測量系統分析應用于降低讀數類檢具故障率研究
2020-09-10 04:53:58楊超林
內燃機與配件 2020年13期
關鍵詞:故障
楊超林

摘要:測量系統分析(MSA)是質量體系五大工具之一,在汽車行業有廣泛的應用,本文從讀數類檢具故障率的分析出發,結合測量系統分析工具的應用,分析出主要原因,針對原因實施相應的措施以改進,以達到降低讀數類檢具故障率的目的。
關鍵詞:測量系統分析;檢具;故障
1 ?背景
我司發動機工廠采用了許多讀數類檢具用于機加工各類工藝尺寸的測量,這些讀數類檢具在質量控制中充當著重要角色,為質量控制提供精準數據以確保產品的質量,一旦這些讀數類檢具相關能力要求出現了問題,就有可能提供錯誤的數據,以致誤導決策人員做出錯誤的決策,出現不應有的不合格品。為確保讀數類檢具的能力在長期的運作下依舊能夠保持良好運行,需按照MSA的要求執行相應的研究,并找出首位的問題源,以降低讀數類檢具故障率。
2 ?現狀調查
我司發動機在用讀數類檢具255項,主要用于機加工3C件各類參數的測量,對質量監控有重要的作用。2017年度團隊共響應讀數類問題數量455項,故障頻率較高,不利于質量監控有效執行。組織團隊對故障類型進行分類統計發現測量不準的故障類型占故障總數的60%,排在故障類型的首位,該故障類型對質量監控影響極大,如不及時發現,運用錯誤的數據在質量監控上會有極大的質量風險隱患。
3 ?原因分析
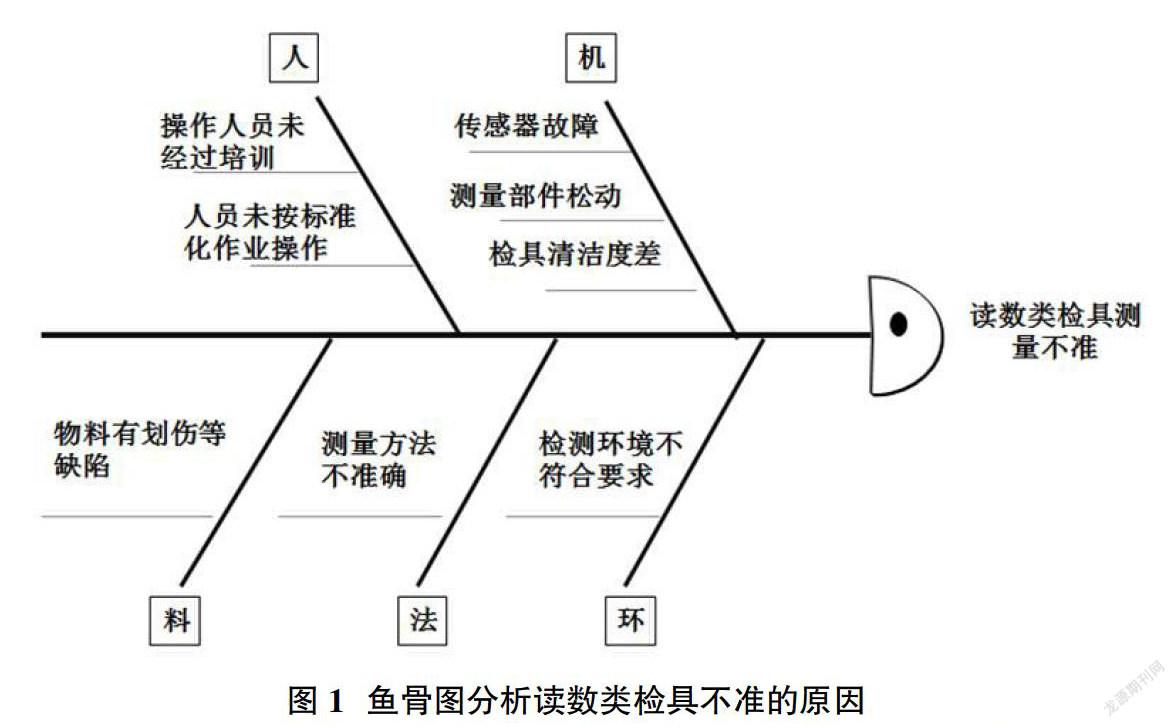
3.1 采用魚骨圖(圖1)的方式調查讀數類檢具故障類型最多的測量不準的原因。
3.2 本次確認采用的質量分析工具和方法是通用汽車測量系統規范MSS 4.0版規定MSA方法,方法介紹如表1所示。
3.3 開展MSA方法分析
