基于3DCS的某型號導彈艙段裝配容差分析
2020-09-11 13:00:08李兆宇李小強孟慶闊金朝海
航天制造技術 2020年4期
王 鑫 李兆宇 王 亮 李小強 孟慶闊 金朝海
兩化融合
基于3DCS的某型號導彈艙段裝配容差分析
王 鑫1李兆宇2王 亮3李小強1孟慶闊1金朝海1
(1. 北京航空航天大學機械工程與自動化學院,北京 100191;2. 首都航天機械有限公司,北京 100076;3. 北京星航機電設備有限公司,北京 100074)
針對目前導彈零部件容差設計主要依賴經驗,實際裝配時極易發生干涉的問題,以某型號導彈艙段為例,基于3DCS軟件開展了其裝配容差分析與優化研究。首先在掌握實際裝配工藝的基礎上,簡化建立了其尺寸鏈方程;然后基于3DCS軟件建立了其裝配過程容差分析模型,找出并改進了其設計的不合理處,避免了實際裝配出現問題。
航空航天復雜產品;裝配;容差;實施方案;仿真

1 引言
隨著飛航導彈飛行速度的提高,導彈服役環境條件更加苛刻。為了滿足導彈飛行條件下的復雜熱力載荷需求,彈體主結構多采用鈦合金等耐高溫材料,一體化設計制造,且導彈內部填充隔熱材料,填充密度高,裝配空間非常狹小,由此對裝配技術水平提出了更高的要求。而目前導彈零部件容差設計主要依賴經驗,極易發生實物裝配干涉的問題。
汽車行業為解決上述問題,最早采用裝配容差仿真技術,通過軟件分析設計容差,確定影響產品裝配時的重要尺寸,最后基于仿真結果對原設計容差方案進行優化。如今容差仿真技術領域的研究主要包括尺寸鏈生成、容差分析兩個方面。
在尺寸鏈生成的研究方面,P. Treacy[1]提出了基于產品幾何特征模型和特征關系數據結構的裝配容差自動分析模型,通過在數據結構中表達產品裝配層和零件層的關系生成裝配尺寸鏈方程;趙皇進、鄭國磊[2]等研究了基于產品的數字化模型和參數化驅動技術的裝配尺寸鏈分析方法;在容差分析技術方面,國內外研究人員主要是應用統計法進行容差分析的研究, Bjorke[3]等使用概率法進行容差分析,提出了基于β分布的概率分布模型求解非正態分布情況下的容差問題,并得出解決方案。
