氬弧熔敷原位合成ZrC- TiB2增強(qiáng)鐵基涂層的組織與性能
2020-09-26 00:54:50陳鵬濤曹梅青仇楠楠
上海金屬 2020年5期
陳鵬濤 曹梅青 呂 蕭 仇楠楠
(山東科技大學(xué)材料科學(xué)與工程學(xué)院,山東 青島 266590)
Q235鋼因價(jià)格低廉,具有良好的塑性、韌性、焊接性,一定的強(qiáng)度,在工程結(jié)構(gòu)中得到了廣泛的應(yīng)用,其用量約占總用鋼量的70%[1]。但其硬度及耐磨性低,不能滿足現(xiàn)代重工業(yè)機(jī)械零件承受強(qiáng)烈沖擊及磨損的基本要求,在零件表面熔敷高硬度、高耐磨性的涂層已成為改善零件使用性能的重要途徑。
顆粒增強(qiáng)金屬基復(fù)合材料具有高的比強(qiáng)度、比剛度,優(yōu)良的高溫力學(xué)性能和耐磨性,以及低的線膨脹系數(shù),是近年來(lái)備受關(guān)注的新型材料。原位自生金屬基復(fù)合材料因具有基體與強(qiáng)化相的相容性好、界面潔凈、熱力學(xué)穩(wěn)定等優(yōu)點(diǎn),是近年來(lái)材料領(lǐng)域的研究熱點(diǎn)之一[2- 5]。目前常見(jiàn)的增強(qiáng)相有A12O3、ZrC、TiC、TiO2、Si3N4等。本文所生成的ZrC、TiB2和ZrB2復(fù)合增強(qiáng)相具有高熔點(diǎn)、高硬度、高穩(wěn)定性,良好的耐磨性、耐腐蝕性等,以ZrC- TiB2和ZrC- TiB2- ZrB2作為復(fù)合增強(qiáng)相制備的涂層有望大幅度提高材料的耐磨性。
氬弧熔敷作為表面改性技術(shù)已經(jīng)有20多年的歷史。與激光熔敷[6- 7]、等離子熔敷[8]和高頻感應(yīng)熔敷[9]相比,氬弧熔敷具有高效、低成本、工藝可靠簡(jiǎn)單等優(yōu)點(diǎn),能夠適應(yīng)靈活的現(xiàn)場(chǎng)工作場(chǎng)合,可以在實(shí)際工業(yè)生產(chǎn)中大量使用[10- 12]。已有學(xué)者開(kāi)展了在Q235鋼表面原位反應(yīng)生成TiC- TiB2復(fù)合相或Fe2B增強(qiáng)鐵基涂層的相關(guān)研究并取得了一定的成果[13- 14]。
