DK621電纜組件制作工藝分析
2020-09-11 13:02:30季春濤張世明韓偉斌羅小依黃于晉
航天制造技術 2020年4期
季春濤 張世明 韓偉斌 羅小依 朱 躍 黃于晉
DK621電纜組件制作工藝分析
季春濤 張世明 韓偉斌 羅小依 朱 躍 黃于晉
(上海航天設備制造總廠有限公司,上海 200245)
為選擇一款適用于航空航天等高質量要求領域的1553B數據總線連接器,分析了壓接性電連接器和吹焊型電連接器的結構特點和電纜組件制作工藝,對比了兩款連接器電纜的制作難點和控制要求,并檢測了相關試件。通過分析和比對,結果表明,壓接型DK621連接器的制作過程受外界干擾小、可靠性高,同時具有操作簡便、技術成熟等特點,更適合目前航空航天領域既有高可靠性要求,又有批生產的需求。
連接器;焊接;壓接

1 引言
隨著艦船、車輛、飛機等機動平臺越來越復雜,很多平臺已有多個子系統組成一個龐大的綜合系統。各個子系統通過嵌入式總線接口互聯,實現資源和信息共享。目前1553B數據總線正成為各個機動平臺廣泛使用的一個標準[1]。作為總線傳輸的一款專用連接器,DK621型連接器也逐步開始進入產品實際應用。其結構堅固,具有360°環形屏蔽、壓降損耗低、可靠性高等特點。該型電連接器目前主要有熱風加熱型和壓接型兩大類。作為一款新型連接器,對其后續使用方法和制作要點還知之甚少。本文通過實例分析此兩種連接器制作方法和注意事項,為后續大批量使用提供一些技術參考。
2 產品結構特點
2.1 熱風加熱型 DK-621連接器
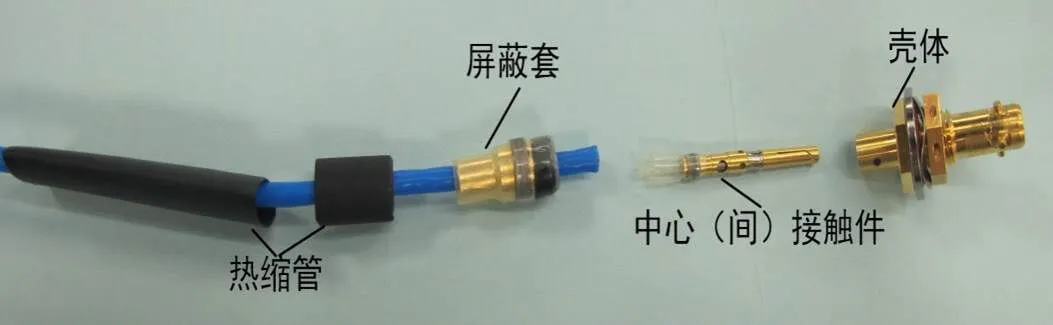
