淺談數(shù)控機(jī)床螺距誤差補(bǔ)償對零件表面的影響
2020-09-10 09:09:45楊廣厚
內(nèi)燃機(jī)與配件 2020年12期
楊廣厚



摘要:數(shù)控機(jī)床可以生產(chǎn)出極為精密的工業(yè)零件,但數(shù)控機(jī)床也存在其自身的缺陷,其中最為明顯的就是在制造時自身也會產(chǎn)生誤差,特別是在精細(xì)零件的生產(chǎn)中,誤差就會影響零件加工的精度和效果。本文對數(shù)控機(jī)床的其中一種誤差,螺距誤差進(jìn)行分析,探討數(shù)控機(jī)床螺距誤差補(bǔ)償技術(shù)對零件表面質(zhì)量的影響。
關(guān)鍵詞:數(shù)控系統(tǒng);螺距誤差補(bǔ)償;表面質(zhì)量
1 ?螺距誤差補(bǔ)償?shù)某霈F(xiàn)
數(shù)控機(jī)床作為工業(yè)制造的母機(jī),它的精度指標(biāo)是影響工件加工精度的重要因素。因此,提高數(shù)控機(jī)床精度的研究受到了極大的關(guān)注。在各種精密加工機(jī)床中,由于機(jī)床自身的零件和裝配誤差而導(dǎo)致加工精度下降的問題日益突出。大部分的機(jī)床數(shù)控都采用滾珠絲桿作為機(jī)械傳動部件,由于絲桿制造和裝配誤差都存在,機(jī)床定位過程中實際與理論存在偏差,為了在數(shù)控機(jī)床控制中彌補(bǔ)這種誤差,即上位機(jī)數(shù)控系統(tǒng)要有螺距誤差補(bǔ)償功能,螺距誤差補(bǔ)償就這樣出現(xiàn)了。
2 ?螺距誤差補(bǔ)償?shù)脑?/p>
目前螺距誤差補(bǔ)償中,一般有兩種補(bǔ)償方式,即單向螺距補(bǔ)償和雙向螺距補(bǔ)償,廣泛應(yīng)用的為單向螺距補(bǔ)償。目前的方法一般用激光干涉儀采集數(shù)控機(jī)床每運行一個間隔,實際運行和理論偏差了多少,然后把補(bǔ)償值輸入到數(shù)控系統(tǒng)。基本原理就是將數(shù)控機(jī)床某軸上的指令位置與高精度位置測量系統(tǒng)所測得的實際位置相比較,計算出每個間隔的誤差,再將誤差輸入數(shù)控系統(tǒng)中。這樣數(shù)控系統(tǒng)在控制該軸的運動時,會自動考慮到誤差值,并加以補(bǔ)償。
3 ?目前國外主流的數(shù)控系統(tǒng)對螺距誤差的處理
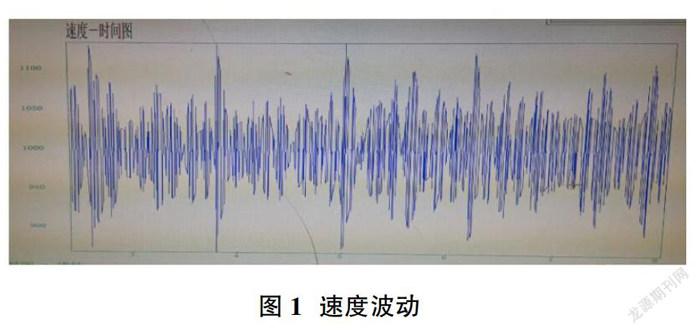
3.1 FANUC 0i-F[1]系統(tǒng)在插補(bǔ)型螺距誤差補(bǔ)償中,各誤差補(bǔ)償點的間隔中,將各點的補(bǔ)償量按照每1脈沖等間距分割后予以輸出。從這種補(bǔ)償方式分析,即運行時在間距中間位置可能造成速度波動。用激光干涉儀采集單軸運行,速度F1000,每間距10mm補(bǔ)償0.005或0.006mm運行時速度波動數(shù)據(jù)。如圖1。
FANUC 0i-F這種螺距誤差補(bǔ)償方式,保證了軸運行的定位精度,但可能出現(xiàn)表面質(zhì)量問題。用數(shù)控車床加工材料為6063鋁,錐度60度的外圓,圖2為實際加工表面效果,表面都用2000的細(xì)沙紙擦拭過后。明顯看出當(dāng)數(shù)控系統(tǒng)有螺距誤差補(bǔ)償時,表面出現(xiàn)跳線。