本文利用氬弧熔敷技術(shù),探索制備原位自生ZrC- TiB2和ZrC- TiB2- ZrB2顆粒增強(qiáng)的鐵基復(fù)合涂層,并對(duì)復(fù)合涂層的組織與性能進(jìn)行了研究。
1 試驗(yàn)材料及方法
以Q235鋼為基體材料(試樣尺寸80 mm×50 mm×3.5 mm),用砂輪機(jī)和砂紙打磨去除表面鐵銹和氧化皮,然后用丙酮和酒精清洗。熔敷材料選用Zr粉、Ti粉、B4C粉與Fe粉的混合粉末,粉末參數(shù)如表1所示。按照Z(yǔ)r∶Ti∶B4C摩爾比1∶2∶1和2∶1∶1兩種比例配置合金粉末。先用電子天平稱(chēng)量合金粉末,然后把稱(chēng)量好的Zr粉、Ti粉和B4C粉末放入球磨機(jī)中混合均勻并研磨,再將混合粉末與Fe粉攪拌均勻作為涂層材料。
將上述粉末用特制的粘結(jié)劑調(diào)制成糊狀,預(yù)涂在清洗干凈的試樣表面,預(yù)涂層厚度為1.0~1.5 mm。先在空氣中自然晾干24 h,然后放入箱式爐中升溫至100 ℃保溫30 min,再升溫至300 ℃保溫30 min,使預(yù)置涂層徹底烘干。用奧太ZX7- 400STG型鎢極氬弧焊機(jī)進(jìn)行氬弧熔敷。氬弧熔敷采用φ2.5 mm的釷鎢極。熔敷工藝參數(shù)為:熔敷電流120~150 A,電壓20 V,熔敷速度4 mm/m,氬氣流量6 L/min。
用日本理學(xué)D/Max2500PC型X射線衍射儀(CuKα)對(duì)熔敷層進(jìn)行物相分析,用蔡司光學(xué)顯微鏡(OM)及配備OXFORD INCA x- act energy 350能譜儀的JXA- 8230型電子探針對(duì)顯微組織及元素成分進(jìn)行分析。用日本FM- 700/SVDM4R型顯微硬度計(jì)測(cè)量熔敷層的硬度,試驗(yàn)力為0.98 N,加載時(shí)間為10 s。采用CETR- UMT- 3MO型多功能摩擦磨損試驗(yàn)機(jī)測(cè)試熔敷層的耐磨性,對(duì)磨副為Si3N4陶瓷球,試驗(yàn)力50 N,摩擦?xí)r間1 h,摩擦距離6 mm,摩擦速度10 mm/s。利用M- 2000型滑動(dòng)磨損試驗(yàn)機(jī)測(cè)試室溫摩擦磨損性能,采用環(huán)- 塊滑動(dòng)干摩擦方式。
