陶瓷3D打印技術及材料的研究現狀
2020-10-13 06:26:16郭璐,朱紅
陶瓷學報 2020年1期
郭 璐,朱 紅
(武漢職業技術學院,湖北 武漢 430070)
0 引 言
近年來陶瓷材料廣泛應用于電子、機械、國防、航空航天、醫學等領域。相比于金屬材料和高分子材料,陶瓷材料不僅具有優良的力學性能如高硬度、耐高溫、耐磨等,還在電學、熱學、光學、生物相容性等方面的性能突出。但陶瓷材料的加工性能差,通過傳統工藝難以成型為復雜結構,而且其生產周期長,成本高等缺陷使陶瓷材料難以滿足現代社會的需求。3D打印技術是增材制造的方法,能快速生成復雜結構的陶瓷型體,能制備出高性能的復合陶瓷零件,縮短制造時間,擴展陶瓷材料的應用[1]。
目前用于陶瓷3D打印的技術包括:光固化成型技術(SLA)、漿料直寫成型技術(DIW)、激光選區燒結(SLS)、激光選區熔融(SLM)、三維打印成型(3DP)、熔融沉積技術(FDM)、疊層實體制造技術(LOM)等。除SLM,陶瓷3D打印的步驟總體看來可分為陶瓷素坯的成型和素坯致密化后處理。陶瓷素坯的成型和精確度與打印原料的配比、穩定性、陶瓷粒徑、固含量及成型工藝等有很大關系。另外,素坯致密化處理等密切關系到陶瓷制件的性能。因此,本文將從原料的制備、成型和致密化后處理的角度闡述3D打印中陶瓷材料的發展狀況。
1 3D打印陶瓷素坯成型的研究
3D打印陶瓷原料的形態可分為液體、粉材、線材、塊材[2],以下將從四個方面介紹。
1.1 液體陶瓷的3D打印
液體陶瓷漿料一般由有機物液體和陶瓷粉末混合攪拌制得,主要應用于SLA、DIW等。
SLA的打印原理是:紫外光根據由軟件切片三維模型所得的掃描路徑,選擇性地對液態光敏樹脂進行依次逐層掃描固化,形成實體原型。SLA的優勢在于成型精度高,可用于制作結構復雜的制件,而難點在于含有光敏樹脂的陶瓷漿料的配置和光固化成型工藝參數的控制。
首先要選擇合適的光敏聚合體系,然后考慮陶瓷顆粒在光敏樹脂中的分散情況,以及漿料中陶瓷的固相含量。若固相含量太低則致密度低且在后期排膠和致密化過程中容易發生變形、開裂等缺陷,若太高則又會使漿料粘度高、流動性差,成型后表面粗糙、精度低。因此,要制備出粘度低、固相含量高、流動性好的陶瓷漿料,可以從分散劑的選擇、陶瓷粒度的選擇、陶瓷粉體表面改性等方面考慮。西安交通大學李滌塵教授團隊對SiO2陶瓷零件、ZrO2和生物陶瓷的SLA制備進行多方面研究[3-5]。為獲得分散效果好且低粘度的陶瓷漿料,周偉召[6]等對比了三種不同分散劑,發現聚丙烯酸鈉具有最佳分散效果,添加量為0.3%時可使陶瓷漿料粘度最低。其對比了 1.5 μm、5 μm、8 μm 三種不同粒徑陶瓷顆粒對漿料粘度的影響,發現粒徑越大陶瓷漿料粘度越低,制備出陶瓷粉末體積分數大于40%且低粘度的陶瓷漿料。相比微米級陶瓷顆粒,納米陶瓷顆粒表面能高,燒結活性好,但是,容易發生團聚,影響陶瓷漿料的流動性,進而影響打印件的質量。針對這一問題,寧會峰[7]等對納米陶瓷粉體進行硅烷偶聯劑 KH570包覆改性,有效起到空間位阻作用,獲得分散性好的低粘度陶瓷漿料,通過對固化層的SEM觀察,沒有發現顆粒團聚現象。