圖1 DK-621連接器組件圖
熱風加熱型DK-621連接器主要由殼體、中心(間)接觸件、屏蔽套和2個熱縮套管組成,見圖1,其中心(間)接觸件和屏蔽套上自帶一圈焊錫環。
2.2 壓接型 YDK-621連接器
壓接型YDK-621連接器主要由中心接觸件、中間接觸件、屏蔽套、外殼和一些絕緣套管組成,見圖2。其中絕緣套1置于中間接觸件與客體之間,絕緣套2置于中心接觸件與中間接觸件之間,絕緣套3置于屏蔽層與中心接觸件之間。
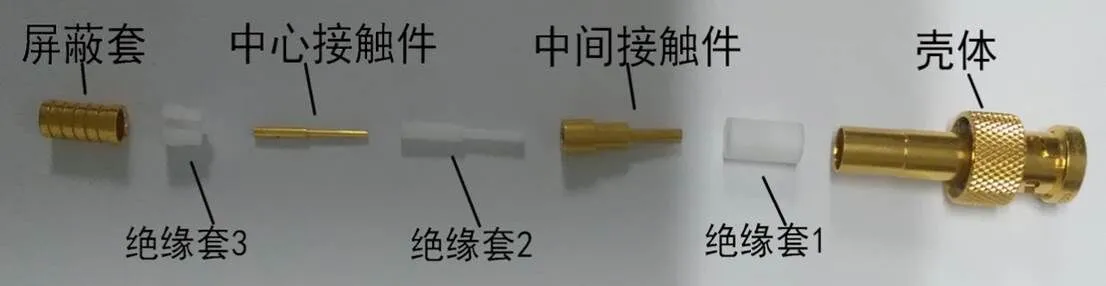
圖2 YDK-621連接器組件
3 制作工藝分析
3.1 熱風加熱型 DK-621連接器
3.1.1 組件制作方法
熱風加熱型DK-621連接器與導線的連接方式與以往產品不同,既非焊接,也非壓接,而是采用熱風器加熱方式。
首先,制作中心(間)接觸件:將導線按要求長度剝頭、搪錫、修整搪錫端頭,然后將藍白導線同時插入中心(間)接觸件。由于中心(間)接觸件之間只有薄薄的一層熱縮管隔開,因此藍白導線插入時,很容易在熱縮管上留有劃痕。此時測量中心、中間接觸件之間不通,但用熱風槍加熱焊錫環,使導線與接觸件連接時,有劃痕的熱縮管會出現破損現象,造成中心和中間接觸件導通,接觸件報廢。后續,工藝上可采用砂紙打磨導線搪錫后端頭,去除毛刺銳角。
采用數顯熱風槍明確了加熱溫度為320℃,將被加熱體放置在熱風槍反射罩內,通過目視焊錫環實際融化情況確定何時停止加熱。吹焊時需緩慢旋轉熱風槍,一般10~15s后焊錫會被加熱融化。在此過程中不可移動被加熱體,應待其自然冷卻后移動,避免焊接不可靠。