目前國內外很多公司及科研機構根據以上研究的裝配容差仿真技術的理論開發了很多裝配容差仿真軟件。比較典型的軟件有西門子公司的Vis VSA、 Tolmate,DCS公司的3DCS軟件以及上海交通大學自主研發的軟件AVA[4]等。這些軟件已普遍應用到航空航天復雜產品的容差仿真中,功能以容差分析為主,通過仿真驗證的方式來實現容差優化。
關于容差仿真的理論研究和軟件開發方面的成果有很多,但少見針對工業產品的仿真流程介紹。本文以某型號導彈艙段為例,基于3DCS軟件開展了其裝配容差分析與優化研究。首先調查了目前實際裝配工藝,簡化建立了其尺寸鏈方程。然后使用商用裝配容差仿真軟件3DCS,對隔熱層裝配過程進行容差仿真,提出優化方案并進行了仿真驗證。
2 某型號導彈艙段裝配工藝及簡化尺寸鏈分析
二維容差分析的對象為某型號導彈前設備艙內的隔熱層、紅外導引頭以及氣瓶,如圖1所示。零件的裝配過程為首先將隔熱層鋪設在前設備艙底部,然后將紅外導引頭安裝到設備艙的凸臺上,最后將氣瓶裝到紅外導引頭側面,三維模型及裝配過程如圖2所示。導彈設備艙的制造方式是鑄造,會存在一定的鑄造偏差,并且在設備艙外形加工時會有一定的變形誤差;而隔熱層的制造過程中同樣會產生一定的偏差;紅外導引頭和氣瓶也都有一定的制造偏差和定位偏差,分析裝配過程中的誤差傳遞,如圖3所示。
圖1 裝配模型

圖3 尺寸鏈誤差傳遞圖
圖4 裝配尺寸鏈示意圖
隔熱層裝配尺寸鏈的組成環為艙段尺寸、導引頭尺寸、氣瓶尺寸以及隔熱層尺寸四部分,這些誤差累積傳遞最終影響封閉環的尺寸,封閉環為氣瓶底部與隔熱層之間的間隙。通過如圖4所示的截面圖,可以清晰地看出裝配尺寸鏈的構成。該圖以設備艙底部輪廓的水平切線為基準線,設水平方向為方向,豎直方向為方向。氣瓶截面圓心和設備艙輪廓截面圓心的連線和豎直方向直線的夾角為。1到7含義見表1。該圖左側尺寸1加到4的總和等于右側尺寸5·cos加到7·(1-cos)的總和。由此可以得出尺寸鏈方程:
1+2+3+4=5·cos+Σ·cos+6·cos+1·cos+7·(1-cos) (1)

