頂襯與立柱的間隙配合研究
2020-09-10 07:22:44閔宗盼
內(nèi)燃機(jī)與配件
2020年13期
閔宗盼



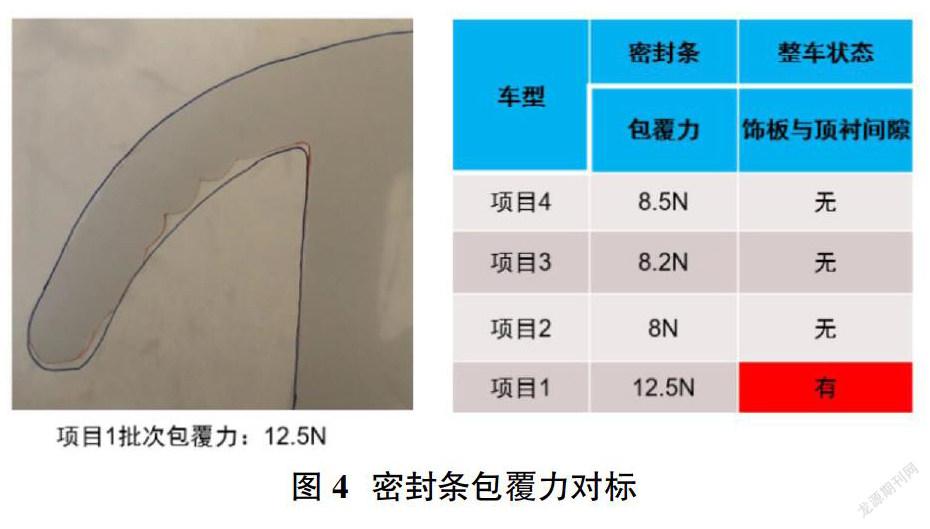


摘要:頂襯與立柱的配合出現(xiàn)間隙問(wèn)題的概率異常高,諸多項(xiàng)目都飽受其困擾。汽車內(nèi)飾良好的尺寸匹配可以給顧客留下良好持續(xù)的愉悅感受,該問(wèn)題的存在,嚴(yán)重影響著汽車內(nèi)飾給予顧客的整體感官感受。本文通過(guò)頂襯背部增加合理規(guī)格尺寸的泡棉,弱化密封條根部結(jié)構(gòu)從而降低密封條對(duì)頂襯的包覆力,預(yù)留出立柱防翻轉(zhuǎn)筋與鈑金間隙防止局部區(qū)域干涉等措施大大降低頂襯與立柱出現(xiàn)間隙的風(fēng)險(xiǎn),甚至從根本上消除了頂襯與立柱間隙問(wèn)題。提高了汽車內(nèi)飾匹配質(zhì)量,進(jìn)而提升了客戶的滿意度和企業(yè)的品牌質(zhì)量與競(jìng)爭(zhēng)力。
關(guān)鍵詞:頂襯;立柱;泡棉;密封條;干涉
0 ?引言
隨著社會(huì)的不斷發(fā)展和經(jīng)濟(jì)的持續(xù)攀升,人們對(duì)于高質(zhì)量的汽車需求越來(lái)越旺。內(nèi)飾良好匹配的外在目標(biāo)就是讓客戶持續(xù)享有愉悅的感官感受。基本上每個(gè)項(xiàng)目都有頂襯和立柱的DTS配合要求,但諸多項(xiàng)目在開(kāi)發(fā)過(guò)程中都有出現(xiàn)頂襯與立柱間隙的問(wèn)題,嚴(yán)重影響著汽車內(nèi)飾的整體匹配質(zhì)量。該風(fēng)險(xiǎn)發(fā)生的頻次之高,嚴(yán)重度之大深深影響著客戶的良好體驗(yàn)。提出合適的解決方案降低該風(fēng)險(xiǎn)的發(fā)生甚至消除風(fēng)險(xiǎn)顯得愈發(fā)重要。這對(duì)于提高整車內(nèi)飾外觀質(zhì)量,提升客戶滿意度甚至企業(yè)競(jìng)爭(zhēng)力都有著重要意義。
1 ?問(wèn)題定義
在試制造車或者線上造車的階段常出現(xiàn)立柱與頂襯在局部區(qū)域產(chǎn)生間隙的現(xiàn)象。DTS對(duì)于頂襯與立柱的要求常規(guī)都是no gap,不允許有間隙。……
登錄APP查看全文