另外,在成型過程中的工藝參數也是影響打印件質量的關鍵因素。由于陶瓷顆粒對紫外光的散射作用,需要考慮紫外光曝光強度、掃描速度和掃描間距對陶瓷漿料固化厚度的影響。掃描速度越快,激光在陶瓷漿料中的能量密度越低,陶瓷顆粒的散射減小;但掃描速度過快會使光敏樹脂固化不完全。單層固化厚度必須大于分層厚度,才能使兩層之間粘結成型。由此可見,研究這些打印參數非常重要。光敏樹脂中分散的陶瓷顆粒對紫外光產生散射,使得固化特征發生改變,即固化線寬增大而厚度減小,這將影響陶瓷打印件的成形精度。因此,高精度打印件需要針對工藝參數進行相應地正交實驗設計,尋求最佳打印條件。Zhou[8]等從單條固化線和單層固化層入手,研究了不同掃描速度下單條固化線的固化寬度和厚度,以及掃描速度、曝光量和固化厚度制件的關系,為選擇合適的工藝參數提供參考。
DIW 的成型原理是:通過計算機輔助制造進行圖形的預先設計,在基板的可控位置上準確沉積陶瓷漿料,反復疊加,最終得到三維立體結構。
DIW 不需要通過紫外光或激光來固化,而正因為如此,DIW技術成型的難點在于漿料的制備,需要具備兩個重要條件:一是沉積到基板后要能維持形狀和一定跨距,這就要求漿料具有剪切致稀的特性和可調控的粘彈性響應,在擠出過程中由凝膠向流體轉變,擠出后立刻“凝固”保持形狀不坍塌;二是漿料固含量要高,以減少干燥和燒結中模型的體積收縮[9]。清華大學李龍土教授團隊在陶瓷漿料制備、打印參數優化和陶瓷制件性能提升及應用等方面進行一系列研究[10-11]。Li[12]等通過對漿料中陶瓷質量分數、分散劑、溶劑選擇等分析研究,制備出可用于DIW的水基鋯鈦酸鉛鑭(PLZT)壓電陶瓷膠體漿料,通過流變性測試表明漿料具有剪切變稀的行為,能成功成型,且在封閉的氣氛中燒結后獲得致密度大于 98%的陶瓷器件。Cai[13]等制備了固含量為42.5%的TiO2膠體漿料,采用DIW成型了三種不同的三維網格結構并燒結成瓷,由于合理的結構設計,使材料對光輻射吸收增強,網格樣品的光催化降解性能提高大于60%。
