基于FANUC系統的車削數控加工正弦曲線宏程序設計
2020-09-10 09:09:45馮金廣程改蘭
內燃機與配件 2020年12期
馮金廣 程改蘭
摘要:本文通過選取生產案例中的典型結構,利用數控機床自身基礎的宏變量功能,設計典型輪廓可循環式的加工路線。數控機床在識別該程序時,自動進行內部數據處理和運算,并輸出執行功能。通過對宏程序結構的優化,使宏程序運行順利,在保證生產質量的同時又提高了生產效率。
關鍵詞:用戶宏程序;正弦曲線 ;宏程序;通用性
0 ?引言
數控加工程序會隨著加工設備和零件復雜程度,在金屬切削范圍中表現出加工工藝的核心地位。在實際生產案例中,針對曲面加工需要進行大量而復雜的數據計算、同類產品的程序重復編制,利用用戶宏程序功能進行二次程序的特殊功能開發,從而實現進一步智能化程序的使用。數控機床中都有用戶宏程序功能,根據零件特征進行宏程序開發,其本質是將數控機床的加工能力進一步優化提升,對于加工程序的使用有著使用簡單、修改方便、通用性行強、生產效率高等優點,是對企業生產的效率與質量方面提升的有效措施之一。因此開展數控加工設計具有重要的意義。
本程序在使用注意事項:設定地址號數據時,注意直徑與半徑值的使用。在程序中的函數計算中,如果系統以弧度計算時,可將360轉換為弧度2π。G65宏調用參數不能缺少。此程序為外形正弦曲線精加工通用性程序,粗加工以后的正弦曲線輪廓結構。因此本程序具有較高的使用性能,易于廣泛推廣。
1 ?宏程序理論基礎
宏程序編程方法雖然屬于一種手工編程方式,通過給出由數學公式代替的幾何輪廓表達,不需要對單個輪廓進行幾何坐標點計算,而是由數控系統來計算節點坐標計算。所謂用戶宏程序(簡稱“宏”),并賦予循環語句、條件語句、跳轉語句等所編寫的數控程序。簡單地說,宏程序就是具有計算能力和決策能力的數控程序。適合用來編寫具有一定通用性的程序,如“賦值宏”、“計算宏”、“循環宏”、“執行宏”等,以及非圓曲線的逼近加工宏程序,進行G代碼的擴展開發等,是進一步學習手工編程需要掌握的高級編程語言。
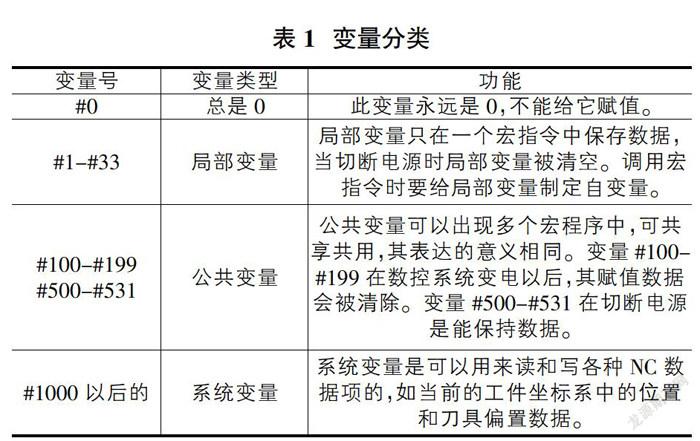
FANUC數控系統變量分為四類,具體見表1所示。
2 ?正弦曲線宏程序設計
大多數的計算機數值控制(CNC)已經有了自己特定的功能識別格式,為了處理不同類型的數控加工程序,通用數控程序處理器存儲特定的NC程序規范或生成典型的加工功能。采用普通的手工編程方法,則需要計算大量的節點數據,而且容易出錯,程序存儲量較大,如果多次出現類似零件結構需要加工時,需要重新編制程序,整個過程十分繁瑣。采用自動編程時,操作雖然簡單,但是需要完成繪圖、后置處理、程序傳輸等環節,如果零件結構發生變化時,需要重新完成這一系列操作過程。這種方法通用性較差、操作過程較長、程序量較大、不便于修改。通過對宏程序基本指令合理應用或定制其特殊程序功能,可提高編程效率和加工質量。