2 試驗(yàn)結(jié)果與分析
2.1 復(fù)合涂層的物相及顯微組織
圖1為兩種不同成分的氬弧熔敷Fe基涂層的XRD圖譜。可以看出,當(dāng)Zr∶Ti∶B4C摩爾比為1∶2∶1時(shí),涂層物相主要為ZrC、TiB2和α- Fe;當(dāng)Zr∶Ti∶B4C摩爾比為2∶1∶1時(shí),由于Zr含量的增加,涂層物相除了ZrC、TiB2和α- Fe外,還出現(xiàn)了ZrB2相。由熱力學(xué)分析可知,Zr- Ti- B4C體系的氬弧熔敷過(guò)程中,ZrC優(yōu)先生成。當(dāng)Zr∶Ti∶B4C=1∶2∶1時(shí),發(fā)生反應(yīng)Zr+2Ti+B4C=ZrC+2TiB2,生成ZrC、TiB2;而當(dāng)Zr∶Ti∶B4C=2∶1∶1時(shí),發(fā)生反應(yīng)2Zr+Ti+B4C=ZrC+ZrB2+TiB2,得到ZrC、TiB2、ZrB2。
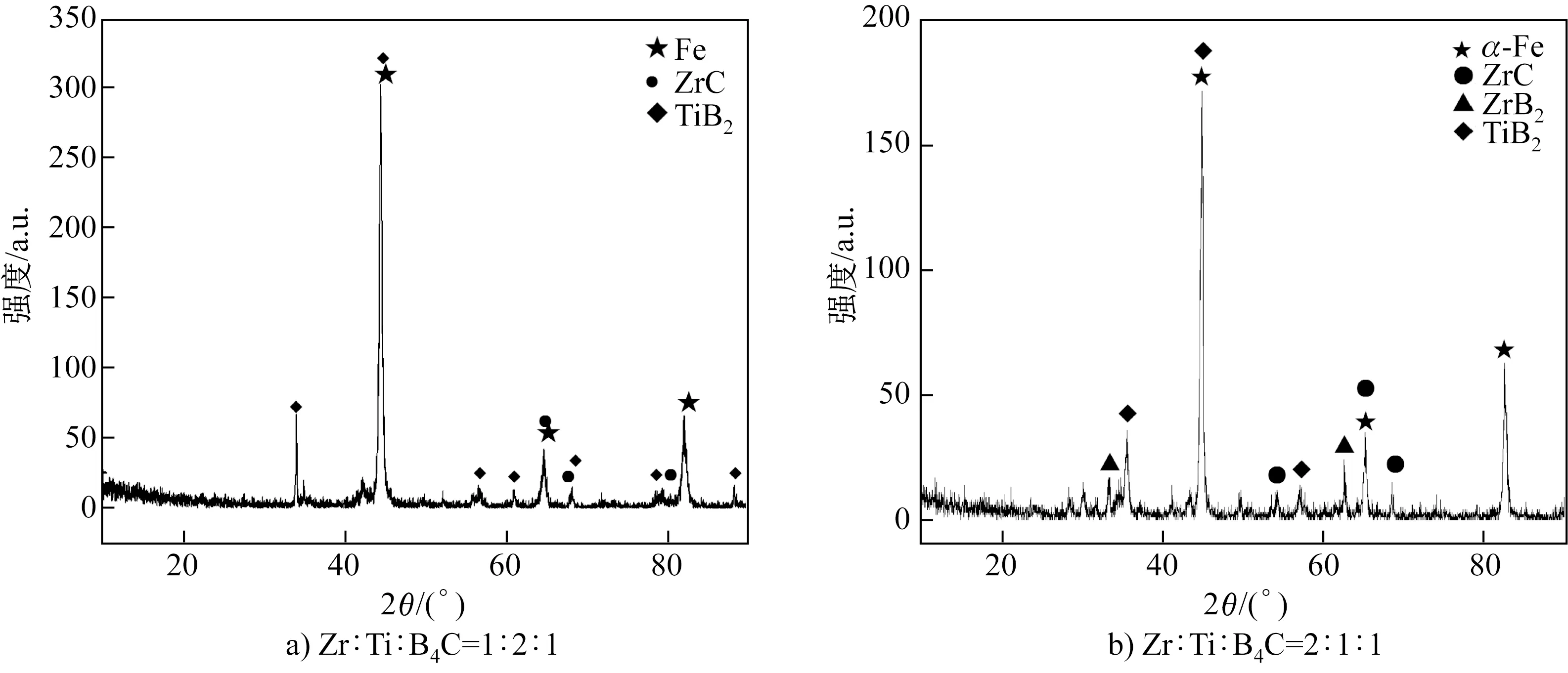
圖1 復(fù)合涂層的X射線衍射圖譜
圖2為兩種涂層的光學(xué)顯微形貌,可以看出,復(fù)合涂層的橫截面呈層狀分布,包含基體、結(jié)合區(qū)、和涂層3個(gè)部分。涂層與基體結(jié)合良好,無(wú)氣孔裂紋等缺陷,為良好的冶金結(jié)合。基體組織主要是鐵素體+珠光體,在過(guò)渡區(qū)靠近熔覆層的區(qū)域由于加熱溫度高,發(fā)生相變重結(jié)晶,形成了粗大的魏氏組織。熔覆層內(nèi)組織以外延方式從基體長(zhǎng)出,具有明顯的方向性,靠近基體側(cè)溫度低,沿與散熱最快的相反方向擇優(yōu)生長(zhǎng)成柱狀晶。熔覆層中部為樹(shù)枝晶,表層為細(xì)等軸晶。
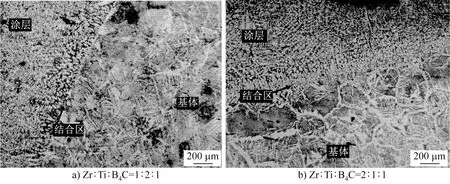
圖2 復(fù)合涂層的光學(xué)顯微形貌
