重卷機組圓盤剪飛邊絲纏繞托輥的解決方法
2020-10-09 11:07:45甘長元黃濤常盈
理論與創新 2020年15期
甘長元 黃濤 常盈
【摘? 要】本文通過對造成重卷機組圓盤剪飛邊絲纏繞托輥的原因進行分析,并制定相應措施,保證圓盤剪異常生產飛邊絲過程中,邊絲不纏繞托輥,正常堆積在檢查臺處,減少圓盤剪異常生產飛邊絲的處理時間,從而提高生產效率。
【關鍵詞】圓盤剪;托輥端蓋;邊絲;纏繞
引言
柳鋼冷軋廠精整車間重卷機組通過圓盤剪剪切帶鋼多余的邊部,達到客戶所需的帶鋼尺寸,在提速生產過程中,圓盤剪切出的邊絲會在高速跑帶過程中,因來料缺陷邊絲逸出并纏繞進帶鋼并附和帶鋼前進纏繞在導板臺托輥上,不僅僅影響生產效率,還容易產生質量問題,同時停機處理纏繞托輥的廢邊絲時很費勁,需要翹起部分帶鋼扯出托輥部的邊絲,會大大增加處理邊絲過程中發生安全事故的概率。所以,攻克邊絲纏繞托輥的問題非常迫在眉睫。因此,我們通過對過圓盤剪后的導板臺托輥端蓋進行改造解決邊絲纏繞托輥的問題。
1.重卷機組圓盤剪飛邊絲纏繞托輥的原因
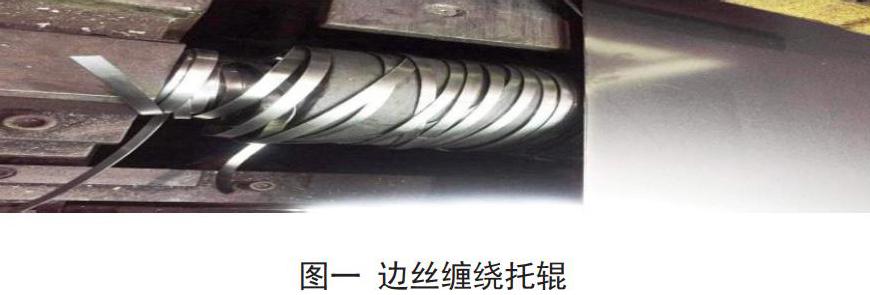
通過一系列技改重卷機組的生產速度由250m/min 提升至350m/min,圓盤剪剪切的邊絲的速度也相應匹配提升,在高速跑帶過程中,容易向上、向左、向右方向逸出并纏繞進帶鋼,雖然通過發明專利重卷機組圓盤剪邊絲擋使得被切斷的邊絲不再由于慣性的作用呈水平方向運行,并避免了在邊絲被剪斷后在其他作用力下向上飛或向左右兩邊竄出。但因來料缺陷邊絲逸出并纏繞進帶鋼并附和帶鋼前進纏繞在導板臺托輥的端蓋凸出的緊固螺栓上使邊絲纏繞滿整個托輥如圖一,帶鋼從邊絲纏繞的托輥上方運行時會被邊絲劃傷下表面產生多處連續性劃傷。停機處理時間較長,纏繞托輥邊絲太多造成的停機處理時間可達10~20分鐘或更長的處理時間,帶鋼下表面的劃傷會導致產生擦傷協議品卷。通常在生產一個班都會因為邊絲逸出纏繞托輥2~3次,不僅僅影響生產效率,還容易產生帶鋼質量問題,而停機處理邊絲纏繞托輥的很費勁,需要一個人配合翹起部分帶鋼另外一個人才能扯出托輥纏繞的邊絲,邊絲非常鋒利處理時間越久,處理的過程發生安全事故的概率也會增加。
2.重卷機組圓盤剪飛邊絲纏繞托輥的分析
因來料缺陷、圓盤剪參數調整不合適、圓盤剪刀片磨損嚴重導致邊絲飛出圓盤剪廢料坑,邊絲被高速旋轉運動的托輥端蓋凸出的緊固螺栓掛住后將邊絲卷進托輥的本體。從機組的安裝圖上看,是因為端蓋固定螺栓帽在邊絲飛出的行程范圍之內。因此解決邊絲不被高速旋轉運動的托輥端蓋凸出的緊固螺栓掛住,即可使邊絲不纏繞托輥。