對3D打印用漿狀陶瓷材料的研究基本上包括漿料的粘度、分散性、陶瓷粒度和固含量等方面,但因各成型原理不同而各有側重。SLA技術由于是通過紫外光照射引發光致聚合反應而固化,因此,需要研究相應波段光聚合反應的光敏樹脂,包括引發劑、預聚體、溶劑等,另外,加入陶瓷粉體后的漿料要具有一定的透光度,使得光聚合反應順利進行,保證成型后具有一定的固化厚度。成型過程中,SLA技術還需考慮紫外光曝光強度、掃描速率等問題。DIW技術不需要紫外光來固化,因此,制備漿料的過程中不需要考慮引發劑、預聚體等,而重點在于通過控制陶瓷粒子間的結合力獲得理想膠體漿料,使之既要是高濃度的粘彈性流體,又要能順利從針頭擠出,具有可調控的粘彈性。SLA技術成型精度高,但光敏樹脂一般具有毒性,對人體和環境不利;DIW 技術相對環保,但制備工藝復雜。
1.2 粉體陶瓷的3D打印
粉體材料是由陶瓷粉末與有機物粘結劑的混合,主要應用于SLS、SLM、3DP等。
SLS的打印原理是利用電腦控制激光束按設計路線掃描,低熔點粉體熔化粘結成型,如此逐層重復,最終打印出三維模型。陶瓷粉體的制備和打印參數的設定是SLS成型的關鍵因素。
SLS打印陶瓷制品需要在陶瓷粉體中添加粘結劑便于在激光掃描中通過熔融的粘結劑將陶瓷粘結成型。因此,粘結劑的選擇很重要。粘結劑應該具有較低熔點,低液態粘度,熔融后能很好地浸潤陶瓷顆粒,起到粘結作用。另外,每一層燒結完成之后,需由鋪粉輥鋪平下一層粉體陶瓷,粉體的形貌及粒徑關系到陶瓷素坯的質量。陶瓷粉體顆粒最好呈球狀,具有較好的流動性[14],鋪粉過程中能快速流動和重新排列;陶瓷粒徑需要達到納米或者亞微米級,具有較高的自由能,燒結活性好,高溫燒結階段容易致密化。然而,納米陶瓷顆粒在鋪粉過程中易產生靜電粘粉和團聚現象。目前普遍采取的方法是采用低熔點、低粘度、浸潤性好的粘結劑對陶瓷顆粒進行包覆,粘結劑一方面阻礙納米陶瓷顆粒的團聚,另一方面增加陶瓷顆粒的流動性。國內華中科技大學史玉升教授團隊對 SLS打印陶瓷做了系統的研究[15-17]。為增加粉體的流動性,Liu[18]等通過PVA覆膜Al2O3陶瓷顆粒增加潤滑性,制備出PVA-陶瓷-環氧樹脂復合粉末,通過SLS斷口形貌發現經過覆膜的陶瓷顆粒仍然呈球形,如下圖 1所示,且同為高分子的環氧樹脂與PVA粘結牢固。劉凱[19]等采取高分子粘結劑包覆陶瓷顆粒的方法,分別用溶劑蒸發法制備了硬脂酸-納米氧化鋯復合粉末、溶劑沉淀法制備了尼龍12-納米氧化鋯復合粉末,為了進一步增強尼龍 12與納米 ZrO2陶瓷顆粒的粘結,采用硅烷偶聯劑對納米ZrO2進行表面改性,改善兩者的界面接觸。結果表明這兩種方法制得的聚合物覆膜陶瓷顆粒具有粒徑分布合理、顆粒基本呈球形且流動性好的優點。