圖3為兩種涂層的背散射電子形貌。由圖3(a)可知,當(dāng)Zr∶Ti∶B4C摩爾比為1∶2∶1時(shí),涂層主要由針棒狀增強(qiáng)相、塊狀和顆粒狀增強(qiáng)相及灰色基體組成。針棒狀增強(qiáng)相含量較多, 呈散亂分布,塊狀、顆粒狀增強(qiáng)相分布于針棒狀增強(qiáng)相之間,增強(qiáng)相彌散分布于基體中。Zr∶Ti∶B4C摩爾比為2∶1∶1時(shí)涂層主要由針棒狀和塊狀增強(qiáng)相及灰色基體組成。
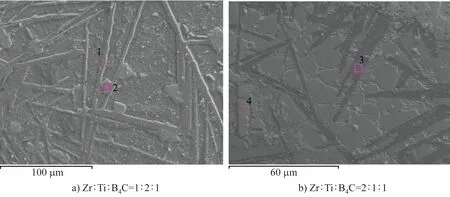
圖3 復(fù)合涂層的背散射電子形貌
表2為圖3中不同區(qū)域的EDS結(jié)果,結(jié)合圖1中XRD結(jié)果可知,針棒狀增強(qiáng)相主要是由TiB2及少量ZrC組成的復(fù)相組織,塊狀增強(qiáng)相主要是由ZrC及少量TiB2組成的復(fù)相組織,而灰色基體是溶入Zr、B、Ti等元素的α- Fe固溶體。當(dāng)Zr∶Ti∶B4C摩爾比為1∶2∶1時(shí),涂層中除上述組織外,還出現(xiàn)了針棒狀ZrB2。
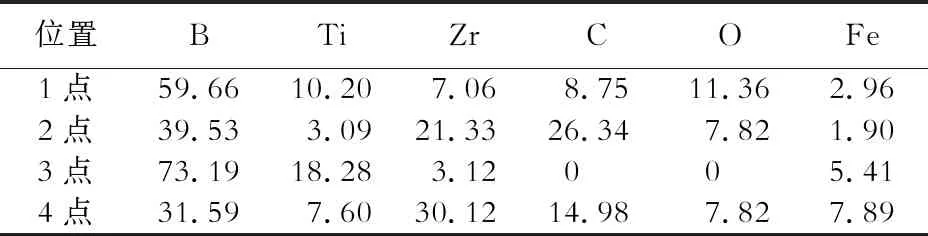
表2 圖3中不同涂層區(qū)域的EDS結(jié)果(原子分?jǐn)?shù))
由熱力學(xué)分析可知,在氬弧的高溫(達(dá)8 000 K)作用下,Zr- Ti- B4C反應(yīng)體系中C- B鍵斷裂,B4C分解,生成的C優(yōu)先滲透到Zr表面生成ZrC,同時(shí)釋放出熱量加速TiB2的生成。ZrC為面心立方結(jié)構(gòu),是典型的小平面相,凝固過(guò)程中固- 液界面為光滑結(jié)構(gòu),晶體生長(zhǎng)遵循二維平面堆砌的生長(zhǎng)規(guī)律。理論上面心立方結(jié)構(gòu)易形成以密排面(111)為外表面的八面體塊狀結(jié)構(gòu),但在氬弧熔敷的非平衡快冷條件下,受生長(zhǎng)動(dòng)力學(xué)和熱質(zhì)傳輸?shù)挠绊懀琙rC還會(huì)形成徑向輻射平面堆砌的枝晶,外觀上呈不規(guī)則塊狀。TiB2的生長(zhǎng)空間受到基體的限制而使兩個(gè)柱面方向的生長(zhǎng)速度也受到同樣的限制,從而生長(zhǎng)為針狀和棒狀。在原位反應(yīng)初期,Zr與C、Ti與B原子開(kāi)始反應(yīng)生成穩(wěn)定的ZrC和TiB2晶核。