關于C80車輛牽引桿檢查設備研究應用與探討
2020-09-10 04:53:58張麗萍
內燃機與配件 2020年13期
張麗萍


摘要:本文通過介紹大秦線C80重載車輛牽引桿檢修技術要求,提出檢查牽引桿難點,并通過研制C80敞車牽引桿翻轉檢查非標準設備解決生產難題,闡述了該非標準設備的設計思路和原理,明確了使用和維修注意事項,為檢修牽引桿提高設備應用效果提供一定參考。
關鍵詞:重載車輛;牽引桿;非標準設備
0 ?引言
在車輛段檢修設備方面,分為標準設備和非標準設備,非標準設備是企業根據自己用途需要,自行設計制造的設備,結合應用性非標準設備在車輛檢修方面發揮著相關作用,其中牽引桿檢修方面需要有相關的輔助非標準設備配合檢查,因此研制應用該類設備是車輛段檢修生產的需要。牽引桿技術是大秦C80車輛重載技術關鍵項目之一,牽引桿的應用是將三輛車用兩根牽引桿聯接為一組(如圖1),實現不摘鉤翻轉、卸車,大大節約了碼頭卸車的作業時間,提高了車輛周轉和運輸效率,最大限度避免了車輛在區間運輸由于車鉤連接處防跳止銷脫落造成列車分離事故,安裝于大秦線運煤專用C80敞車上的牽引桿外形如圖1所示。
牽引桿在重載鐵路運輸過程中雖然發揮了重要作用,改變了車輛的運行狀態,但給車輛的檢修帶來了新的研究課題。由于牽引桿承擔了車輛運行過程中的縱向牽引力、橫向擺動力,致使牽引桿桿體疲勞裂紋,端部球面和銷孔磨損過限質量隱患大量出現。
1 ?牽引桿檢修要求
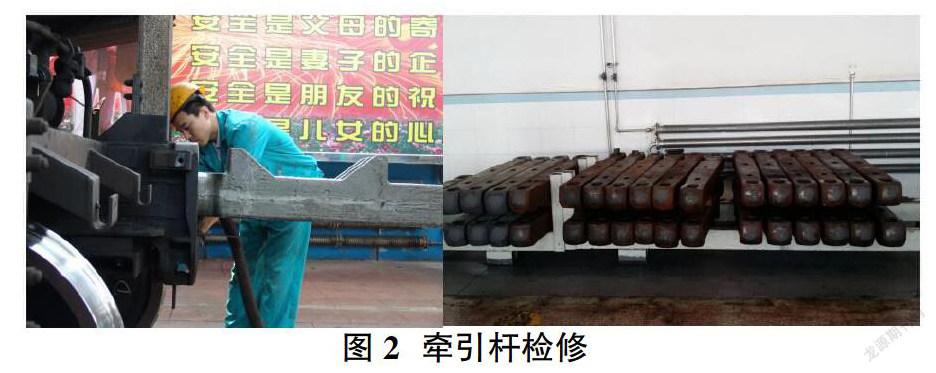
根據C80車輛牽引桿檢修作業指導書要求,牽引桿檢修須進行拋丸除銹,外表面清潔度應達到GB/T8923標準的Sa2級,局部不低于Sa1級。如圖2所示,其主要檢修部位及限度是:
1.1 牽引桿壽命判定
①牽引桿實行壽命管理,如無制造時間標記時涂打“X”標識,壽命期限以制造時間為準,時間統計精確到月。
②報廢要求:使用時間滿25年、橫裂紋或縱裂紋長度大于30mm,且使用時間滿20年而未滿25年者涂打“X”標識。
③剩余壽命期限不足1個段修期,且狀態良好者,可繼續使用,但須負責1個段修期的質量保證責任。
1.2 牽引桿裂紋檢查
①使用鋼板尺或盒尺測量牽引桿桿身、桿頸橫裂紋在同一斷面之和小于50mm時涂打“#”標識,大于時涂打“X”標識。
②牽引桿尾銷孔周圍25mm范圍內裂紋時涂打“#”標識;超過尾銷孔周圍25mm范圍裂紋時,使用深度儀檢測裂紋深度,小于3mm時涂打“#”標識,大于時涂打“X”標識。經檢查、檢測合格者用白色粉筆劃“○”。
1.3 牽引桿磨耗檢查
①16、17型車鉤鉤尾端部與鉤尾銷孔邊緣的距離原型尺寸:89mm。使用16、17型鉤體尾部厚度檢測量規83Z、77Z端,分別沿鉤尾銷孔后邊緣插入進行檢測,如圖3所示。鉤尾銷孔后壁與鉤尾端部距離小于83mm時涂打“#”標識,小于77mm時涂打“X”標識。經檢查、檢測合格者用白色粉筆劃“○”。