加熱焊錫環時,由于接觸件上焊錫環錫量較少,從出現融化跡象到完全融合僅間隔1~3s,所以應仔細觀察,如吹焊時間長,極易出現焊錫老化現象。焊錫環融化時,其自身重力作用以及熱風槍的吹焊方向都會影響導線、焊錫環、接觸件三者之間的可靠接觸。
其次,制作屏蔽套:中心(間)接觸件制作完成,插入殼體,然后將導線屏蔽層均勻覆蓋在殼體后端,再用屏蔽套將導線屏蔽層壓在殼體上,最后用熱風槍對屏蔽套上焊錫環加熱焊接。由于屏蔽套體積大,焊錫環粗,加熱溫度可升至340℃,時間可略增加,當目視屏蔽套上焊錫融化后,立即移去熱風槍停止加熱,在此過程中不可移動被加熱體,應待其自然冷卻后移動,避免焊接不可靠。注意此次加熱時,熱風槍設置溫度不宜過高,加熱時間不宜過長,避免先前吹焊的中心(間)接觸件二次重熔失效。
最后,將兩個熱縮套管套至屏蔽套上,采用250℃加熱熱縮保護。
3.1.2 組件制作注意事項
DK-621連接器在制作電纜組件時存在以下幾個制作風險點:
(112)中華裂萼苔 Chiloscyphus sinensis J.J.Engel et R.M.Schust.范苗等(2017)
a. 中心層熱縮管易破損,易與中間層短路。
b. 熱風槍加熱焊錫環融化所需的溫度、時間、環境等控制難度大,加熱時間長易造成焊料老,強度低;加熱時間短易造成焊錫融化不全,導線與接觸件未可靠連接。
c. 焊錫環融化時自身重力及吹焊時需旋轉接觸件,無法確保焊錫與導線可靠接觸。
d. 對外殼屏蔽套焊錫環加熱時,易造成內部中心(間)接觸件二次加熱重熔,焊點失效。
3.2 壓接型 YDK-621連接器
3.2.1 組件制作方法