隨著反應(yīng)時(shí)間的延長(zhǎng),ZrC和TiB2晶核不斷增多,熔池中Zr、C、Ti、B含量不斷降低。當(dāng)它們的原子濃度降至發(fā)生反應(yīng)所需臨界濃度以下時(shí),新反應(yīng)生成的ZrC和TiB2不能再以穩(wěn)定晶核的形式存在,只能在已生成的晶核上按ZrC和TiB2晶體的優(yōu)先生長(zhǎng)方向堆積、長(zhǎng)大并形成初生塊狀ZrC和針棒狀TiB2形貌。由于鎢極氬弧熔敷是非平衡過(guò)程,加熱和冷卻速度很快,電弧掃過(guò)后熔池迅速冷卻至液相溫度以下,有些ZrC和TiB2形核后來(lái)不及長(zhǎng)大,就被已降至液相溫度以下凝固的基體包圍,形成了固態(tài)包覆層,包覆層中的Zr、B以及C、Ti原子只能通過(guò)原子擴(kuò)散和滲透的方式堆積到ZrC和TiB2晶核上形成尺寸較小的晶核,因此形成了聚集態(tài)的塊狀和針狀物[15]。
2.2 涂層的硬度及磨損性能
圖4為氬弧熔敷復(fù)合涂層沿層深方向的顯微硬度分布。從圖4可以看出,涂層硬度明顯高于基體硬度。這一方面是因?yàn)楦哂捕鹊脑鰪?qiáng)相在涂層中分布均勻,另一方面是由于熔覆層的凝固速度較快,得到的涂層組織均勻細(xì)小。從涂層表面到基體,顯微硬度先升高后降低。硬度梯度變化較平緩,有利于提高涂層的承載性能,減少脆性開(kāi)裂。涂層表層可能存在一些熔渣和雜質(zhì)等,導(dǎo)致其硬度較低[16]。而在涂層中上部,由于增強(qiáng)相含量較高,所以其硬度較高。涂層的過(guò)渡區(qū),由于受基體稀釋的影響,增強(qiáng)相濃度較低,硬度明顯下降。
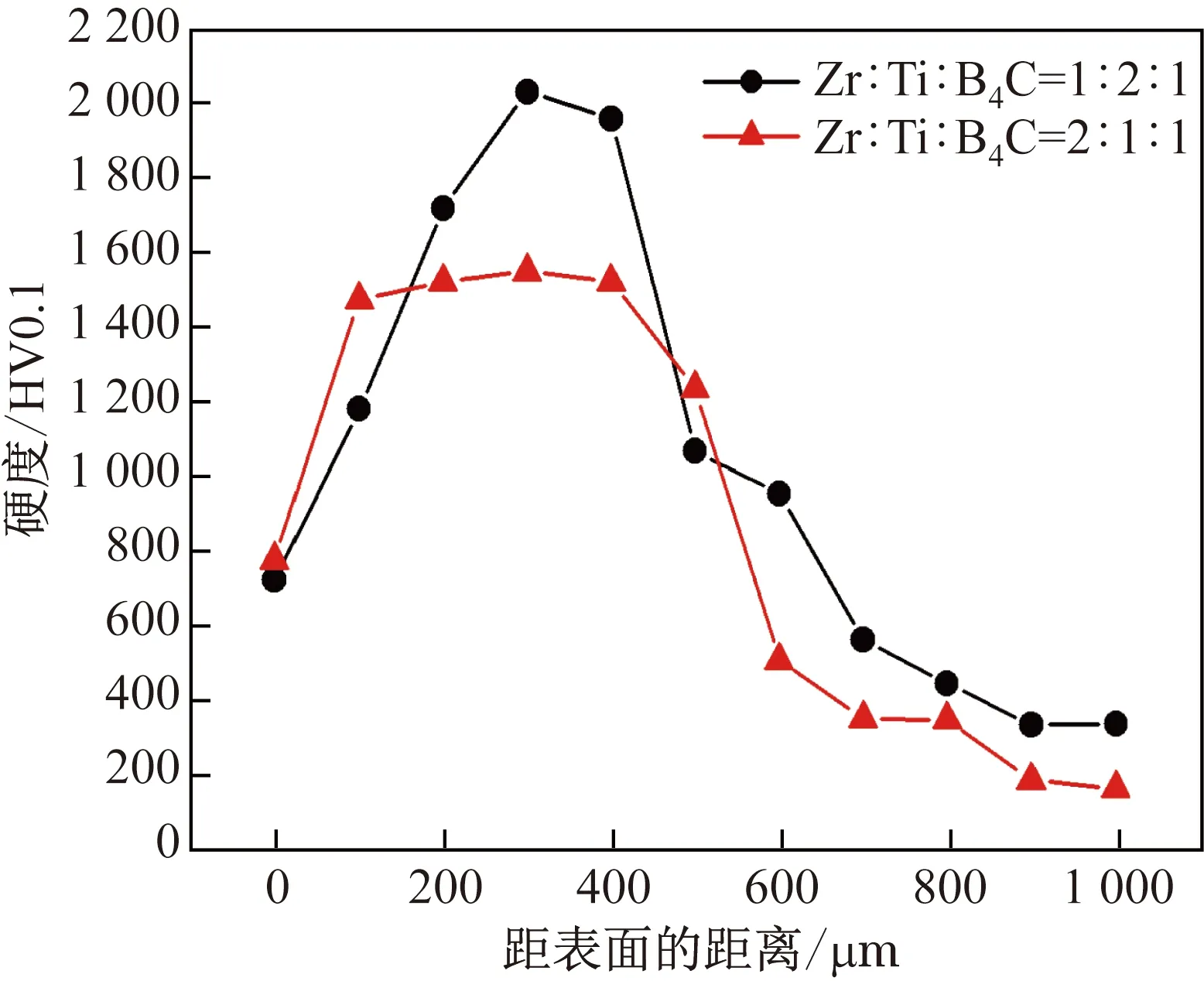
圖4 復(fù)合涂層沿層深方向的顯微硬度分布
當(dāng)Zr∶Ti∶B4C的摩爾比為1∶2∶1時(shí),熔敷層的增強(qiáng)相為ZrC- TiB2,硬度高達(dá)2 037 HV0.1;當(dāng)Zr∶Ti∶B4C的摩爾比為2∶1∶1時(shí),熔敷層的增強(qiáng)相為ZrC- TiB2- ZrB2,硬度高達(dá)1 726 HV0.1。