另外,在成型過程中,打印設備工藝參數的調整也是重難點之一,陶瓷素坯的成形效果受激光能量密度的影響,而激光能量密度又受制于激光功率、掃描速度和掃描間距等因素,以及預熱溫度、層厚等這些因素調整不當或者使掃描區溫度過高,素坯精度下降,粘結劑燒損嚴重;或者使掃描區溫度不夠或不均勻,粘結劑熔融粘結不充分,使陶瓷素坯無法成形或者坯體分層、強度不足。在諸多參數的影響下,通常采用正交實驗法綜合考慮獲得最佳工藝參數。史玉升教授團隊[20]針對激光功率、掃描速度和掃描間距 3個工藝參數設計了正交實驗,得出聚乙烯醇(PVA)/環氧樹脂E06/Al2O3陶瓷復合粉體的最佳工藝,通過SLS打印出較高密度和強度的陶瓷素坯。
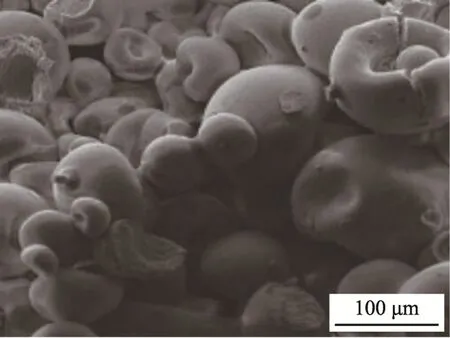
圖1 SLS氧化鋁試樣斷口形貌[18]Fig.1 Cross-sectional SEM image of SLS alumina specimen[18]
SLM 是利用高能量激光束加熱、熔融粉末,經冷卻凝固成型。由于陶瓷材料熔點高,所需激光功率高,能耗大,成型過程中易產生較大內應力,導致陶瓷零件機械性能差,所以SLM制備陶瓷還有許多困難需克服。3DP技術由美國麻省理工學院Emanual Sachs等人提出,原理是噴頭在特定區域逐層向粉床噴涂粘結劑,粉體粘結成型。魯中良[21]等發明了一種基于3DP技術的碳化硅基陶瓷零件的制造方法,可獲得具有良好高溫綜合性能的致密零件,且減少制造時間和成本。但3DP成型件精度低,打印噴頭易堵塞。
以上粉體陶瓷材料的3D打印技術的共同點是不需要支撐材料,打印精度較好。不同點是 SLM不需要添加粘結劑,直接通過激光束燒結粉末成型,但此過程需要高功率的激光。SLS和3DP是通過粘結劑將陶瓷粉體粘結成素坯,還需要經過后期的排膠、燒結等工藝才能得到最終陶瓷制件,相比3DP技術,SLS打印不需要噴頭,成型精度高,是陶瓷打印成型技術應用比較成熟的工藝。
1.3 陶瓷線材的3D打印
陶瓷線材的3D打印主要有FDC,由FDM技術演化而來,將陶瓷粉體與高分子材料混合擠出成細絲,按規定路徑層層累積成型,之后進行脫脂、燒結等后處理獲得陶瓷制件。由于打印的原材料要制成絲狀,且需要具有一定抗彎強度,且熔融后的原料要具有一定的粘度和流動性,冷卻凝固時收縮存在各向異性,且成型精度低,所以,FDC技術的應用受到很大的限制。
1.4 陶瓷塊材的3D打印
陶瓷塊材的3D打印主要有LOM,最早是由美國 Helisys 公司開發,先通過流延成型等技術將陶瓷漿料成型為薄膜,再將薄膜與上一層堆疊起來,激光束按設計圖案進行掃描和切割,如此重復,最終獲得三維模型。LOM常應用于電子陶瓷元器件領域,而對于形狀復雜的模型,其應用具有局限性。
2 3D打印陶瓷后處理的研究
陶瓷素坯由高分子材料粘結陶瓷顆粒而成,其強度、硬度等機械性能差,不能作為零部件使用,還需要經過干燥、排膠和高溫燒結等后處理,以減少陶瓷制品的收縮、變形并提高致密度,從而提高其機械性能。為了進一步提升陶瓷制件的致密度和性能,有研究人員還進行了致密化處理,如熔滲、等靜壓技術等。減少陶瓷制件的氣孔率獲得更高致密度是后處理的難點,也是決定陶瓷制件最終性能的關鍵,需要采取致密化處理方式和制定合適的排燒制度。