YDK-621是一款壓接型連接器,而壓接是利用專用工具,在一定壓力作用下使壓接件沿導線四周產生塑性變形,從而使導線和壓接件之間形成牢固可靠的機械和電氣連接的方法。只需導線規格選用與壓接件匹配,選用規定的壓接鉗及壓模,在一個完整的壓接周期內,壓接質量主要由壓接工具保證,不受操作人員技能因素影響,因此越來越多的產品使用壓接型連接器。
根據連接器與導線壓接的位置,分為中心接觸件壓接點、中間接觸件壓接點和屏蔽套壓接點。使用的壓接工具有M22520/2-01壓接鉗、M22520/5-01壓接鉗。
中心接觸件壓接:先將1553B線束中的藍色導線線芯穿入中心接觸件的壓線筒內,觀察孔處線芯可見;然后將中心接觸件放入鉗M22520/2-01壓接鉗鉗口內,定位器為XDWQ-47,壓接鉗選擇器檔位調節到5檔,確認觀察孔線芯可見且中心接觸件末端抵住尾部絕緣體頭端,尾部絕緣體末端抵住壓線套,然后握壓壓接鉗手柄至閉死點,直到手柄能自動彈開,然后取出壓接好的接觸件,見圖3。

圖3 中心接觸件壓接后示意圖

圖4 中間接觸件壓接示意圖
殼體壓接:將1553B自帶的屏蔽層打散并均勻平鋪在屏蔽套上,然后將殼體從接觸件前端套至屏蔽套上,并使屏蔽套緊緊抵入殼體內部,屏蔽套與殼體尾部允許有約1mm間距。將組裝好的殼體放入鉗口內的Y631B壓模孔內,沿軸向方向施加壓力以保證壓線套緊緊固定住內部的尾部絕緣體、中間接觸件,確認壓線套緊緊抵入外接觸件內后,握壓壓接鉗手柄至閉死點,直到手柄能自動彈開,然后取出壓接好的接觸件。最后用熱縮管將壓接部位熱縮緊固。
3.2.2 壓接試件檢驗
試件制作完成后進行外觀、電壓降(接觸電阻)、耐拉力、金相顯微、X光和電子顯微鏡掃描檢查。
