大規(guī)格電鐓成形過程解析及端面凹陷改善方法
2020-09-10 07:22:44陳應(yīng)戰(zhàn)魯宏蔣立鶴
內(nèi)燃機(jī)與配件 2020年12期
陳應(yīng)戰(zhàn) 魯宏 蔣立鶴



摘要:本文主要針對(duì)超大規(guī)格氣閥在電鐓成形過程中的蒜頭端面凹陷問題,提出設(shè)計(jì)新型曲面接觸式凹型砧子的方法以降低蒜頭端面下沉深度,為實(shí)際電鐓生產(chǎn)中獲得較好的電鐓成形形狀提供方法依據(jù)。在MSC.Marc分析平臺(tái)構(gòu)建電鐓有限元模型進(jìn)行電鐓模擬分析,根據(jù)有限元模擬電鐓成形過程,針對(duì)性采用曲面接觸式凹型砧子對(duì)電鐓成形過程中的端面凹陷進(jìn)行改善,分析凹型砧子對(duì)電鐓成形過程中的蒜頭端面下沉深度、蒜頭直徑、電鐓溫度的影響,發(fā)現(xiàn)新型曲面接觸式凹型砧子能有效降低蒜頭端面凹陷程度和改善電鐓聚料形狀。
關(guān)鍵詞:電鐓;端面凹陷;凹型砧子;有限元模擬
0 ?引言
隨著運(yùn)輸船舶日趨大型化、巨型化,促使船用柴油動(dòng)力低速機(jī)的單缸功率和單機(jī)功率不斷向強(qiáng)化、縱深發(fā)展。大規(guī)格氣閥作為超大型原動(dòng)機(jī)燃燒室燃燒室進(jìn)/排氣關(guān)鍵部件,具有長(zhǎng)桿、局部超大變截面的形狀特點(diǎn),其成形方法通常依靠電鐓制坯-模鍛成形[1-2]。電鐓成形工藝涉及電-熱-力-組織等四種物理場(chǎng),是一個(gè)具有高度非線性幾何、物理、邊界的動(dòng)態(tài)多場(chǎng)多尺度耦合熱塑性變形問題[3]。在成形超大規(guī)格氣閥時(shí),特別是當(dāng)聚料多,氣閥桿徑截面變化率超大的情況下,為達(dá)到一定的電鐓蒜頭直徑,電鐓成形過程中的頂鐓力和加載電流都需要很大,而這很容易加深電鐓蒜頭端面的凹陷(下沉深度)。一方面,下沉深度太大會(huì)使得材料變形不均勻,甚至在電鐓成形過程中形成坍塌缺陷。另一方面,在后續(xù)的模鍛成形過程中,下沉深度太大會(huì)出現(xiàn)“閉氣”問題[4]。一般來說,對(duì)于此類超大規(guī)格變截面率的氣閥坯,單方面很難從電鐓工藝參數(shù)角度改善。而在傳統(tǒng)電鐓成形設(shè)備中,砧子一般為平面型,無法改善電鐓成形后蒜頭端面下沉深度大的缺陷。特別是當(dāng)電鐓過程中的頂鐓力超過一定限度時(shí),平面型砧子反而會(huì)使得下沉深度變大。因此,尋求一種既能減小電鐓蒜頭端面的下沉深度又能改善電鐓聚料形狀的電鐓方法是很有必要的。
1 ?電-熱-力多場(chǎng)動(dòng)態(tài)耦合有限元模型構(gòu)建
電鐓工藝工作原理圖如圖1所示。在砧子電極與夾持電極之間通電流,通過接觸電阻和自身電阻加熱,并在桿坯右端施加一定的頂鐓力,冷端的桿坯被送入砧子電極與夾持電極之間的加熱區(qū)域,使桿坯在一定溫度條件下逐漸發(fā)生塑性變形并完成局部精準(zhǔn)連續(xù)聚料[1,5]。圖1中砧子為平面型砧子。
