球錐式MJ外螺紋管接頭的加工與測量
2020-09-10 07:22:44楊引鋒
內燃機與配件
2020年13期
楊引鋒


摘要:通過對球錐式MJ外螺紋管接頭結構的分析,結合圖紙的要求,給出了合理的加工參數及檢查方法,滿足了產品質量及加工經濟性各方面的要求。研制加工交付的零件,裝機長試后管路密封性能得到了大大提升,圓滿完成了燃油附件接口的改進工作。
關鍵詞:MJ螺紋;密接度;著色
0 ?引言
為優化發動機性能和部分功能,提高管路裝配性,按照主機廠將HB 8333《發動機導管連接用74°錐面和球面連接的陰端頭》和HB 8323《發動機導管74°連接用外套螺母》配合使用的發動機導管連接設計總要求,將對所有外螺紋執行標準Q/2S 522-2013《發動機導管連接用球錐式外螺紋接頭》。本單位將與發動機接口配合的所有外接管接頭由74°錐面改為球錐面,并將鈦合金材料的管接頭螺紋改為MJ加強螺紋。基于以上要求,改進后球錐式管接頭的加工和測量需要我們急智攻關,研究出球錐式管接頭的加工工藝以及相應的測量方法,制造出滿足設計要求的管接頭,完成燃油附件接口的改進工作,提高發動機管路的裝配性。