外觀檢查:各試件壓接位置正確,通過5倍放大鏡和VS8體式顯微鏡40倍檢查,壓痕清晰可見,導線伸入量已過觀察孔,表明試件外觀檢查合格,見圖5、圖6。

圖5 中心接觸件試件,壓痕清晰可見
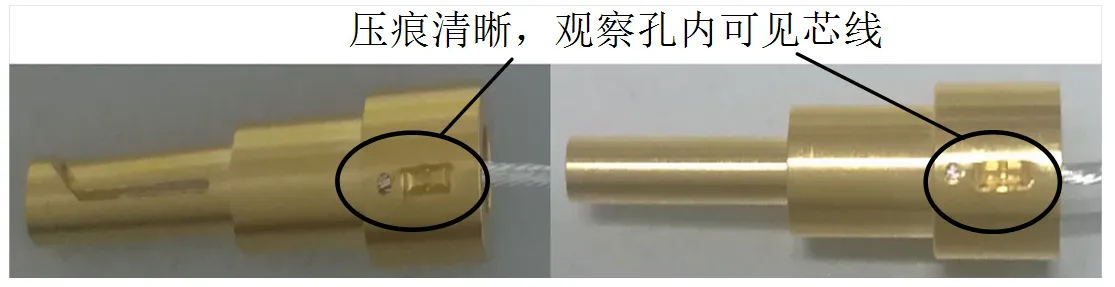
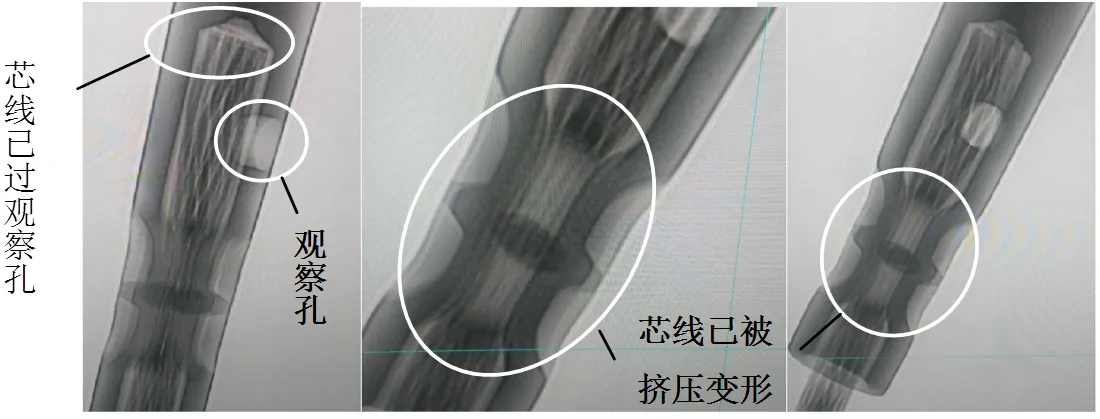
圖7 中心接觸件壓痕X光檢查圖
用X光檢查試件,通過檢查發現,壓坑處的導線已發生變形,但無斷裂現象,壓痕輪廓清晰,芯線已過觀察孔,試件通過X光檢查表明合格,見圖7、圖8。
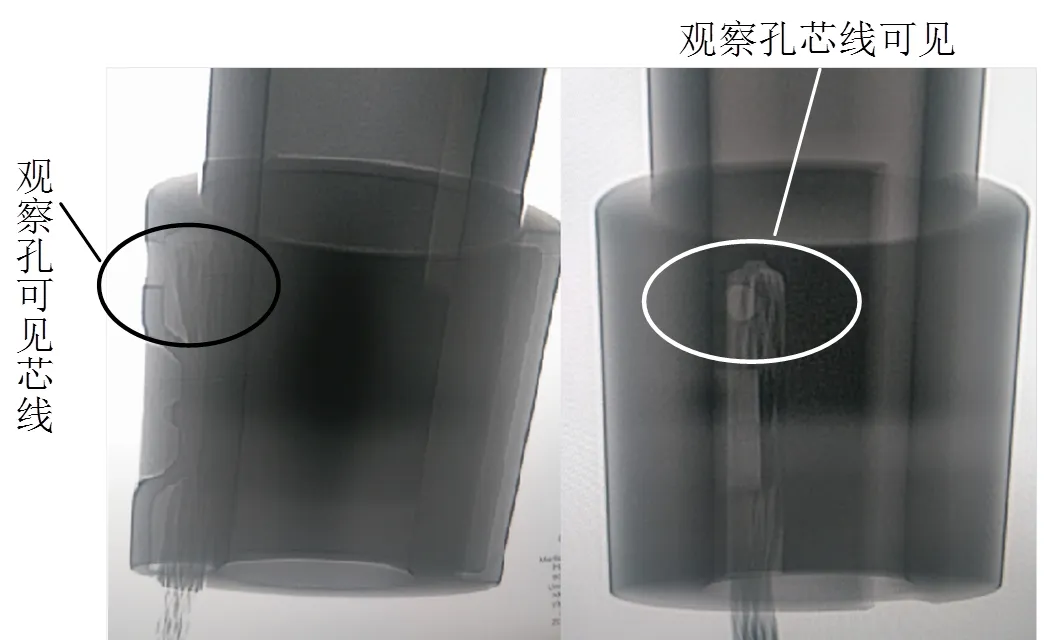
圖8 中間接觸件壓痕X光檢查圖
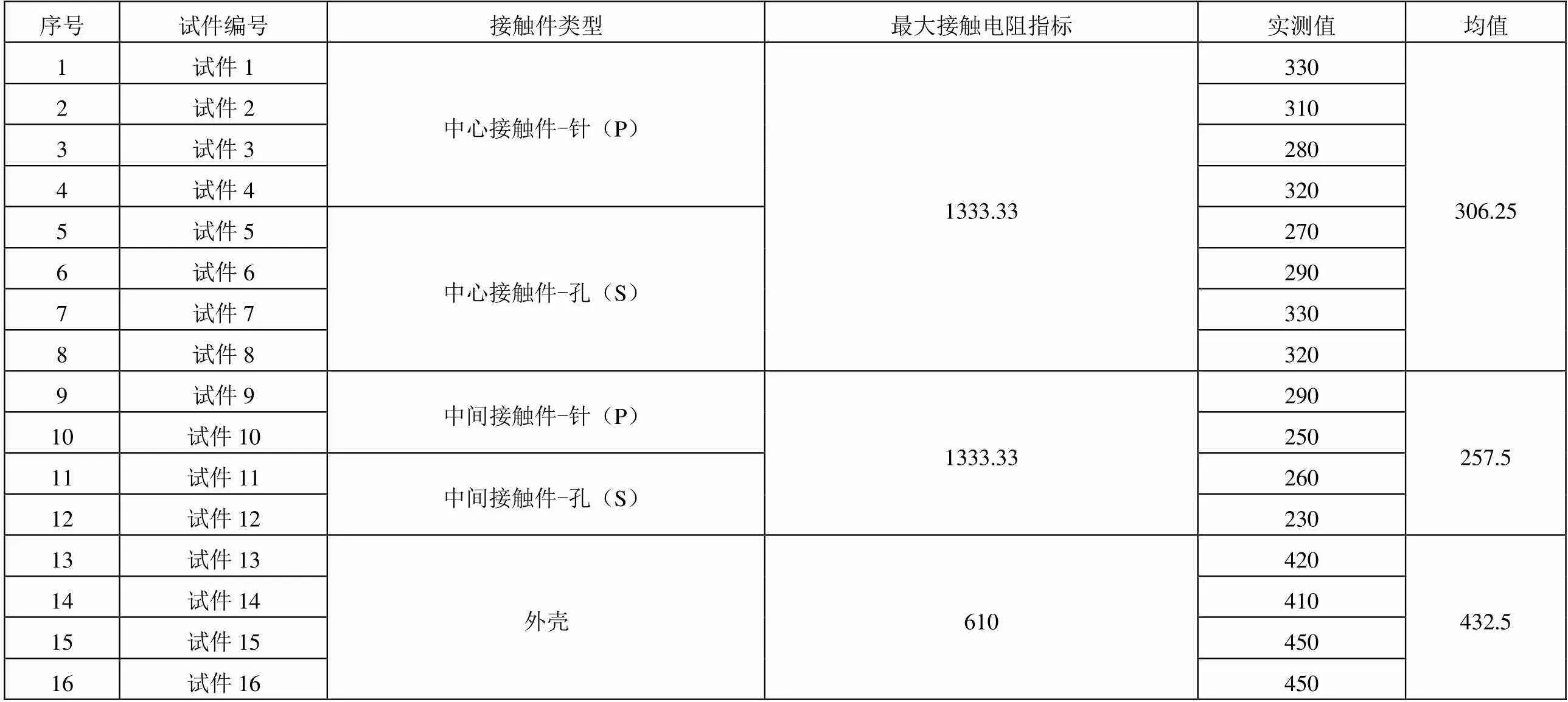
表1 試件接觸電阻測試結果 Ω
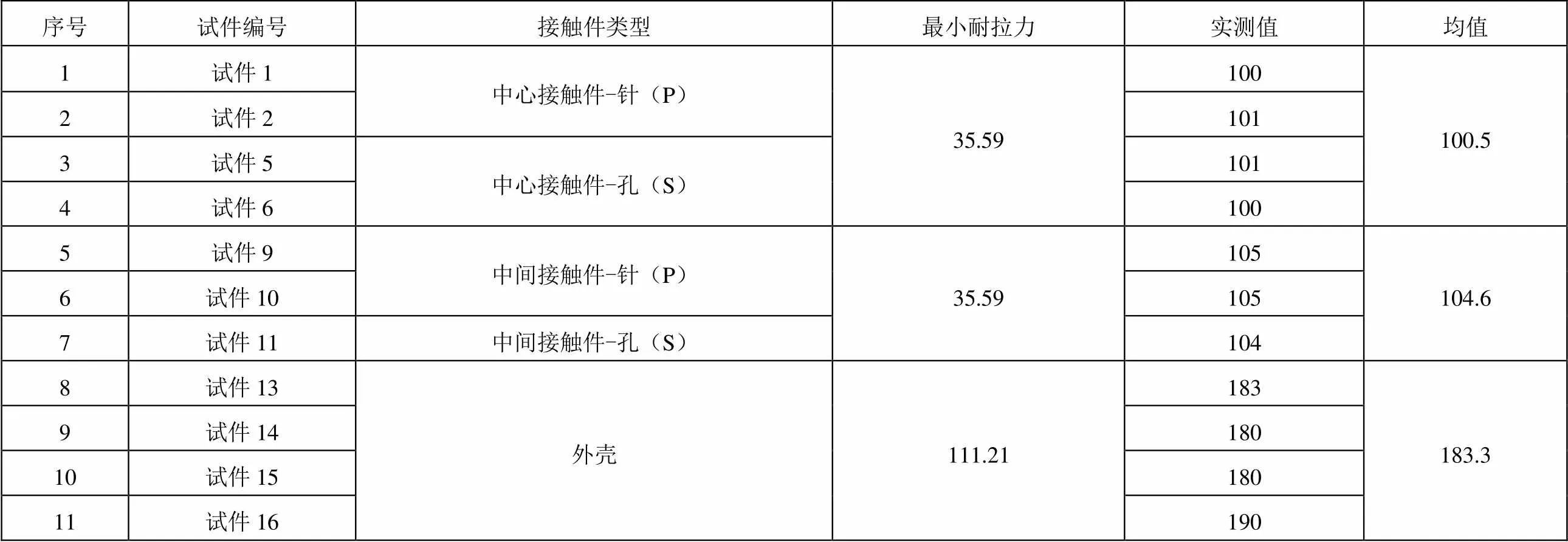
表2 試件拉力測試結果 N
使用毫歐表檢查所有試件的接觸電阻,結果見表1,均符合指標要求。靜態檢查完成后,檢查試件的耐拉力,抽樣比例按GJB5020—2001《壓接技術要求》為每品種不少于3件。試件耐拉力測試使用的是MPT-250B拉力測試機,測試結果見表2,均符合指標要求。
對中心接觸件和中間接觸件進行了壓接截面金相顯微檢查和電鏡顯微檢查,經查,壓線筒變形均勻無破損,導線的圓形截面均已發生變形,且空洞面積小于導線所占空間總面積的10%,見圖9、圖10。
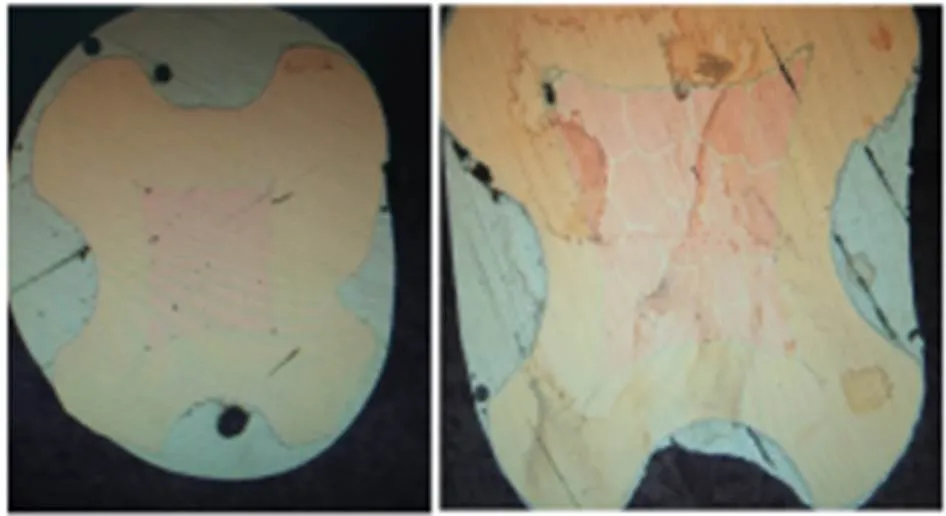
