學、分析化學等理論將磁流變液應用到機械精密超精密加工過程, 提出了磁流變光整加工技術(MRF),從而開辟了異形形面光學零部件或超精密模芯加工的新途徑。MRF是利用帶有磁性的液體在磁場中的特性對脆硬材料進行拋光。MRF具有加工力學性能良好,易于通過計算機進行控制的特點[22-23],近年來廣泛應用于對手持設備等集成電路的單晶SiC的加工。圖3是一種永磁體磁流變拋光技術,其原理是通過含有穩定懸浮的帶有磁性顆粒的液體(一般有水基或者油基),在具有梯度的磁場中產生流變效應,這種流變效應是指磁流變拋光液在拋光區域的梯度磁場作用下瞬間變成賓漢流體,并附著在拋光輪上形成拋光膜,從而對工件材料進行去除[24]。工件與拋光輪全程不接觸,只利用磁流變拋光液對工件材料進行去除,其加工的工件表面粗糙度可達0.3-1nm,工件面型精度可達0.05微米。
2.4 化學、電機械復合拋光
在超精密拋光加工結合超精密特種加工方面,眾多學者都做了比較深入的研究,其中最廣泛應用的方法之一是化學機械拋光(CMP)和電解機械復合拋光。
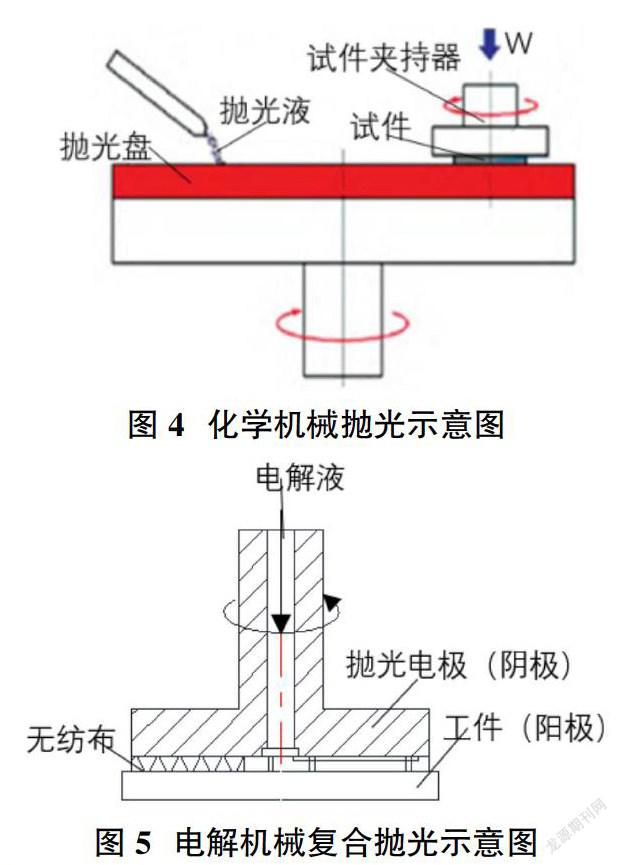
圖4為化學機械拋光的原理,工件與拋光墊在化學拋光液中進行具有一定壓力的相對運動,在此過程中化學拋光液會與工件加工表面發生反應,形成較為容易去除的軟質層,軟質層容易被拋光墊機械去除[25-28]。其特點主要是能夠獲得平坦低損傷、無劃痕和雜質玷污的加工表面。CMP大量應用于單晶硅、銅等材料的低損傷加工。目前在硬脆材料加工中得到了很好的應用,如 YASUNAGA等人致力于化學機械拋光的研究,他們用二氧化硅拋光藍寶石等,研究結果顯示其工件表面Ra值可達1nm[29]。