表1 尺寸鏈中的零件數據表
3 基于3DCS的裝配容差仿真模型建立
圖5 導入三維模型
以裝配容差仿真軟件3DCS為工具進行仿真研究,可以基于所分析對象的零部件幾何尺寸、設計公差和定位基準、裝配順序等裝配工藝,利用蒙特卡洛法模擬輸入的不同公差取值情況下產品的裝配過程,最后通過圖表形式表示測量目標值的分布情況,并得出各個關鍵尺寸公差對測量值的貢獻率。
為方便對模型的仿真分析,將這些零件模型均視為剛體,忽略零件的自身變形以及受到外力作用的變形,導入模型后如圖5所示。
a. 定義模型特征
在3DCS中,模型的特征具體指的是裝配時相互配合的點、面、銷、孔、槽等,這些特征會在后面的公差定義操作時被賦予公差,模型特征根據要裝配的關系、公差及測量創建。
在本次仿真中創建特征如表2所示。

表2 模型特征表
b. 定義裝配類型
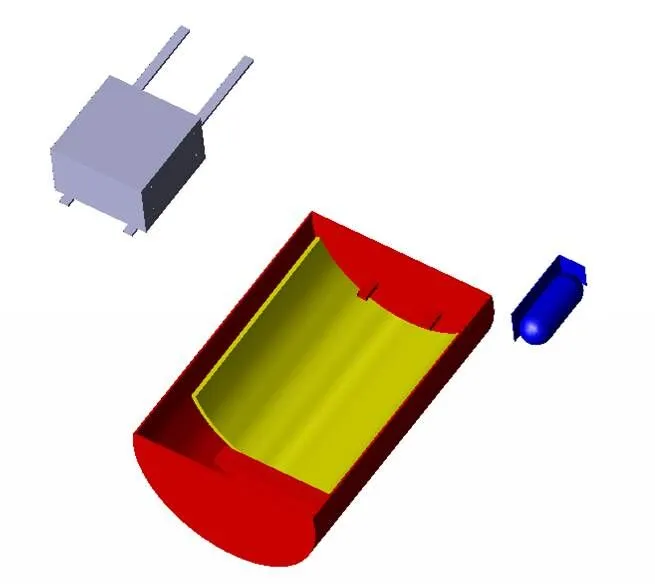
圖6 裝配隔熱層
由于實際裝配中的方法有很多種,在3DCS中也有不同的裝配類型來模擬實際裝配,在此次仿真中,隔熱層裝配到設備艙上選取的是Feature Move,具體操作如圖6所示。通過選擇隔熱層底面作為主定位面,隔熱層側面作為第二定位面,隔熱層上側一點作為第三定位面,與設備艙上相應的面和點配合,使隔熱層完全定位到設備艙上,模擬了隔熱層的實際裝配。
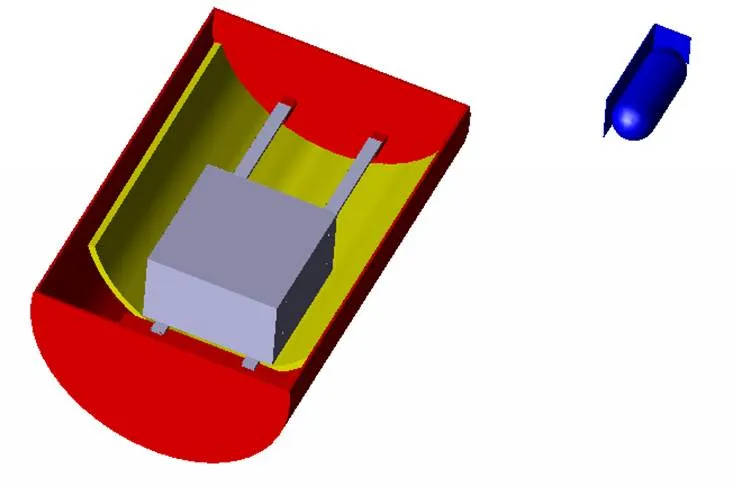
圖7 裝配導引頭組件
導引頭組件裝配到設備艙上采用的是“Six Plane Move”的裝配類型,通過選擇導引頭支架底面上三點作為主定位面,支架兩個定位孔的中心點分別作為剩下的定位面,限制了導引頭六個自由度,模擬了氣瓶的實際裝配,具體操作如圖7所示。
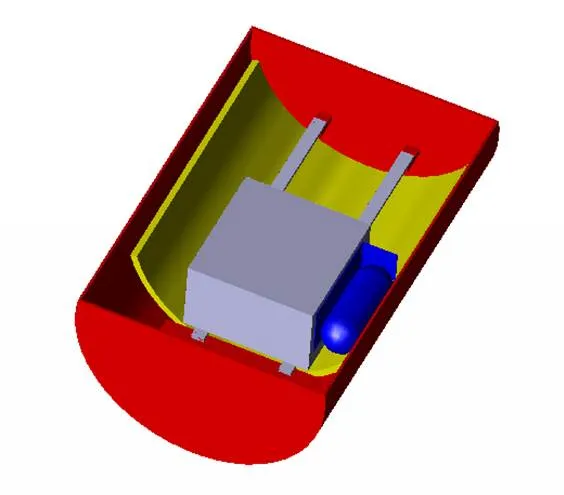
圖8 裝配氣瓶組件
氣瓶組件裝配到導引頭上采用的是“Feature Move”裝配類型,通過將氣瓶支架的側面作為主定位面,氣瓶支架上的兩個定位孔作為剩下的兩個定位面與導引頭上對應的面和孔配合,限制氣瓶組件的六個自由度,模擬了氣瓶的實際裝配。具體操作如圖8所示。