造成這兩種熔敷層硬度差異的主要原因是熔敷層中增強(qiáng)相顆粒體積分?jǐn)?shù)不同以及增強(qiáng)相顆粒硬度不同。ZrC是B1- NaCl型面心立方結(jié)構(gòu),相鄰Zr原子面和C原子面間以Zr- C最強(qiáng)鍵結(jié)合,硬度高達(dá)2 890 HV0.1;ZrB2是六方晶系C32型結(jié)構(gòu)的準(zhǔn)金屬結(jié)構(gòu)化合物,以Zr- B離子鍵和B- B共價(jià)鍵結(jié)合而成,硬度高達(dá)2 000 HV0.1;TiB2是C32型六方結(jié)構(gòu),硬度高達(dá)4 000 HV0.1,幾乎是ZrB2的兩倍,因此當(dāng)涂層中出現(xiàn)ZrB2時(shí)對(duì)應(yīng)的硬度較低。
圖5為復(fù)合涂層與基體的摩擦因數(shù)隨摩擦?xí)r間的變化。可以看出,3種材料的摩擦因數(shù)都是先逐漸升高至最大值后下降,最終趨于平穩(wěn)。在相同摩擦條件下,基體的摩擦因數(shù)在0.75~0.80之間波動(dòng),ZrC- TiB2- ZrB2涂層的摩擦因數(shù)在0.30~0.35之間波動(dòng),而ZrC- TiB2涂層的摩擦因數(shù)最小,最終穩(wěn)定在0.25左右。說(shuō)明復(fù)合涂層的磨損表面更光滑。
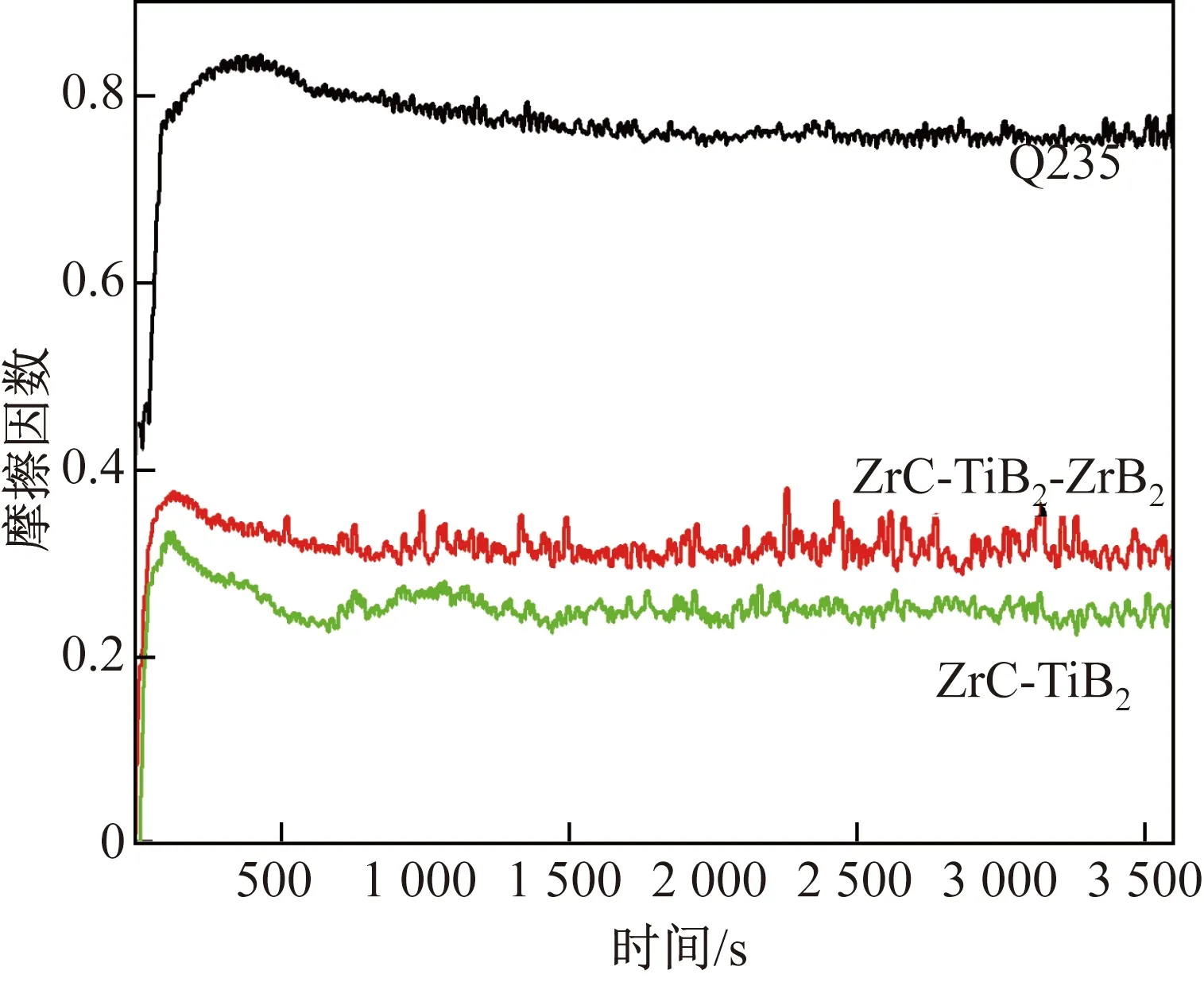
圖5 復(fù)合涂層和基體的摩擦因數(shù)隨摩擦試驗(yàn)時(shí)間的變化
Q235鋼表面硬度低,塑性好,在與高硬度的陶瓷球進(jìn)行干滑動(dòng)摩擦過(guò)程中容易發(fā)生塑性變形,在陶瓷硬質(zhì)相的切削作用下,摩擦過(guò)程較為劇烈,表現(xiàn)出較大的摩擦因數(shù)。兩種陶瓷增強(qiáng)熔敷層,由于存在ZrC、TiB2、ZrB2等增強(qiáng)相,表面硬度高,抗塑性變形性能好,增強(qiáng)顆粒能阻礙陶瓷球表面硬質(zhì)相對(duì)熔敷層的切削作用,從而表現(xiàn)出較小的摩擦因數(shù)。涂層的耐磨性主要取決于硬度和增強(qiáng)相的數(shù)量、大小及分布。由涂層的硬度分布及組織分析可知,增強(qiáng)相為ZrC- TiB2時(shí)硬度最高,且增強(qiáng)相呈細(xì)小、彌散分布,因此涂層的耐磨性較好,摩擦因數(shù)小。