電解機械復合拋光是利用電解與機械拋光相結合的技術,其加工原理如圖5所示,工件與電源陽極相連,拋光盤與電源負極相連,接通電源后,工件和拋光盤在一定電解液中以一定的速度和壓力相對運動,實現材料的去除[30]。此方法利用工件表面的電化學反應,使工件表面形成一層鈍化膜,鈍化膜硬度遠遠低于工件本身材料,且鈍化膜阻止了金屬的進一步溶解,從而實現超精密電負荷拋光[31]。采用此技術對可導電的難加工材料拋光,可取的拋光表面質量好模具磨損小、工序少、加工效率高、成本低等效果。北京航空制造工程研究所成功使用此技術實現了對長5m的內徑20-40mm的不銹鋼管內壁進行了內壁光整加工,并將該技術運用于生產[32]。
2.5 磨粒流噴射表面光整加工技術
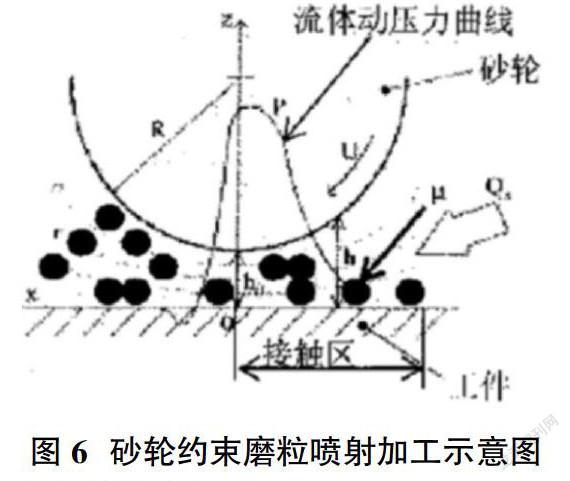
彈性發射技術(EEM)是由TSUWA等首先提出,其材料去除可達原子級,EEM技術的原理是把工件浸入拋光液中,使拋光液中的納米級自由磨粒高速旋轉作用于工件,實現材料原子級去除[33]。蔡光啟、李長河等人基于彈性發射技術原理研究出一種磨粒流噴射表面光整加工技術。如圖6所示,磨粒流噴射表面光整加工技術是通過對磨粒流束邊界約束,并利用砂輪的旋轉帶動磨粒流,使磨粒噴射光整加工工件表面。這種方法先利用砂輪磨削再利用此砂輪帶動磨粒進行噴射光整加工,使磨削和表面光整加工技術連續進行,省去了重新裝夾換工位等時間,提高了效率,光整表面粗糙度達Ra0.15-0.16um,用于工件表面的光整加工[34-36]。
2.6 復合磨粒拋光技術
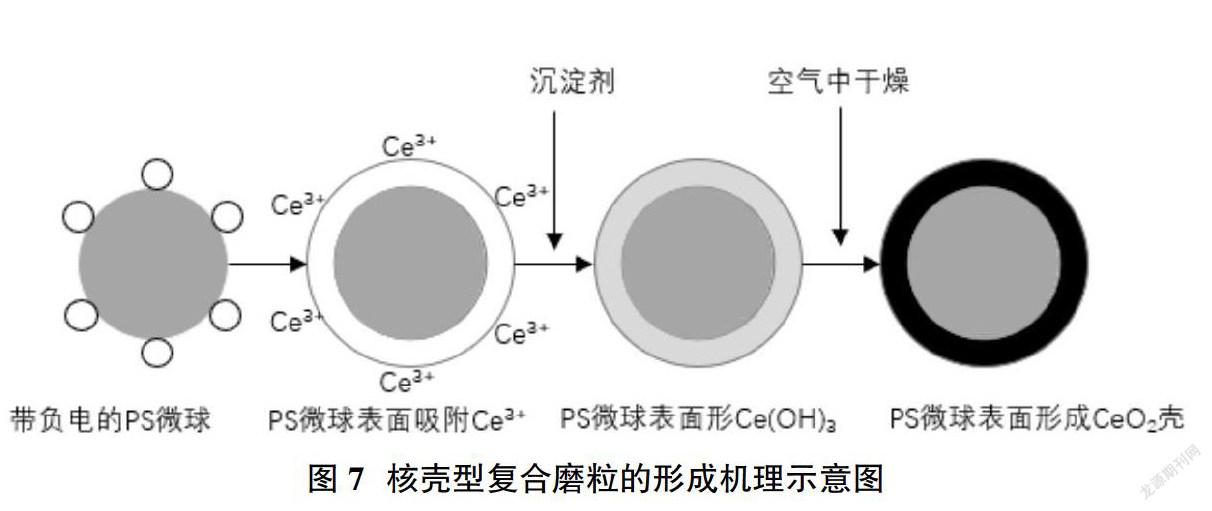