針對以上問題,需要編制一種通用性較強、程序簡潔、存儲量較小、便于修改的程序。下面針對此類零件結構進行宏程序處理。
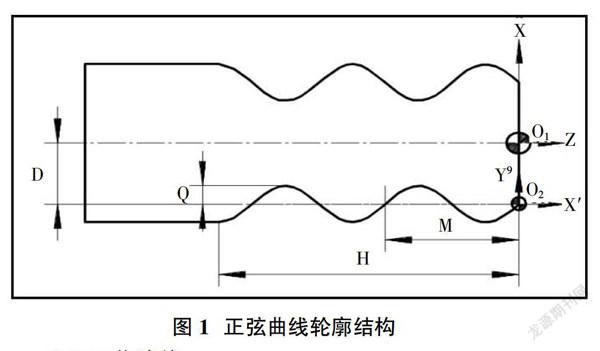
如圖1所示為正弦曲線輪廓結構,需要在數控車床上完成加工,根據曲線輪廓特征編制一套通用的宏程序。
2.1 工藝路線
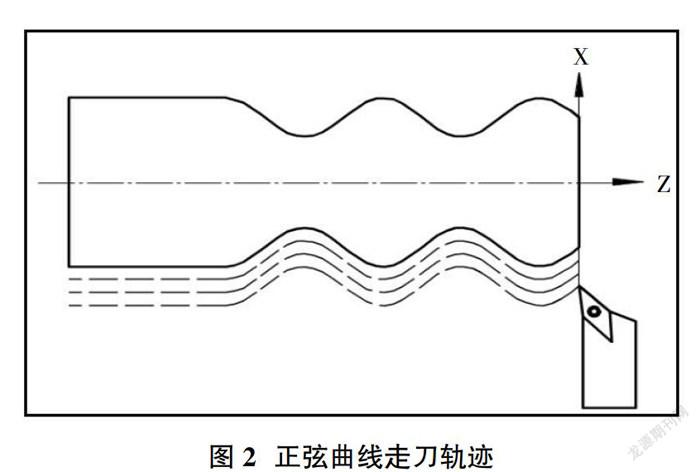
多刀路循環切削對加工設備有一定的穩定性要求。加工設備帶有加減速控制模型具有易于實現的特點,穩定和低沖擊運動。加工坐標系:在編制數控加工程序時,首先應當建立一個工件坐標系,程序中的坐標值均以此坐標系為依據。根據該零件的結構特征選取正弦曲線最右端回轉中心為編程原點。在切削加工中,刀具的選擇和參數的確定非常重要,決定設備的加工性能和加工效率。根據該類型結構的零件,選用加工刀具為30°外圓右偏車刀,由右向左端加工。針對被加工輪廓特征應采用仿形走刀軌跡,以改變刀具偏置補償來實現分層切削。采用仿形加工補償算法可有效克服異形曲面仿形加工過程中的過切和機床顫震,有利用保證加工質量。仿形走刀路線等距于曲線輪廓,采用坐標軸系統變量實現粗加工走刀,仿形走刀路線如圖2。
2.2 程序執行流程
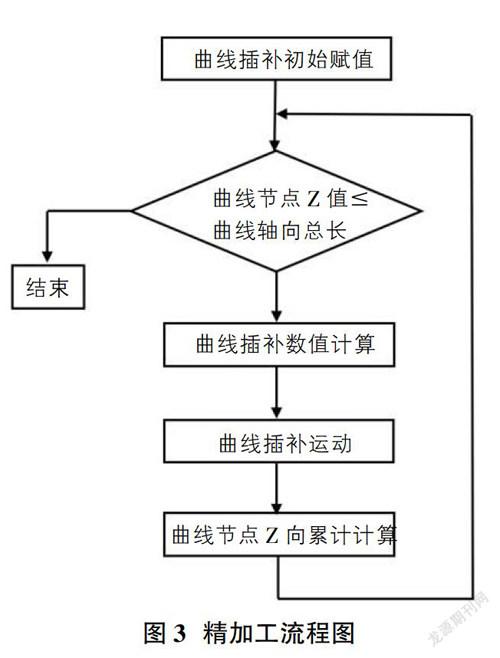
流程圖能把復雜的程序結構表達清楚,繪制流程圖再編寫程序的良好習慣,開發和使用流程圖繪制系統顯得尤為重要。宏程序要完成曲線的走刀軌跡,要遵守一定的邏輯運算和循環規律,其運行過程如下流程圖。宏程序精加工流程圖如圖3所示。
回轉曲線類型的零件加工其難點在于編程,任何一種數控系統都沒有針對二次曲線的直接編程指令。通用性數控加工程序的開發,宏編程語句結構較為復雜。但是,宏變量程序式的語言可以使程序的加工效率和加工質量較為明顯。本案例采用的宏編程方法是以兩個嵌套的語句來實現循環處理功能。數控系統中設定有宏指令G65,其相當于一個程序循環功能,從而實現了加工程序的參數化設計,提高了加工程序的編制速度。
3 ?結束語
宏程序的設計彌補了G代碼手工編程和自動編程的優缺點,在很大程度上已經將生產的效率提升很多。宏變量基本參數設定簡明直觀,通過對宏程序的存儲和調用,就可以很方便的完成同類零件結構的走刀程序,給周期性的生產或不定期間隔式生產帶來了極大的方便。
參考文獻:
[1]周德民,劉葵.FANUC系統中模塊化編程方法的研究與應用[J].新技術新工藝,2020(03):29-32.
[2]韋應琴.宏程序在數控車床橢圓加工中的應用探究[J].冶金與材料,2020,40(01):49-50.
[3]胡明哲.宏變量在數控銑床加工中運用[J].數字通信世界,2020(02):189.
[4]陳發金.數控車床加工梯形螺紋B類宏程序的設計[J].數字技術與應用,2019,37(12):16-17.
作者簡介:馮金廣(1983-),男,河南西平人,碩士,講師,從事于機械設計制造及自動化工作。