圖6是ZrC- TiB2和ZrC- TiB2- ZrB2兩種復(fù)合涂層與基體在相同磨損條件下(磨損時(shí)間t=7 200 s,法向載荷F=200 N)的磨損失重對(duì)比。從圖6可以看出,在相同試驗(yàn)條件下,ZrC- TiB2增強(qiáng)鐵基熔敷層的磨損失重最小,Q235鋼的磨損失重最大,ZrC- TiB2- ZrB2增強(qiáng)鐵基熔敷層的磨損失重介于兩者之間。ZrC- TiB2熔敷層的磨損失重約為Q235鋼的1/15;ZrC- TiB2- ZrB2熔敷層的磨損失重約為Q235鋼的1/12。分析認(rèn)為,在增強(qiáng)金屬基熔敷層的摩擦磨損過(guò)程中,參與摩擦更多的是暴露于熔敷層表面的增強(qiáng)相顆粒,因此復(fù)合涂層的硬度明顯高于基體硬度,耐磨性也更好。在摩擦過(guò)程中,高硬度的陶瓷相所形成的凸起能夠阻礙對(duì)磨副上磨料顆粒對(duì)粘結(jié)材料的刮擦和切削作用,阻礙了磨損表面粘結(jié)相的轉(zhuǎn)移,從而使磨損量減少。
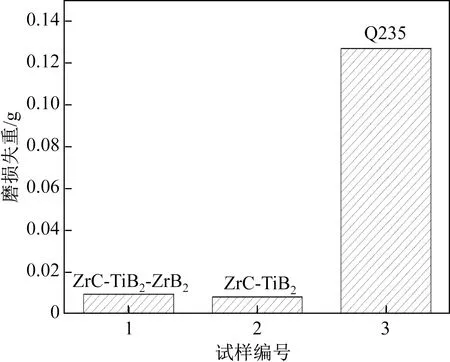
圖6 復(fù)合涂層和基體的磨損失重
2.3 復(fù)合涂層的磨損機(jī)制
圖7為基體及兩種成分復(fù)合涂層的磨損形貌。從圖7(a)中可以看出,Q235鋼基體磨損表面分布著大量深犁溝和粘著坑。由于基體的硬度較低,在摩擦過(guò)程中,對(duì)磨副表面的磨料顆粒很容易壓入基體的摩擦表面。隨著滑動(dòng)的進(jìn)行,磨料粒子對(duì)基體產(chǎn)生顯微切削,造成大量的材料轉(zhuǎn)移,導(dǎo)致深犁溝的形成。與此同時(shí),對(duì)磨副與基體的接觸面發(fā)生粘著現(xiàn)象,形成粘著坑。說(shuō)明基體以粘著磨損及磨粒磨損為主,且磨損程度較為嚴(yán)重。相反,復(fù)合涂層磨損表面比較光滑,僅存在一些淺犁溝和疲勞坑,剝落坑尺寸較小。因此,可以推斷復(fù)合涂層以疲勞磨損為主,磨損程度較輕,還有一些輕微的磨粒磨損。
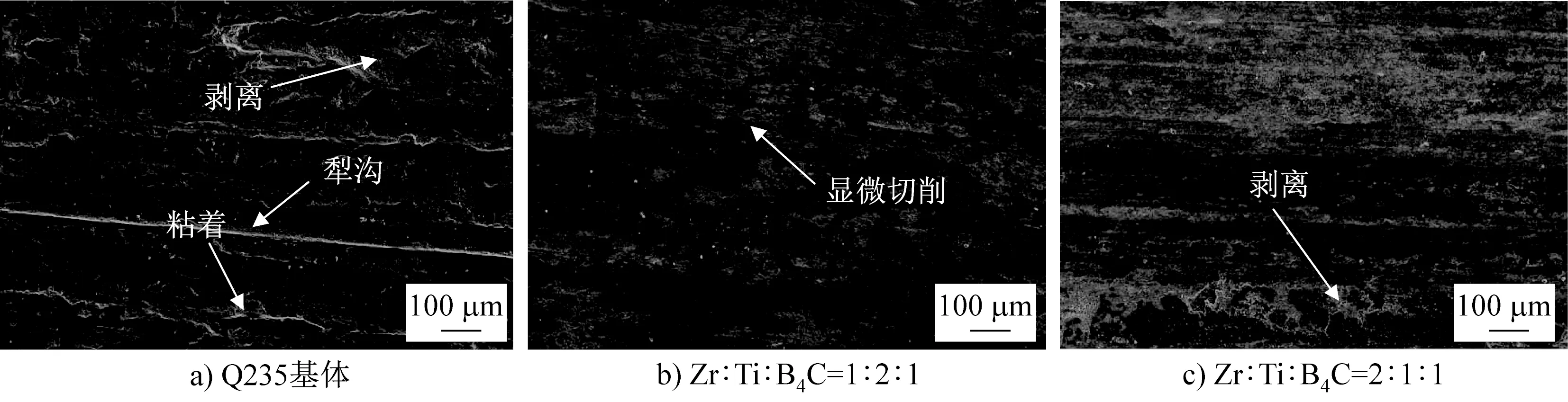