Hiroyuki Yano等采發展了一種復合磨粒的拋光技術,如圖7所示,用Resin/Al2O3核殼復合型磨粒對鋁等低k材料進行拋光,獲得良好的拋光效果。Lu Y等用BG/SiO2核殼型復合磨粒對硅片進行拋光,提高材料去除率的同時降低表面波紋度提高表面質量[37]。
與傳統的拋光技術相比復合磨粒加工技術利用納米粒子技術合成出具有特定結構或物理化學性質的新型粒子,然后使用這種新型粒子進行拋光加工的新型技術。復合磨粒按照結構可以分為核殼型和摻雜型。其中核殼型復合磨粒是利用粒徑較大的粒子為核,粒徑小的粒子包覆其周圍組成殼,形成具有殼核包覆結構的粒子[38];摻雜型復合磨粒是將Fe、Zr、Ti、Sn等元素通過物理或者化學的方法摻入硬質磨粒,改變其表面化學性能或者表面活性[39]。這種復合磨粒加工技術可以提高拋光速率、提高工件表面精度與質量等優點[40]。
2.7 等離子體輔助磨粒拋光(PaP)
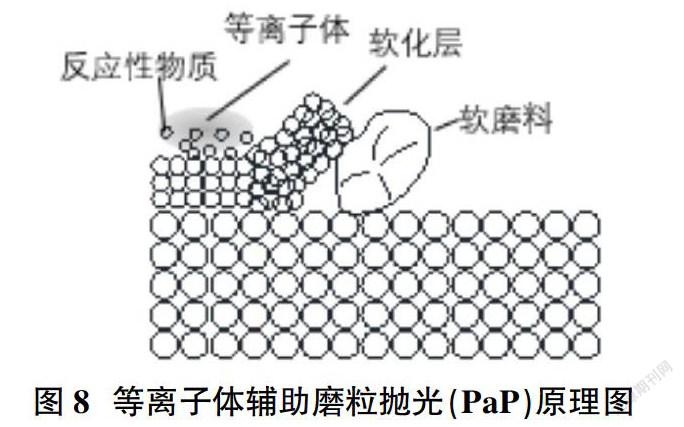
日本大阪大學工程研究生院精密科學與技術系的山村助理研究員,研究方向為非常規超精密加工工藝及其應用,開發了幾種獨特的超精密成形加工技術,其中等離子體輔助拋光(PaP)是將大氣壓等離子體輻射和軟磨料干拋光技術相結合,用于寬間隙半導體材料和精細陶瓷的拋光。其去除機理如圖8所示,采用輔助等離子體照射被加工材料表面,表面材料在等離子體的作用下,發生表面層軟化,同時自由磨粒通過劃擦將軟化層材料去除。由此提高了這種硬脆難加工材料的可加工性,同時也實現了納米級的去除。等離子體輔助拋光PaP是一種用于間隙半導體材料的無損傷拋光技術,加工對象是碳化硅、氮化鎵、金剛石、藍寶石等,他的一些研究成果已在CIRP大會上發表[41-42]。
2.8 力流變拋光技術
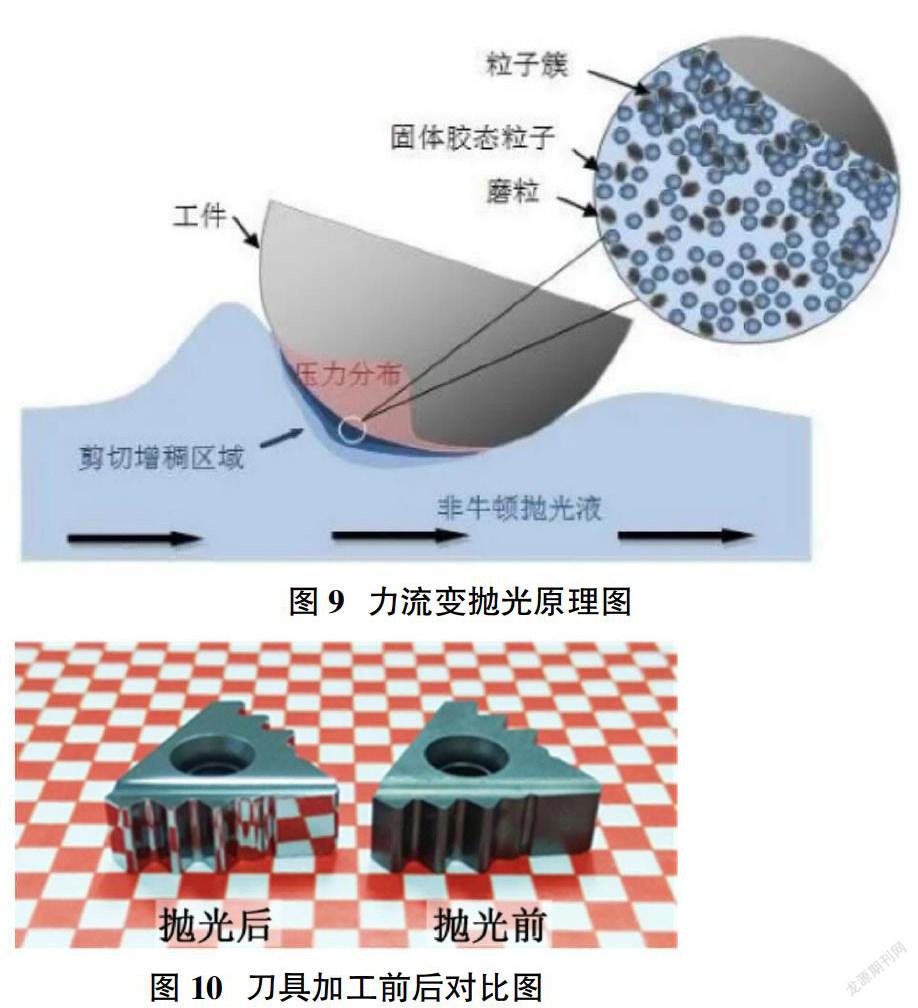