c. 定義公差
根據零件的設計公差,在本次容差仿真中,對設備艙表面的厚度、隔熱層的厚度、導引頭組件和氣瓶組件的尺寸、支架高度等公差進行了標注,其中公差分布均默認為正態分布。
d. 定義測量
在本次仿真中,需要測量的是氣瓶輪廓面與隔熱層上表面之間的最小間隙,因此使用Feat Distance的測量方式,如圖9所示。
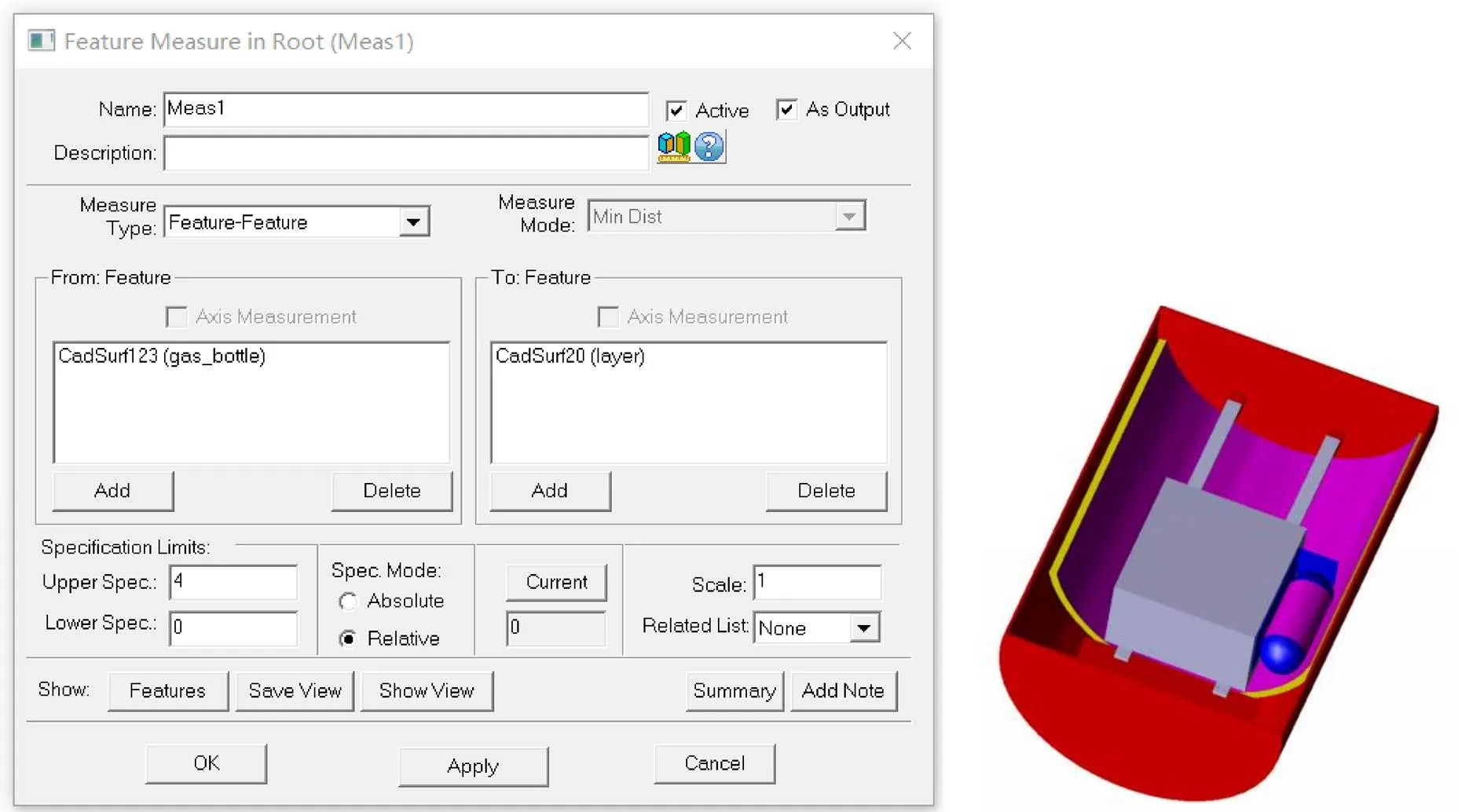
圖9 Feat Distance測量
e. 運行仿真
在仿真前需要對添加完裝配關系、公差信息以及測量關系的模型進行驗證。確定仿真模型沒有錯誤后,設置仿真參數,將仿真次數設置成2000次,初始值設置為1,結果顯示貢獻度。
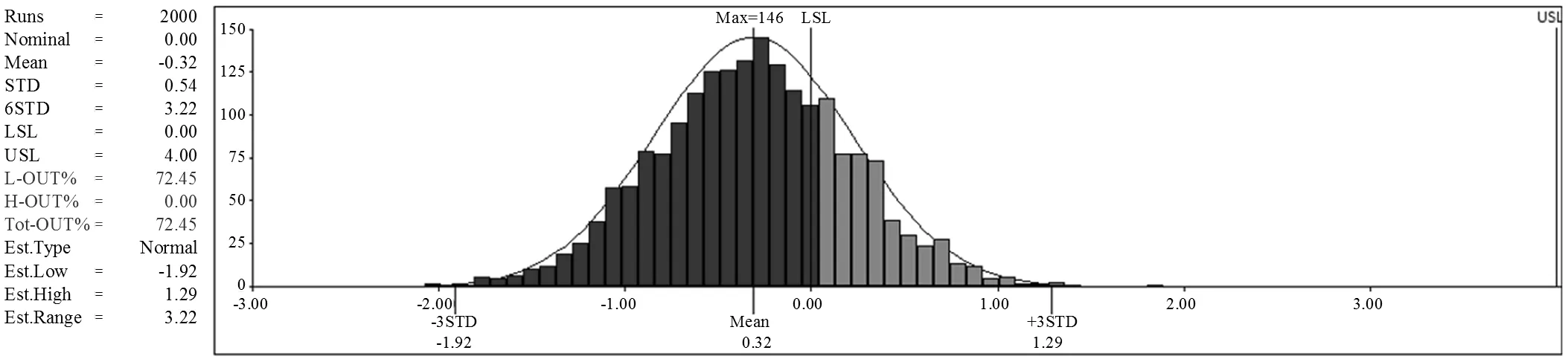
圖10 裝配容差仿真結果
仿真結果如圖10所示,黑色為不合格虛擬實驗,灰色為合格虛擬實驗,結果表明,通過2000次隨機模擬實驗,隔熱層與氣瓶底部之間的間隙的平均值為-0.32mm,最大值為1.29mm,最小值為-1.92mm,出現干涉現象的概率為72.45%。隔熱層厚度的敏感度最大,為81.58%,凸臺高度的敏感度其次,為9.09%,氣瓶半徑占了5.42%。因此需要對組成環容差設計進行調整。
4 裝配容差優化
通過軟件分析給出的敏感度大小排序可知,隔熱層厚度公差太大,是導致超差的最主要因素,但通過實際測量發現,其尺寸公差確實很大。對裝配過程中隔熱層的實際尺寸進行了測量:選取該型號待裝配的三發導彈,在前設備艙鋪設隔熱層前后,使用激光掃描儀對前設備艙型面各掃描一次,將掃描結果進行處理,得到隔熱層裝配后的實際尺寸,如表3所示。其理論厚度是24mm,因此隔熱層的尺寸偏差范圍為2.6~3.1mm。

表3 前設備艙氣瓶底部隔熱層尺寸測量結果 mm
隔熱層由易變形的隔熱氈及硬質的蠟板組成,由于隔熱氈承擔著主要隔熱作用,且相對金屬較易壓縮,所以在設計時保守地給了其較大的公差范圍,曾導致氣瓶與隔熱層出現干涉現象。實際操作遇見這種情況時,裝配工人往往會手工將干涉部位隔熱層上的蠟板削薄,以滿足裝配需求,這樣既增加工作內容,又難以保證裝配質量,故無法通過改變隔熱層公差優化公差方案。
