淺析藥芯焊絲與焊接生產效率的關系
2020-09-12 14:04:20張艷萍馮興璽
科技風 2020年23期
張艷萍 馮興璽

摘 要: 焊接技術是現代造船工業中最關鍵的技術之一,為降低船舶建造成本,縮短建造周期,就需要進一步提高船舶焊接生產效率,各種高效的焊接技術不斷的被研發改進。本文通過Φ1.2mm與Φ1.4mm藥芯焊絲的綜合性熔敷速度對比實驗,驗證藥芯直徑對焊接生產效率的影響。實驗表明Φ1.4mm藥芯焊絲比采用Φ1.2mm藥芯焊絲熔敷速度更快,焊接生產效率得到提升。
關鍵詞: 藥芯焊絲;熔敷速度;船舶焊接
我國造船業發展迅猛,并且向著大型化、高參數化方向發展,焊接貫穿在整個船舶建造周期,是建造船舶最重要的步驟。在船舶建造周期中,焊接工時約占船舶建造總工時的30%~40%,焊接成本約占船舶建造總成本的30%~50%。先進高效的船舶焊接技術可提高船舶建造效率,降低建造成本。合適的焊接材料在提高焊接生產效率方面占據至關重要的位置,選取合適的焊材可大大提高焊接生產效率,在船舶建造中發揮極其重要的作用。
1 焊接實驗
1.1 實驗用焊接方法
二氧化碳氣體保護焊是二氧化碳氣體作為保護氣體,依靠與焊絲之間產生的電弧來熔化金屬的一種電弧焊接法。二氧化碳氣體的密度比空氣大,電弧加熱分解后體積增大,在保護電弧和焊接熔池避免空氣傾入方面效果很好;焊絲自動送進,焊接時焊接電流密度大,焊絲的熔化效率高,生產率比手弧焊高2~3倍;其焊接方法可焊接薄板、厚板以及全位置焊接等。二氧化碳保護焊是應用最廣泛的一種熔化極氣體保護焊,其焊接成本低,生產效率高且應用范圍廣。基于其上述特點,本次對比試驗采用二氧化碳保護焊的焊接方式。
1.2 焊接實驗前準備
為使測試數據具有更好的對比性,實驗時同一焊接工人使用同一臺焊接設備選用同一藥芯焊絲廠家的焊絲。
焊絲型號:RD-YJ502(Q)Φ1.2mm和Φ1.4mm
保護氣體:二氧化碳,氣體純度≥99.9%
焊接設備:NBC-500(奧太逆變弧焊電源)
1.3 實驗內容
本次實驗選取以下四種焊接方式作對比:①平對接焊;②橫對接焊;③立向上對接焊;④平角焊。
1.3.1 實驗材料
鋼板板厚12mm,坡口寬度為15~16mm,間隙取6mm,焊接襯墊。
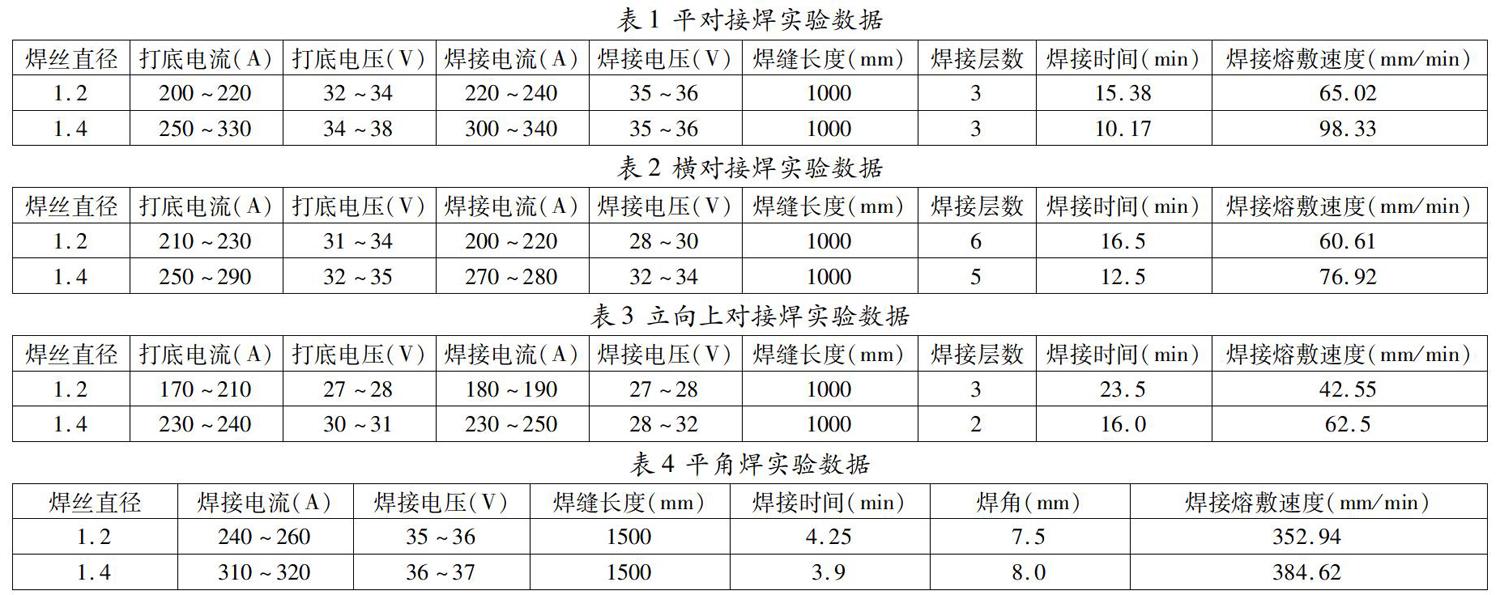
1.3.2 實驗數據
四種焊接方式的焊接數據見下表1—4。
1.3.3 實驗數據對比
同一焊接工人在使用相同焊接設備的前提下,僅選用不同的焊接材料,通過以上4組對比實驗可得出焊接材料對焊接生產效率的影響。四種焊接方式的焊接熔敷速度對比見表5。
1.4 實驗數據分析
通過以上數據可得出二者的焊縫數據基本一致,但Φ14mm藥芯焊絲可允許通過更大的施焊電流,從而可以獲得更高的焊接熔敷速度。
2 結語
綜上可以得出,Φ1.2mm與Φ1.4mm藥芯焊絲的焊縫數據基本一致,焊接質量均可以得到滿足。但是采用Φ1.4mm藥芯焊絲比采用Φ1.2mm藥芯焊絲的熔敷速度更快,焊接生產效率更高,尤其是體現在平對接焊和立向上對接焊這兩種焊接方式上。Φ1.4mm藥芯焊絲應在12mm厚度左右的鋼板焊接中進行推廣應用。