袁巨龍教授一直致力于精密超精密加工技術與裝備的研究,其團隊在剪切增稠拋光方法基礎上開發出一種新的拋光技術—力流變拋光技術。力流變拋光是利用非牛頓拋光液的剪切特性實現表面拋光的一種有效的超精密加工方法,如圖9所示,其具體原理是利用非牛頓流體拋光液的剪切增稠特性進行加工,這種非牛頓流體也叫做剪切增稠液體(Shear thickening fluid,STF)[43-44]。STF在不受剪切力沖擊時是以液態形式存在,當工件與拋光液之間的剪切速率超過一定值的瞬間,拋光液的粘度會急劇上升,變為類固態,當沖擊消失后又恢復液體狀態,利用STF 這種特性實現對工件的低損傷超精密拋光[45-46]。他們分別對不同磨料的拋光液及不同粒度的氧化鋁磨粒進行了試驗,確定了基本工藝實驗曲線;并對碳酸鋰基片進行了拋光實驗,圖10是刀具拋光加工前后效果對比,拋光15分鐘,其表面粗糙度從121.8nm快速減小到7.1nm[47]。
3 ?結束語
除了上述論述的超精密磨粒加工新技術之外,在磨粒超精密加工領域還有低溫拋光,動壓浮離拋光,離子束拋光等與超聲、電化學等相結合的一些新技術新方法,這些技術都是針對不同材料特性,結合合適的方法,來提高加工表面質量。這些新技術不但豐富了精密加工領域的磨粒加工方法,同時也大大促進了磨粒加工技術在精密超精密方面的應用,為精密超精密加工的發展提供了有效的手段。
盡管超精密磨削已經發展到很高的技術階段,但對超精密磨粒加工的研究沒有就此止步,隨著科技的進步,還在往更高的目標發展。在全球科技競爭的當代,精密超精密加工技術需要有自己的核心競爭力,向更高的效率、更高精度方向發展。
參考文獻:
[1]袁巨龍,王志偉,文東輝,呂冰海,戴勇.超精密加工現狀綜述[J].機械工程學報,2007(01):35-48.