而氣瓶和艙段均屬于成品件,提高公差要求對于其加工也有一定的難度,根據尺寸鏈組成環中公差的貢獻度大小,結合產品零部件的制造能力,選擇調整凸臺高度尺寸公差,艙段內凸臺的制造方法為銑削加工后,再將凸臺通過焊接的方式固定到設備艙頂部,可以通過提高焊接精度的方法來滿足公差要求。將凸臺公差均減小為-0.3~+0.3mm,在仿真中輸入的公差數值如表4所示。仿真結果如圖11所示。
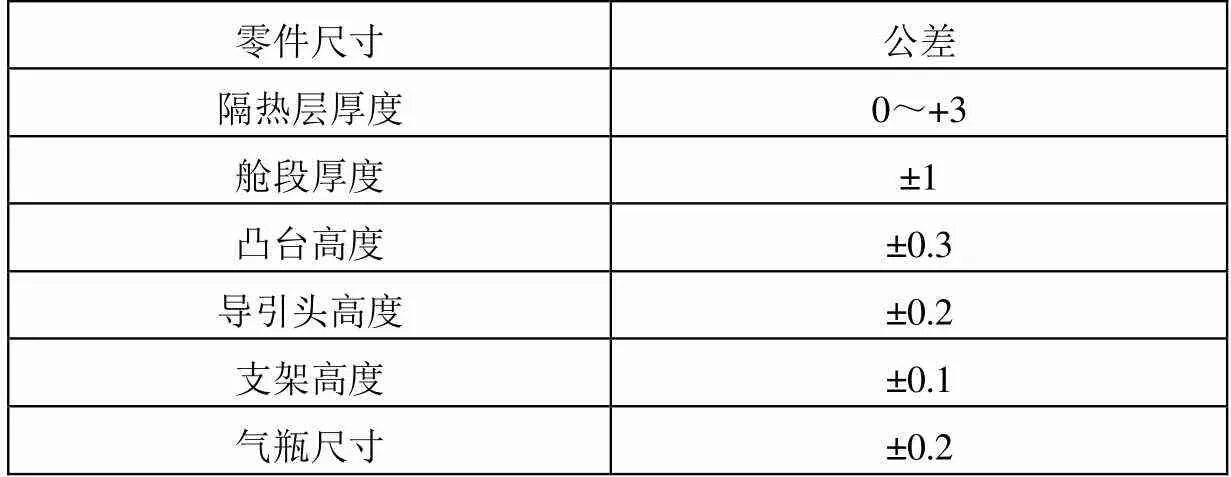
表4 調整后的零件公差 mm
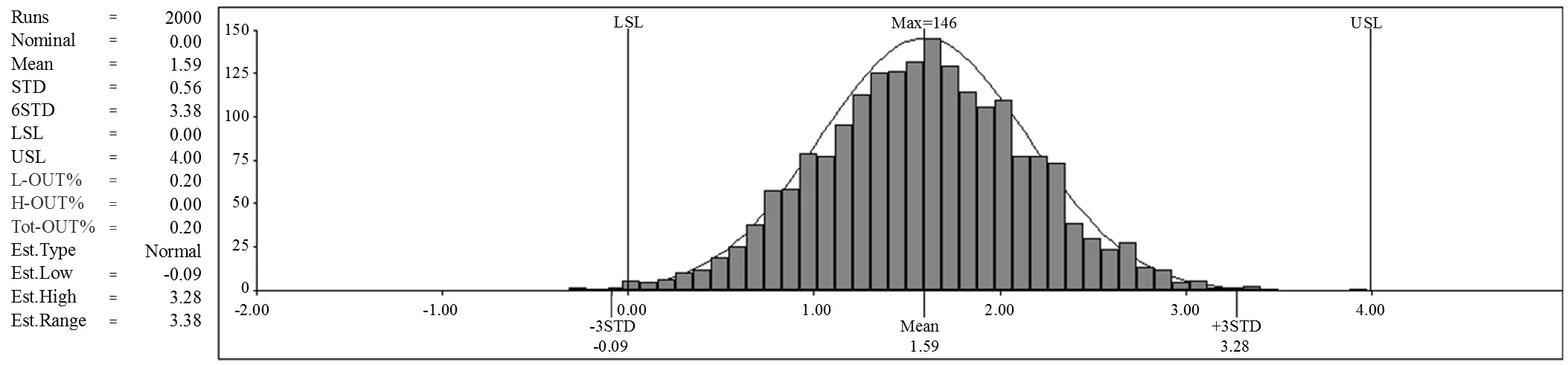
圖11 裝配容差優化后的仿真結果
根據仿真結果可知,間隙的平均值為1.59mm,最大值為3.28mm,最小值為-0.09mm,出現干涉現象的概率為0.2%。優化凸臺結構的方案可行。隔熱層厚度的敏感度最大,為98.25%,氣瓶尺寸的敏感度其次,為1.75%,其余影響因素的敏感度較小,可以忽略。
將兩次在3DCS中仿真的結果對比,如表5所示。

表5 兩次仿真結果對比
5 流程
通過對導彈隔熱層容差仿真的研究,總結了在設計階段對于一般的航空航天復雜產品進行容差分析的流程:
a. 設計人員和制造人員根據相關公差標準、實際生產能力以及國內外現有的設計值等,初步給定初始的容差設計方案;
b. 由于部分零件制造工藝特殊,根據工廠現有加工能力給定的公差較大,導致封閉環的公差過大,影響產品性能甚至導致存在干涉。此時雖然可以通過二維尺寸鏈計算封閉環,但無法對各零件的公差優化給出指導意見。這時可以通過三維尺寸軟件仿真,根據其敏感度排行有目的地優化各零件的公差;
c. 結合軟件給出的敏感度數據和現有的加工水平,優化各零件公差后,即可再次在軟件中驗證,最終得到一套合理的公差方案,避免在實際裝配時發現問題,造成時間和經濟上的損失。
6 結束語