電鐓有限元模型材料為Nimonic80A超合金,桿坯直徑為85mm,長(zhǎng)度3700mm,桿坯總行程2350mm。在保證電鐓過程不失穩(wěn)的情況下,電鐓過程中使用的頂鐓力最大為1030KN,最大電流為28.6KA,模擬過程中的最高溫度為1130℃。
2 ?基于多場(chǎng)動(dòng)態(tài)耦合的電鐓成形過程分析
基于電-熱-力多場(chǎng)動(dòng)態(tài)耦合模型,進(jìn)行了大規(guī)格電鐓的模擬。如圖2(a)所示,在t=725s時(shí),采用原始平面型砧子的電鐓模擬心部最高溫度為1120℃,電鐓蒜頭直徑為170.12mm,下沉深度為7.25mm。在t=950s時(shí),電鐓模擬心部最高溫度為1128℃,電鐓蒜頭直徑為193.24mm,下沉深度為8.29mm,如圖2(b)所示。對(duì)比725s和950s時(shí)的電鐓成形情況,可以發(fā)現(xiàn):隨著電鐓溫度的升高,材料在高溫下的金屬流動(dòng)性增加,更多的材料被送進(jìn)加熱區(qū)域并向電鐓蒜頭頭部方向聚集,導(dǎo)致電鐓蒜頭直徑變大;同時(shí),伴隨著頂鐓力的增加,平面型砧子的接觸面積相對(duì)來說更小,壓強(qiáng)更大,下沉深度也更深。因此,隨著頂鐓力的增大和溫度的升高,平面型砧子的下沉深度變得更大。
3 ?電鐓端面凹陷改善效果
為突出曲面接觸式凹型砧子對(duì)電鐓端面凹陷的改善效果,在電鐓過程中,保證凹型砧子和平面型砧子的電鐓模型、端面倒角尺寸、頂鐓力、電流、聚料長(zhǎng)度等工藝參數(shù)完全一致。如圖3(a)所示,在t=725s時(shí),采用凹型砧子的電鐓模擬心部最高溫度為1121℃,電鐓蒜頭直徑為174.52mm,下沉深度僅為3.0mm。隨著電鐓的進(jìn)行,頂鐓力和溫度逐漸升高,電鐓蒜頭直徑也逐漸變大。如圖3(b)所示,在t=950s時(shí),采用凹型砧子的電鐓模擬心部最高溫度為1129℃,電鐓蒜頭直徑為200.08mm,下沉深度為3.0mm。對(duì)比725s和950s時(shí)刻的電鐓成形情況,可以發(fā)現(xiàn):隨著溫度的升高和頂鐓力的增大,電鐓蒜頭直徑變大,而下沉深度保持不變。
對(duì)比原始平面型砧子和新型凹型砧子的電鐓模擬過程可以發(fā)現(xiàn):相同時(shí)刻,兩種砧子的電鐓模擬溫度相差不大;采用凹型砧子的電鐓蒜頭端面下沉深度比平面型砧子的小很多。
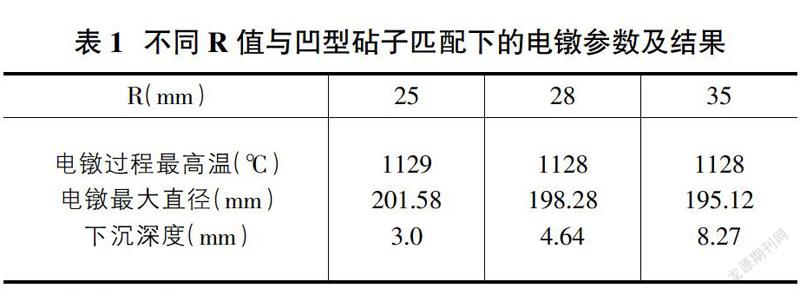
為協(xié)同凹型砧子減小蒜頭端面的下沉深度和改善電鐓聚料形狀,本文還對(duì)圖2中的桿坯端面倒角大小進(jìn)行研究。以倒角R分別為25mm、28mm、35mm為例,進(jìn)行有限元電鐓模擬分析,不同R值下的電鐓成形參數(shù)及結(jié)果如表1所示,電鐓成形后的蒜頭形狀分別如圖4(a)、4(b)和4(c)所示。