[2]周芬芬,袁巨龍,姚蔚峰,呂冰海,阮德南.精密球超精密加工技術的研究進展[J].中國機械工程,2019,30(13):1528-1539.
[3]徐西鵬. 超硬磨料加工研究的新進展[C]. 中國材料研究學會.2011中國材料研討會論文摘要集.中國材料研究學會:中國材料研究學會,2011:342.
[4]Guo Xiaoguang, Huang Junxin, Yuan Song,Chen Chong,Jin Zhuji,Kang Renke,Guo Dongming. Effect of surface hydroxylation on ultra-precision machining of quartz glass[J]. Applied Surface Science,2020,501(C).
[5]周龍.超精密加工中的修整技術研究[D].東華大學,2014.
[6]Sangjin Maeng, Sangkee Min. Simultaneous geometric error identification of rotary axis and tool setting in an ultra-precision 5-axis machine tool using on-machine measurement[J]. Precision Engineering,2020,63.
[7]陳東祥,田延嶺.超精密磨削加工表面形貌建模與仿真方法[J].機械工程學報,2010,46(13):186-191.
[8]李長河,侯亞麗,蔡光起,盧秉恒.游離磨粒精密光整加工方法綜述(續)[J].精密制造與自動化,2009(02):10-15.
[9]周芬芬,袁巨龍,姚蔚峰,呂冰海,阮德南.精密球超精密加工技術的研究進展[J].中國機械工程,2019,30(13):1528-1539.
[10]袁巨龍,張飛虎,戴一帆,康仁科,楊輝,呂冰海.超精密加工領域科學技術發展研究[J].機械工程學報,2010,46(15):161-177.
[11]郭東明.高性能精密制造[J].中國機械工程,2018,29(07):757-765.
[12]陳宏偉.淺論精密與超精密磨削技術發展[J].中國科技投資,2012(27):32.
[13]馮薇.精密與超精密磨削的發展現狀[J].精密制造與自動化,2009(02):7-9.
[14]楊力. 大型非球面制造技術進展[C]. 中國光學學會.2002年中國光學學會年會論文集.中國光學學會:中國光學學會,2002:174-176.
[15]李立軍,張飛虎,董申.非球面磨削加工設備現狀與發展趨勢[J].機床與液壓,2007(07):229-230,236.
[16]袁華.精密與超精密磨削關鍵技術探討[J].機械工程與自動化,2011(05):214-216.
[17]M.L. Wu,Kaifei Zhang, Chengzu Ren. Study on the non-uniform contact during ELID groove grinding[J]. Precision Engineering,2015,39.
[18]伍俏平,王煜,瞿為,鄧朝暉.在線電解修整磨削液研究現狀及其展望[J].中國機械工程,2017,28(09):1118-1125.
[19]徐志強,尹韶輝,姜勝強,朱科軍.在線電解修整磨削與化學機械拋光相結合的藍寶石基片組合加工技術[J].中國機械工程,2018,29(11):1310-1315.
[20]Zhiqiang Wang, Chengzu Ren,Guang Chen,Xiaofan Deng,Chunhui Ji. Influence of oxide layer on grinding quality in ELID grinding bearing outer ring raceway with workpiece-cathode[J]. Springer London, 2019,105(7-8).
[21]伍俏平,鄭維佳,鄧朝暉,趙恒.在線電解修整磨削氧化膜研究現狀及展望[J].中國機械工程,2018,29(17):2023-2030.
[22]張占立,熊明照,王恒迪,王鋒,鄧四二.氮化硅陶瓷滾子磁流變、化學與超聲復合拋光工藝試驗[J].軸承,2016(02):14-19.
[23]彭小強.確定性磁流變拋光的關鍵技術研究[D].國防科學技術大學,2004.
[24]李躍,何建國,黃文,張云飛,錢林弘.磁流變拋光輪磨損影響因素分析[J].潤滑與密封,2019,44(06):126-131.
[25]翟文杰,高博.單晶SiC的化學機械拋光及其增效技術研究進展[J].哈爾濱工業大學學報,2018,50(07):1-10.