②牽引桿長度原型尺寸:1753mm。使用牽引桿長度檢測量具進行檢測,長度小于1741mm時涂打“#”標識,小于1734mm時涂打“X”標識,如圖4所示。經檢查、檢測合格者用白色粉筆劃“○”。
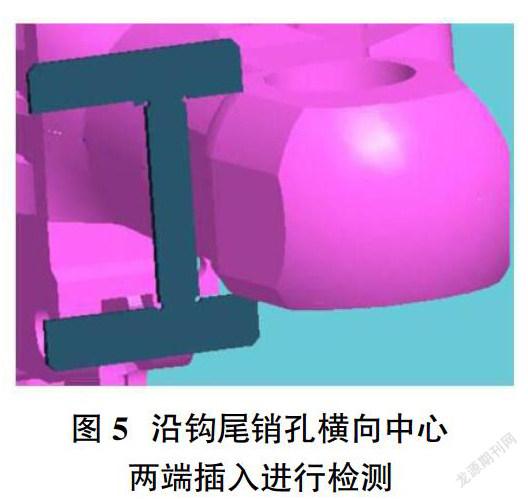
③16、17型鉤體尾端高度原型尺寸分別為:155.5mm、171.5mm。使用鉤體尾部高度檢測量規LZ端,分別沿鉤尾銷孔橫向中心兩端插入進行檢測,16型鉤體尾端高度小于151mm、17型鉤體尾端高度小于166mm時涂打“#”標識,如圖5所示。經檢查、檢測合格者用白色粉筆劃“○”。
C80車輛牽引桿外形幾何尺寸為205×166×1753,材料為B級鑄鋼,配件自重238公斤。由牽引桿的幾何外形可知,該車輛部件屬于桿類構件,兩端設計SR133.5毫米球形磨耗面,球面里側鑄造有兩個R45中心距為24毫米長圓腰鼓形連接孔,要實現對牽引桿的定期檢修,發現其在運用過程中出現的疲勞裂紋、磨損過限,牽引桿檢查和檢修人員需要對其進行動態反轉,因此需要研制設計一套適應牽引桿幾何特征,滿足檢修作業指導書要求的反轉檢查專用設備,實現對牽引桿各磨耗部位的檢查、測量和加修。
2 ?研制情況
2.1 設計思路
段修現車分解的牽引桿經拋丸除銹后,沒有專門的翻轉裝置,只能由叉車搬運到指定地點或支架上,通過人工方式借助撬棍進行翻轉檢測,由于每根牽引桿的重量為238公斤,斷面又呈方形,調查發現采用人工翻轉效率低、橇棍極易將職工橇碰傷。另一方面該車間當時C80車段修任務達到日均36-45輛,每個工作日需要檢修牽引桿30多根,研制一套牽引桿翻轉檢修非標準工裝設備可以滿足生產需要。牽引桿翻轉設備設計的基本思路是,設計一套機械構架、采用電氣驅動并控制轉動速度,達到牽引桿上下方便快捷、定位牢固可靠,能夠以360°轉動速度,實現對牽引桿各結構部位的檢查和測量。
2.2 研制方案
①方案一。在樣機制作中,方案一我們考慮到用一端固定,另一段可移動的夾具將牽引桿的球面夾緊定位。經過試驗,在此種方法上下構件不方便,定位設計較復雜。②方案二。第二方案是利用杠桿原理配合彈簧的復位功能,將定位裝置設計為定位開放,其他位置鎖閉的結構,具體將就是在空位時,定位裝置處于張開狀態,當上料后自動夾緊,只要轉動就將牽引桿鎖緊,經試驗效果達到預定要求。
3 ?組成功能
3.1 組成
根據研制調研過程,按照第二方案杠桿原理設計了牽引桿翻轉設備,該設備是為了提高牽引桿檢修效率而設計研制的,主要由機架、左右定位盤、左右轉動支架、電機變速裝置和上下料起吊裝置等組成。具有自重定位旋轉夾緊、電驅動定速360°水平旋轉、上下料起吊等功能。
3.2 作用原理