①重復性和準確性短期穩定性分析:采用Type1的方法,對測量不準的讀數類檢具進行分析,分析發現該類故障的讀數類檢具具有一定的共同特征,即重復測量的數值波動大,能力指數Cg&Cgk≦ 1.33,不符合規定的Cg&Cgk≥1.33 的要求。
②重復性和再現性分析:采用Type2的方法,對測量不準的讀數類檢具進行分析,發現能力指數%R&R ≥ 20%RF,均不符合規定的%R&R≦20%RF的要求。
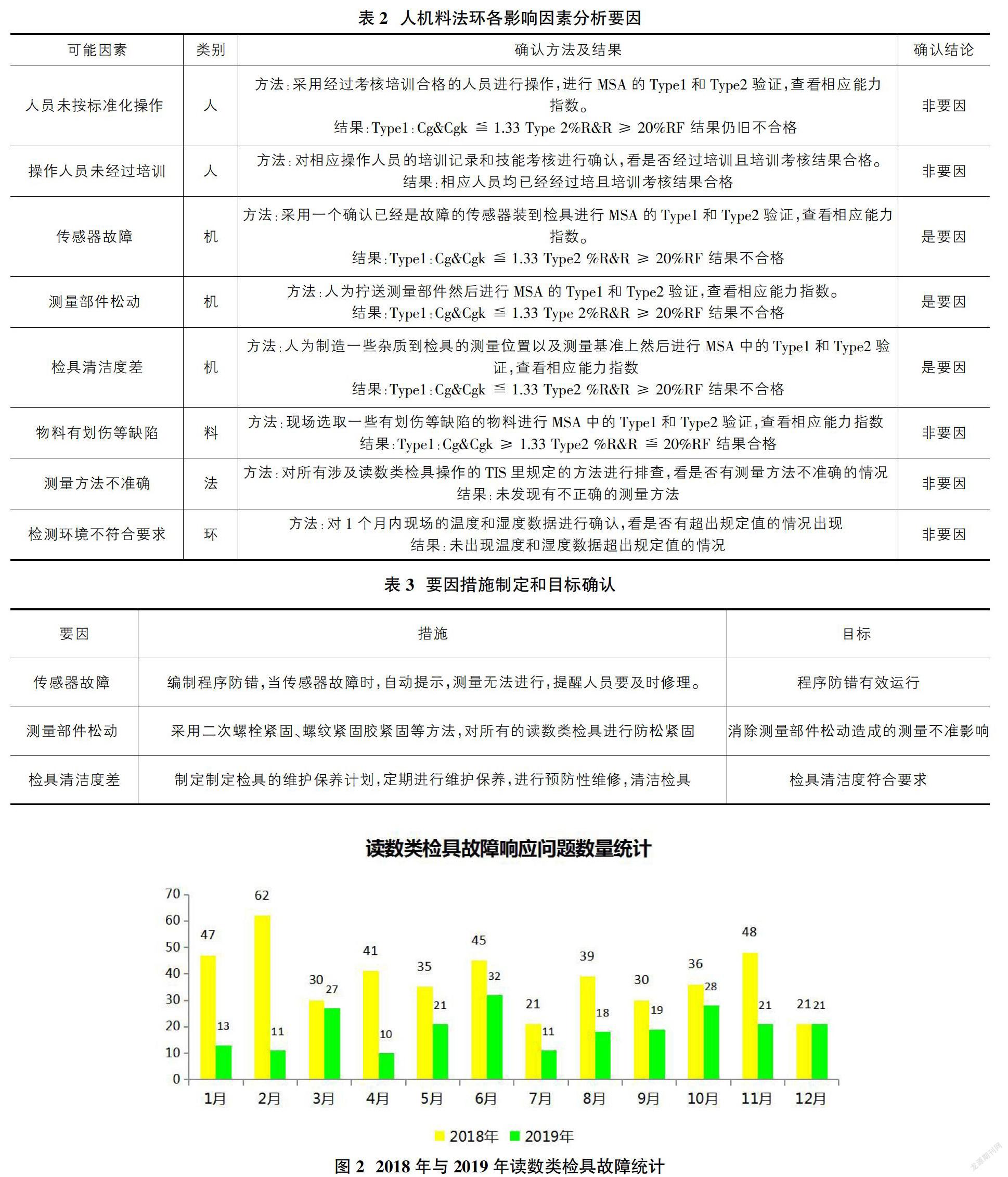
3.4 讀數類檢具測量不準從人機料法環各個方面進行要因確認,如表2所示。
4 ?要因解決
本次進行分析后可得出讀數類檢具測量不準的原因主要有傳感器故障、檢具清潔度差、檢具清潔度差三個原因,制定措施如表3所示。
5 ?效果確認
所有措施落實以后對2019年全年的讀數類檢具故障和2018年的故障進行統計比對,如圖2所示。
經過統計,措施實施后統計2019年讀數類檢具故障總數量與2018年讀數類檢具故障總數量進行比對,故障數由原本的455項降低至232項,同比2018年降低約49%,效果明顯,對質量風險控制起到了很好的遏制作用。
6 ?總結
通過測量系統分析工具應用于讀數類檢具故障的分析,可以分析出引起讀數類檢具故障的主要原因,遏制住這些主要原因后,讀數類檢具的故障率可得到有效控制,對于工廠的質量控制有重要的意義,也可作為其他有同類型儀器的工廠作為借鑒。
參考文獻:
[1]張智勇.ISO/TS16949五大工具一本通.機械工業出版社.2016.
[2]通用汽車機械和設備規范.測量系統規范SP-Q-MSS-G4.0.2018.
[3]謝少鋒,陳曉懷,張勇斌.測量系統不確定度分析及其動態性研究[J].計量學報,2002(03).
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39