圖7 復(fù)合涂層和基體的磨損表面形貌
金屬基復(fù)合材料的耐磨性與多種因素有關(guān),如陶瓷顆粒的體積分?jǐn)?shù)、分布特點(diǎn),以及磨損條件等[17]。在室溫干滑動(dòng)摩擦過(guò)程中,磨料顆粒壓入軟的粘結(jié)相中,并在滑動(dòng)過(guò)程中與陶瓷顆粒相互碰撞。陶瓷顆粒能夠擊碎磨料粒子,使其失去切削作用[18]。另外,隨著摩擦過(guò)程的進(jìn)行,因?yàn)檎辰Y(jié)相的減少,強(qiáng)化相粒子逐漸裸露出來(lái),使粘結(jié)相與磨料粒子的接觸面積大大減小。粘結(jié)相損失減小,微切削被顯著抑制,犁溝明顯減小。
兩種復(fù)合涂層的磨損均較基體輕微,Zr∶Ti∶B4C的摩爾比為1∶2∶1時(shí)涂層的硬度最高、耐磨性最好,其磨損形式以疲勞磨損為主,還有一些輕微的磨粒磨損。
3 結(jié)論
(1)采用氬弧熔敷技術(shù)在Q235鋼表面成功制備了與基體結(jié)合良好,無(wú)氣孔、裂紋等缺陷的復(fù)合涂層。熔覆層內(nèi)組織生長(zhǎng)具有明顯的方向性,下部為柱狀晶,中部為樹(shù)枝晶,表層為細(xì)等軸晶。
(2)當(dāng)Zr∶Ti∶B4C的摩爾比為1∶2∶1時(shí),熔敷層中增強(qiáng)相主要為ZrC和TiB2;當(dāng)Zr∶Ti∶B4C的摩爾比為2∶1∶1時(shí),熔敷層中增強(qiáng)相主要為ZrC、TiB2、ZrB2。TiB2和ZrB2呈針棒狀結(jié)構(gòu),ZrC呈塊狀結(jié)構(gòu)分布于基體中。
(3)復(fù)合涂層的硬度明顯高于Q235鋼基體。從涂層表層到基體,復(fù)合涂層的硬度呈先升高后降低的變化趨勢(shì)。ZrC- TiB2增強(qiáng)鐵基涂層的最高硬度高于ZrC- TiB2- ZrB2增強(qiáng)鐵基涂層。
(4)在同等試驗(yàn)條件下,原位合成ZrC- TiB2增強(qiáng)鐵基涂層的摩擦因數(shù)最小,磨損失重最少,Q235鋼的摩擦因數(shù)最大,磨損失重最多,ZrC- TiB2- ZrB2增強(qiáng)鐵基涂層的摩擦因數(shù)和磨損失重介于二者之間。復(fù)合涂層以疲勞磨損為主,還有一些輕微的磨粒磨損。