圖9 壓接截面金相顯微照片
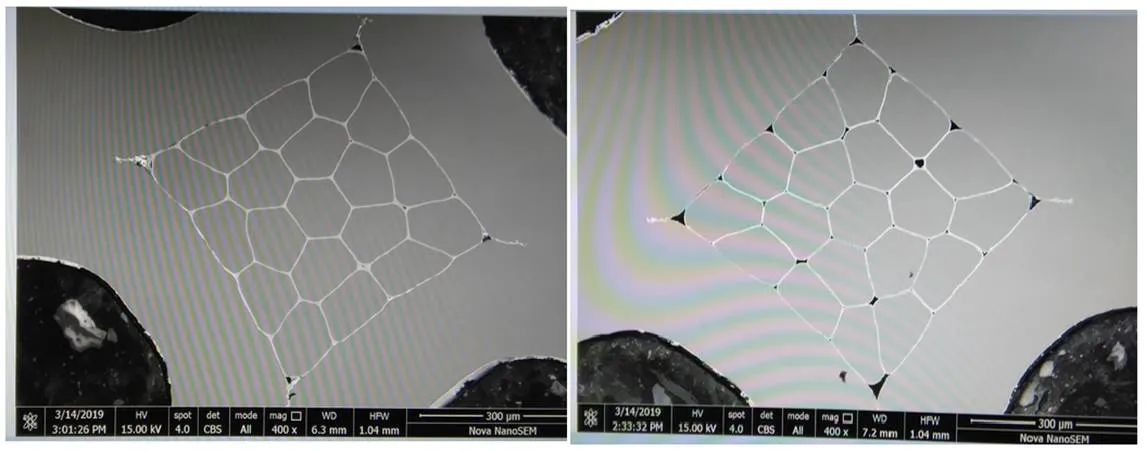
圖10 壓接截面電鏡顯微照片
4 結束語
通過對熱風加熱型DK-621連接器和壓接型YDK-621的結構特點、工藝制作方法比對分析后認為,熱風加熱型DK-621連接器組件在制作工藝和控制方面要求更高,受外界環境影響大,不適用于量產產品。壓接型YDK-621的工藝制作方法更加可靠、成熟,且壓接型連接器正在被國內外航空、航天領域大量使用。
1 綜合解析1553B協議[EB/OL]. [2020-04-16]. https://wenku.baidu.com/view/20e787611a37f111f0855b66.html.
Manufacturing Process Analysis of DK621 Cable Assembly
Ji Chuntao Zhang Shiming Han Weibin Luo Xiaoyi Zhu Yue Huang Yujin
(Shanghai Aerospace Equipment Manufacturing General Factory Co., Ltd., Shanghai 200245)
To select a 1553B data bus connector for high quality applications such as aerospace, the structure characteristics and cable assembly manufacturing process of press-fit electrical connector and blow-weld electrical connector are analyzed, then, the manufacture difficulties and control requirements of the two kinds of connector cables are compared, and the related test pieces are tested. Through the above analysis and comparison, the results show that the press-fit type DK621 connector has the advantages of less external interference in the manufacturing process, high reliability, as well as the characteristics of easy operation and mature technology, and it is more suitable for both high reliability requirements and batch production needs of the current aerospace field.
connector;weld;crimping
季春濤(1981),本科,機電一體化專業;研究方向:電纜組件制造、電子裝聯技術。
2020-04-24