隨著R的增大,電鐓蒜頭直徑逐漸減小,電鐓形狀過渡相對(duì)比較圓滑和平緩;電鐓蒜頭端面下沉深度卻逐漸增加且均小于平面型砧子。這是因?yàn)殡S著R的增大,與砧子接觸的坯料端面材料減少,電鐓初期材料變形更加容易,在相同加載電流和頂鐓力作用下,R值大的桿坯受到的壓力更大,因此使得下沉深度加深。此外,在電鐓成形過程中,在端面圓角處理與凹型砧子的協(xié)同作用下,隨著R的增大,電鐓成形過程中的最高溫度會(huì)逐漸降低,可以有效避免晶粒長(zhǎng)大粗化。因此,在凹型砧子與端面圓角處理的協(xié)同作用下,可以有效減小電鐓蒜頭端面的下沉深度和改善電鐓聚料形狀。
4 ?結(jié)語
此次研究針對(duì)超大規(guī)格氣閥電鐓成形過程中出現(xiàn)的蒜頭端面凹陷問題,提出了新型曲面接觸式凹型砧子方法。本文主要研究?jī)?nèi)容及結(jié)論如下:
①進(jìn)行電鐓工藝電-熱-力多場(chǎng)有限元模擬,定性與定量的研究了電鐓成形過程中的蒜頭端面下沉深度、蒜頭直徑、電鐓溫度。
②針對(duì)超大規(guī)格氣閥電鐓蒜頭端面凹陷問題,提出設(shè)計(jì)新型曲面接觸式凹型砧子的方法,在凹型砧子與端面圓角處理的協(xié)同作用下,能有效降低蒜頭端面凹陷程度和改善電鐓聚料形狀。
參考文獻(xiàn):
[1]潘佳.鎳基超合金氣閥坯電鐓成形勻細(xì)晶調(diào)控方法及工藝參數(shù)優(yōu)化[D].重慶大學(xué),2017.
[2]胡亞民,鄭恒杰.國內(nèi)外電熱鐓粗工藝的發(fā)展[J].模具技術(shù), 1989(3):72-80.
[3]章爭(zhēng)榮.電鐓成形過程電熱力耦合有限元模擬若干關(guān)鍵技術(shù)的處理[J].塑性工程學(xué)報(bào),2003,010(003):37-40.
[4]錢進(jìn)浩,胡亞民.鍛壓模具模腔的排氣孔設(shè)計(jì)[J].金屬加工:熱加工,2017(017):4-8.
[5]詹宗楊.鎳基超合金動(dòng)態(tài)再結(jié)晶與晶粒生長(zhǎng)模型構(gòu)建及其應(yīng)用[D].2017.
基金項(xiàng)目:重慶市基礎(chǔ)研究與前沿探索項(xiàng)目(cstc2018jcyjAX0459),重慶市基礎(chǔ)與前沿研究計(jì)劃項(xiàng)目(cstc2016jcyjA0335),華中科技大學(xué)材料成形與模具技術(shù)國家重點(diǎn)實(shí)驗(yàn)室開放基金課題(P2018-020)。
作者簡(jiǎn)介:陳應(yīng)戰(zhàn)(1974-),男,陜西西安人,中遠(yuǎn)海運(yùn)重工科信部經(jīng)理,主要從事材料熱塑性成形研究;魯宏(1968-),男,安徽銅陵人,本科,南京中遠(yuǎn)海運(yùn)船舶設(shè)備配件有限公司;蔣立鶴(1991-),男,江蘇淮安人,南京中遠(yuǎn)海運(yùn)船舶設(shè)備配件有限公司主任工程師,主要從事材料熱塑性成形研究。