①定位夾緊結構設計。該結構設計是整個翻轉檢測設備的關鍵,也是設計的難點之一,經過多方考察、多個方案反復優化,考慮到牽引桿的上下要方便快捷,定位準確可靠的要求,決定采用杠桿彈簧組合的結構,具體原理是定位卡具安裝在杠桿彈簧組件上,在壓縮彈簧作用下,定位卡具始終處于開放狀態,當受到垂直壓力時,卡具推動杠桿壓縮彈簧并繞中心點轉動鎖緊牽引桿,只要彈簧處于壓縮狀態牽引桿將牢固定位在卡具上。②360°水平旋轉裝置。該裝置分左右兩部分,左端為主動,右端為從動,左右兩端除有無驅動外,其它結構完全一樣。牽引桿360°水平旋轉,轉動方式采用定位裝置與牽引桿一起轉動的結構,牽引桿轉速每分鐘控制在7~10轉之間,在主動端固定支架上設計電機驅動變速裝置,電氣控制系統采用了正、反轉點動模式,實現牽引桿設定的轉速,滿足了檢測作業時的全面檢查、重點部位細查、隱患部位復查的要求。③為了提高牽引桿上下翻轉裝置的效率,設計牽引桿專用吊具,使翻轉裝置的功能得到進一步擴展。使用平衡吊進行取料,然后使彈簧定位裝置,在車軸兩端用機械頂針固定,同時使牽引桿按一定的速度旋轉,使牽引桿以不同速度進行軸向移動,可以采用停機方法以便測量檢查。
3.3 技術參數
該設備能滿足C80系列重載車輛牽引桿設備檢修工藝要求,實現牽引桿360°翻轉檢查的功能。主要目標是牽引桿上下料方便,牽引桿在翻轉設備上定位、卡緊準確可靠,轉動速度符合檢查要求。主要技術指標是:牽引桿轉角大于360°;轉速小于10r/min;驅動功率0.75kw,隨機起吊重量小于500kg;檢查工藝時間不大于2min。
4 ?設備使用和維修要求
作為非標設備,在使用管理方面,一定要加強對操作人員安全后規范作用要求,確保在檢查使用中安全可靠。C80敞車牽引桿翻轉設備是牽引桿檢修的專用非標設備,可適用于C80系列敞車牽引桿的翻轉作業。①使用前應對設備的各部進行仔細的檢查,確認左右轉動盤處于自然開放狀態,卡具上未安裝牽引桿時,嚴禁起動電機(有保護裝置),確認各部良好后方可進行作業。②吊裝牽引桿時,將吊具掛在牽引桿中部,起吊時盡量在低位轉動,快到翻轉機架時再將牽引桿升起到定位盤上方。③再翻轉裝置上安裝牽引桿時,將主從夾具調整到一致的方向后,再將牽引桿放入定位夾具內,確認轉動盤滾動輪從固定盤缺口縮回,點動轉動開關,牽引桿開始180°轉動。④在轉動作業過程中,注意牽引桿旋轉狀態,因電器控制設計為正反點動方式,操作者根據需要點動轉動,當發現隱患時,可以翻轉確認。⑤翻轉檢修完畢后,必須將牽引桿轉動到上料位置,否則不能將牽引桿從裝置上卸下,要按時對轉動部位進行潤滑保養。
5 ?總結
在鐵路車輛單位加工制作非標設備,要滿足實際要求,符合檢修作業工藝標準,通過研制C80敞車牽引桿翻轉設備,改變了現場牽引桿翻轉的作業方式,滿足了工藝要求。提高了現場的作業效率,減輕了職工勞動強度,落實了各項檢測工藝過程。特別是裝置的定位鎖緊裝置,無需人工操作,只要將牽引桿放入夾具內通過重力夾緊,可實現360°旋轉功能,為牽引桿的圓周檢測提供了方便條件,提高現場作業效率和確保了生產安全發揮了積極作用,為安全生產做出貢獻。
參考文獻:
[1]鐵道部.鐵路貨車段修規程[M].北京;中國鐵道出版社,2012.
[2]何軍濤,呂松江,江宏.軌道客車SP19制動缸漏泄原因分析及對策[J].內燃機與配件,2019(11).
[3]印鵬,陳甫,李衛強.CRH2型動車組用安全閥泄漏故障分析[J].內燃機與配件,2018(22).