[26]袁菘,郭曉光,金洙吉,康仁科,郭東明.金剛石化學機械拋光研究現狀[J].表面技術,2020,49(04):11-22.
[27]Changjiang Qin, Zihua Hu, Aimin Tang,Zhiping Yang,Sheng Luo. An efficient material removal rate prediction model for cemented carbide inserts chemical mechanical polishing[J]. Wear,2020.
[28]Song Yuan, Xiaoguang Guo,Junxin Huang, Yonjun Gou,Zhuji Jin,Renke Kang, Dongming Guo. Insight into the mechanism of low friction and wear during the chemical mechanical polishing process of diamond: A reactive molecular dynamics simulation[J]. Tribology International, 2020,148.
[29]彭進,夏琳,鄒文俊.化學機械拋光液的發展現狀與研究方向[J].表面技術,2012,41(04):95-98.
[30]馮志清,李福援,候文惠,鄒紅亮.電解機械復合拋光試驗及其過程分析[J].新技術新工藝,2009(03):75-78.
[31]高佳宏,王琳.電解機械復合拋光表面的分形特性研究[J].煤礦機械,2007(04):128-129.
[32]吳蒙華,郭永豐,趙家齊,劉晉春.不銹鋼電解—機械復合拋光新工藝的研究[J].機械制造,1997(02):10-12.
[33]徐興芹. 彈性發射加工中磨粒群運動特性的研究[D].大連理工大學,2013.
[34]李長河,侯亞麗,蔡光起,劉楓.砂輪約束磨粒噴射精密光整加工微觀形貌評價及摩擦學特性研究[J].中國機械工程,2007(20):2464-2468.
[35]劉楓.外圓磨削磨粒噴射加工機理及表面特性研究[D].東北大學,2009.
[36]李長河,丁玉成,蔡光起,盧秉恒.砂輪約束磨粒噴射精密光整加工表面特性的實驗研究[J].制造技術與機床,2009(06):102-105.
[37]朱良健,滕霖,白滿社.復合磨粒拋光技術研究現狀與展望[J].材料導報,2014,28(13):122-125.
[38]馬翔宇,陳楊.拋光壓力和拋光墊硬度對PMMA-CeO_2核殼復合磨粒拋光性能的影響(英文)[J].微納電子技術,2019,56(10):835-843.
[39]陳愛蓮,王婉瑩,馬翔宇,蔡文杰,陳楊.Sm摻雜核-殼結構介孔SiO_2@CeO_2復合顆粒的制備和拋光性能[J].復合材料學報,2020,37(04):919-926.
[40]Feng-Che Tsai, Jiuan-Hung Ke. Abrasive jet polishing of micro-channels using compound SiC abrasives with compound additives[J]. The International Journal of Advanced Manufacturing Technology,2013,67(5-8).
[41]H. Deng, K. Yamamura. Atomic-scale flattening mechanism of 4H-SiC (0001) in plasma assisted polishing[J]. CIRP Annals - Manufacturing Technology, 2013,62(1).
[42]K. Yamamura, T. Takiguchi, M. Ueda, H. Deng, A.N. Hattori, N. Zettsu. Plasma assisted polishing of single crystal SiC for obtaining atomically flat strain-free surface[J]. CIRP Annals - Manufacturing Technology, 2011,60(1).
[43]李敏,袁巨龍,呂冰海,趙萍,鐘美鵬.Si_3N_4陶瓷的剪切增稠拋光[J].機械工程學報,2017,53(09):193-200.
[44]李敏,呂冰海,袁巨龍,董晨晨,戴偉濤.剪切增稠拋光的材料去除數學模型[J].機械工程學報,2016,52(07):142-151.
[45]Gunjan Grover, Sanjeev K. Verma,Anupama Thakur,Ipsita Biswas,Debarati Bhatacharjee. The effect of particle size and concentration on the ballistic resistance of different shear thickening fluids[J]. Elsevier Ltd, 2020.
[46]Young Sil Lee, Norman J. Wagner. Dynamic properties of shear thickening colloidal suspensions[J]. Rheologica Acta, 2003, 42(3).
[47]賀乾坤.基于硬質合金材料特性的力流變拋光液研究[D].浙江工業大學,2019.