研究了導彈隔熱層的裝配過程,使用專業的容差仿真軟件3DCS,以導彈隔熱層的裝配容差仿真為例進行分析,介紹了3DCS的容差仿真原理以及使用該軟件進行容差仿真的步驟。通過對隔熱層裝配尺寸鏈中的容差設計值進行仿真,發現了裝配過程中的問題主要是由隔熱層的制造精度不足引起的,且由于制造不允許再提高精度,由此提出了縮小導彈艙段內的凸臺的尺寸公差的優化方案,并對這個方案進行了仿真驗證,證明了優化方案可行。最后總結了在設計階段對于一般的航空航天復雜產品進行容差分析的流程。
1 Treacy P, Ochs J B, Ozsoy T M, et al. Automated tolerance analysis for mechanical assemblies modeled with geometric features and relational data structure[J]. Computer Aided Design, 1991, 23(6): 444~453
2 趙皇進,鄭國磊,段麗華. 數字化環境下裝配尺寸鏈分析的幾何方法[J]. 計算機輔助設計與圖形學學報,2008(1):104~108
3 Bjorke. Computer Aided Tolerancing[M]. 2nd edition. New York: New York Press. 1989
4 聶江西. 民機中機身自動化裝配的容差分析方法與應用研究[D]. 上海:上海交通大學,2015
Tolerance Analysis of Missile Cabin Assembly Based on 3DCS
Wang Xin1Li Zhaoyu2Wang Liang3Li Xiaoqiang1Meng Qingkuo1Jin Chaohai1
(1. School of Mechanical Engineering & Automation, Beihang University, Beijing 100191;2. Capital Aerospace Machinery Co., Ltd., Beijing 100076; 3. Beijing Xinghang Electromechanical Equipment Co., Ltd., Beijing 100074)
Aiming at the problem that the tolerance design of missile parts mainly depends on experience, and it is easy to interfere in actual assembly, taking a certain missile cabin as an example, the assembly tolerance analysis and optimization research are carried out based on 3DCS software. Firstly, on the basis of mastering the actual assembly process, the dimension chain equation is simplified; secondly, the tolerance analysis model of the assembly process is established based on 3DCS software to find out the unreasonable parts of the design, and improve it, so as to avoid the problems in the actual assembly.
aerospace complex products;assembly;tolerance;scheme;simulation
國防基礎科研重點項目(JCKY2016204B203)。
王鑫(1996),碩士在讀,航空宇航制造工程專業;研究方向:航空發動機裝配。
2020-07-02
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