采集機(jī)床電機(jī)編碼器數(shù)據(jù),機(jī)床X軸和Z軸電機(jī)編碼器反饋插補(bǔ)擬合軌跡與理論軌跡誤差分析如圖3所示,當(dāng)無螺距誤差補(bǔ)償時,實際擬合軌跡與理論軌跡一直保持一個平均的誤差范圍。當(dāng)有螺距誤差補(bǔ)償時,表面效果會受誤差補(bǔ)償影響。
3.2 三菱700/70[2]數(shù)控系統(tǒng)根據(jù)設(shè)定的參數(shù),對滾珠絲杠的螺距誤差等導(dǎo)致的軸進(jìn)給誤差加以補(bǔ)償。如圖6所示以參考點為基準(zhǔn),對將機(jī)床坐標(biāo)等分的各分割點設(shè)定補(bǔ)償量。分割點n與分割點n+1之間,根據(jù)近似直線確定兩分割點間的補(bǔ)償量,進(jìn)行平滑補(bǔ)償。用激光干涉儀采集單軸運行,速度F1000,每間距10mm補(bǔ)償0.5或1mm運行時速度波動數(shù)據(jù)。如圖4。
采集機(jī)床電機(jī)編碼器數(shù)據(jù),機(jī)床X軸和Z軸電機(jī)編碼器反饋插補(bǔ)擬合軌跡與理論軌跡誤差分析如圖5所示,當(dāng)無螺距誤差補(bǔ)償時,實際擬合軌跡與理論軌跡一直保持一個平均的誤差范圍。當(dāng)有螺距誤差補(bǔ)償時,表面效果會受誤差補(bǔ)償影響。用數(shù)控車床實際加工材料鋁的錐度零件,零件表面肉眼觀察存在色差。
4 ?目前的螺距誤差補(bǔ)償與新的螺距誤差補(bǔ)償
目前主要的數(shù)控系統(tǒng)的螺距誤差補(bǔ)償可以歸納為兩種:一種為脈沖疊加,即在軸運行過程中如圖6所示,在分割點n與分割點n+1中間位置進(jìn)行補(bǔ)償,一個脈沖或幾個脈沖的時間寬度在原來的速度進(jìn)行疊加補(bǔ)償;一種為螺距(間距)平均,即在軸運行過程中如圖6所示,在分割點n與分割點n+1之間進(jìn)行補(bǔ)償,把補(bǔ)償量平均分配。根據(jù)(距離)L=V(速度)*T(時間),當(dāng)每個間距補(bǔ)償量不同時,每個間距的速度也不同,每個間距間會存在階梯型速度波動。所以上述兩種都能保證位置的定位精度是準(zhǔn)的,但會影響表面質(zhì)量。現(xiàn)在提出一種新的螺距誤差補(bǔ)償,絕對位置平均,如加工為一條直線加工程序起點可能在如圖6所示,在分割點n之前,終點在分割點n+2之后,理想的補(bǔ)償是把誤差平均到程序全行程內(nèi),不能與間隔有關(guān)系,同時保證到達(dá)位置的準(zhǔn)確。
參考文獻(xiàn):
[1]FANUC Series 0i-MODEL F 參數(shù)說明書 (2015年7月第1版).
[2]三菱CNC 700/70系列 參數(shù)設(shè)定(2006年9月A0版).
[3]陳剛,羌鈴鈴.數(shù)控系統(tǒng)中螺距補(bǔ)償?shù)脑砼c設(shè)計[J].機(jī)械制造與自動化,2015(1):25-28.