3.重卷機組圓盤剪飛邊絲纏繞托輥的應對措施
通過現場的勘察邊絲不被托輥端蓋凸出的緊固螺栓掛住的應對措施有兩個方案:
(1)、將托輥加長或縮短,使托輥端蓋不在邊絲飛出的行程范圍之內。
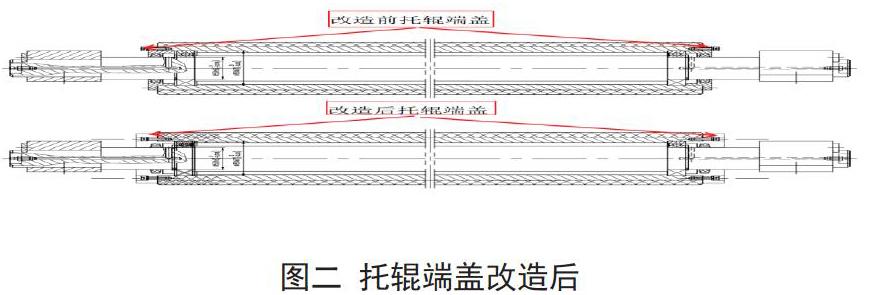
(2)、將托輥端蓋凸出的緊固螺栓進行封閉隱藏如圖二。
結合現場的使用工況看方案一,托輥加長會占用質檢人員檢查帶鋼的使用空間,在檢查臺區域形成一個個凸出的區域容易造成安全隱患,如果全封閉質檢人員的檢查空間將被占用較多,對檢查帶鋼表面質量十分的不便,托輥縮短在帶鋼的中間,起不到托起及穩定帶鋼運行的作用,而且無論托輥加長或縮短都要重新進行一系列的重新設計制作,十分繁瑣,周期長。方案二將現有托輥本體端部螺紋孔的存在,經過設計端蓋處沉孔直徑加寬,端蓋加厚,形成沉孔能把固定的螺栓封閉隱藏,十分方便快捷,對本體的改動不大,工程量較少。因此選擇方案二進行施工。
4.托輥改造后的使用效果
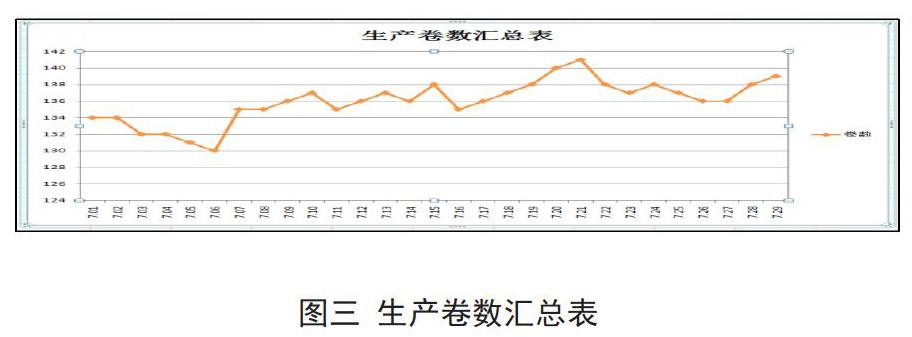
實踐證明,使用特制沉孔端蓋后,在生產大多數規格帶鋼時,均能有效的阻止邊絲亂飛亂竄纏繞托輥的情況,效果如圖三,在7.08改造上線后生產卷數一直穩定在135卷以上。
5.結語
圓盤剪后的導板臺托輥端蓋進行改造避免了帶鋼邊絲飛出時依附慣性纏繞在螺帽部導致邊絲纏繞托輥,有效避免了正常生產過程中邊絲纏繞造成的帶鋼劃傷問題,避免了多次停機長時間處理邊絲問題,降低了處理邊絲造成的影響生產效率問題,同時還大大減少了因長時間處理邊絲容易造成邊絲割傷手的安全隱患。
參考文獻
[1] 彭仕軍. 重卷機組圓盤剪邊絲擋[實用新型專利]. 45(廣西) .ZL201520894265.0. 2016.08.03。
[2] 張景進.板帶冷軋生產.北京:冶金工業出版社, 2008
[3] 王良兵.拉矯重卷機組工藝及設備分析:四川冶金,2013,15(4):26-29
[4] 熊欲均. 機械工程手冊(第二版).北京:機械工業出版社,1997.8.
作者簡介:甘長元(1989.8-),男,漢族,廣西貴港人,大專,技師,助理工程師,研究方向為機械。
黃濤(1990.1-),男,壯族,廣西忻城人,大專,助理工程師,研究方向為機械。
常盈(1988.8-),男,漢族,廣西恭城人,大專,助理工程師,研究方向為生產、機械。