1 ?球錐式MJ外螺紋管接頭的結構分析
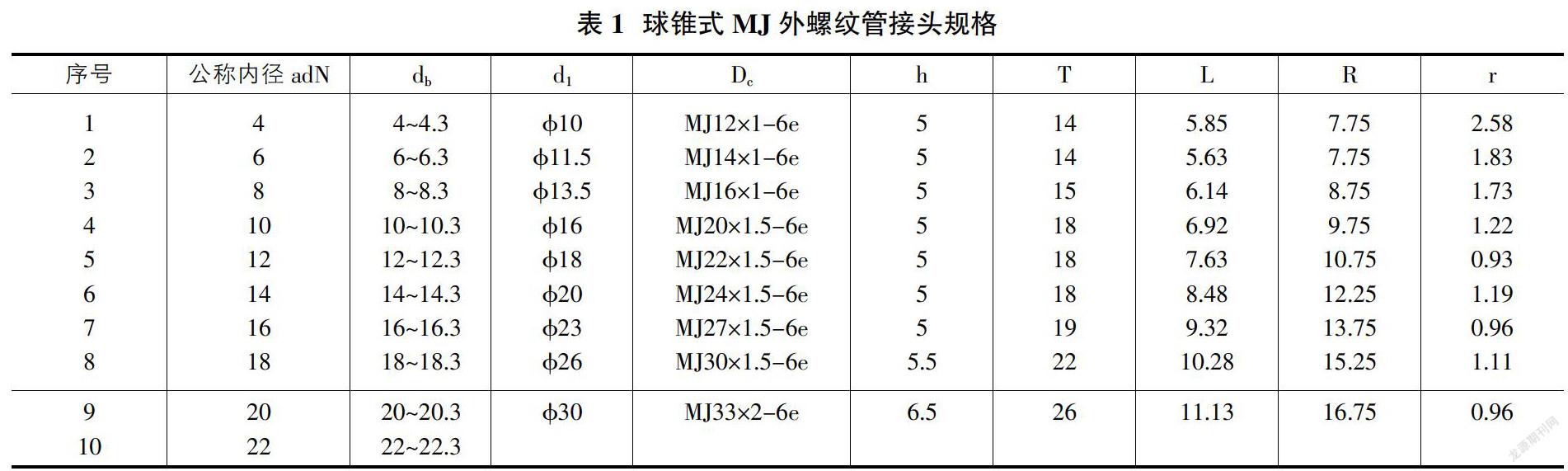
1.1 球錐式MJ外螺紋管接頭的關鍵部位結構如圖1所示,材料為鈦合金。
可根據接口的大小選擇不同規格,按表1進行選擇。
MJ外螺紋的基本尺寸按GJB3.1A-82;公差與配合按GB/T 197-1981、MJ外螺紋首尾按GJB 52-1985;肩距、退刀槽、引導及倒角按HB 5829-1983 執行。
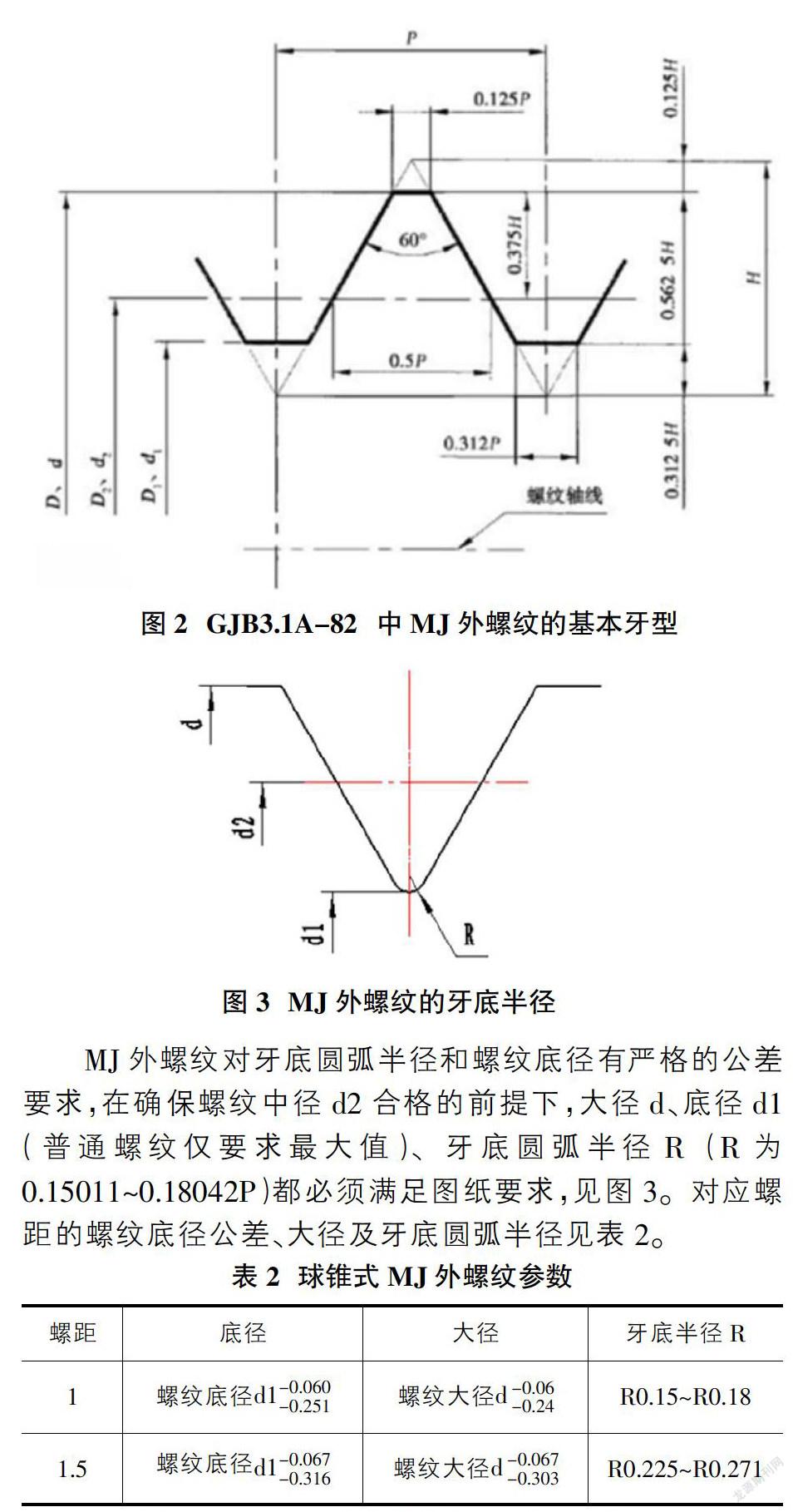
1.2 MJ外螺紋基本牙型
GJB 3.1A-2003中 MJ外螺紋基本牙型見圖2所示。
2 ?MJ外螺紋的加工及測量
2.1 MJ外螺紋的加工
MJ外螺紋對牙底圓弧半徑和螺紋底徑有嚴格的公差要求,在確保螺紋中徑d2合格的前提下,大徑d、底徑d1(普通螺紋僅要求最大值)、牙底圓弧半徑R(R為0.15011~0.18042P)都必須滿足圖紙要求,見圖3。……
登錄APP查看全文