通過液體陶瓷原料成型的素坯,由于含有較多溶劑或水分子,在脫脂前需要干燥。干燥的過程是溶劑和水分子蒸發的過程,在這個過程中,應考慮到溶劑和水分子在素坯不同方向上蒸發速度的不同,會導致較大的尺寸收縮、變形、裂紋等缺陷。因此,干燥的工藝條件影響著干燥效果及素坯的質量。較理想的干燥工藝是:使溶劑和水分子緩慢蒸發,使素坯內部的溶劑和水分子擴散與其表面的蒸發趨于同步,以避免素坯表面干燥而內部尚未蒸發完全而導致的開裂、皺紋等現象。目前的研究方向有采用液體干燥劑和冷凍干燥等。Zhou[22]等采用PEG(聚乙二醇)液體干燥劑,使陶瓷素坯在各個方向上干燥和收縮的速度一致,保持尺寸和形狀變化一致,沒有較大的變形。真空冷凍干燥法是將濕的陶瓷素坯中的水分冷凍結冰,然后使水分直接升華為水蒸氣,樣品內的孔隙保留了原來形狀,陶瓷素坯在這個過程中不會發生變形,降低陶瓷素坯在干燥過程中的收縮[23-24]。Chen[24]等對比了SiO2陶瓷素坯四種干燥方法,結果如下表1,其中冷凍干燥減少收縮最明顯,且沒有產生曲翹和裂紋。
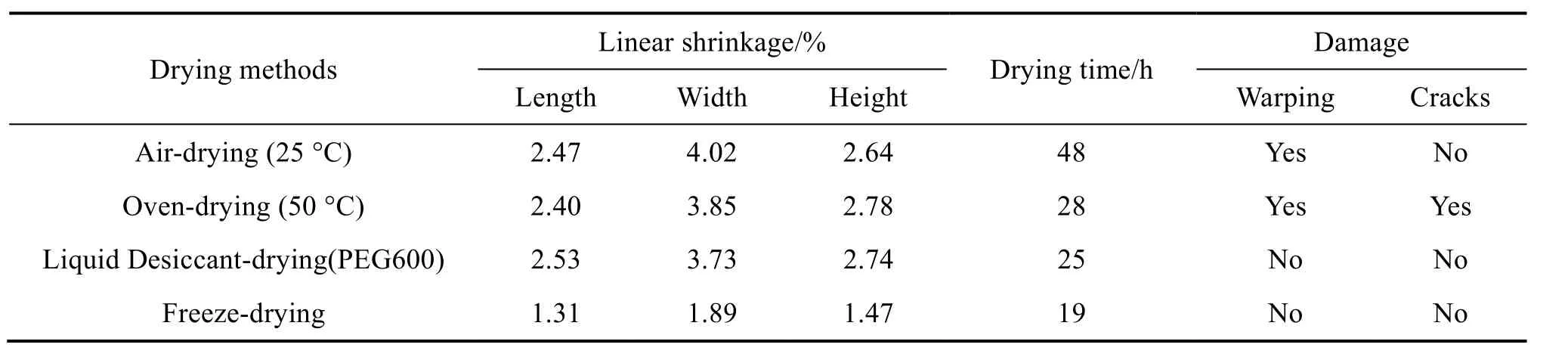
表1 四種干燥方法的干燥質量對比[24]Tab.1 Drying qualities of four drying methods[24]
陶瓷素坯成形后,需要將其中的大量有機粘結劑通過回爐燒結的方式去除,這個過程稱為脫脂[25]。脫脂是燒結前的必要步驟,在升溫過程中,高分子粘結劑被燃燒分解,同時伴隨氣體產生,陶瓷素坯中會留下大量孔隙。因此,升溫速率、脫脂溫度及氣氛條件是脫脂過程的重要參數,關系到陶瓷素坯是否會產生變形開裂,有機膠粘劑能否完全去除等問題。升溫速率過快,粘結劑揮發和分解越快,易產生變形、開裂等缺陷;升溫速率慢,陶瓷顆粒細小,且顆粒間空隙分布均勻,但過慢的速度會使脫脂過程相當耗時。脫脂溫度過低,脫脂不完全;溫度過高,產生變形。漿料需要通過對粘結劑中各種有機物進行差熱試驗以確定其揮發溫度和熱解溫度,并在相應溫度段設定保溫時間,如采取慢速、多步升溫的方式脫脂。除此之外,也有采用陶瓷粉末包埋脫脂的方式。Zhou[22]等在不同環境下對陶瓷素坯進行了排膠實驗,結果表明:在空氣中排膠,由于樹脂和粘結劑快速分解使試樣產生嚴重變形且開裂,無法進行燒結;在真空中排膠沒有明顯變形,但后期燒結中產生開裂。為了解決這個問題,通過借鑒陶瓷注射成型的先溶解脫脂后快速熱解脫脂的方法[26],Zhou等采取兩步法脫脂工藝:先真空中慢速升溫使部分有機物緩慢熱解,再在空氣中排膠掉剩余有機物,最后通過燒結獲得Al2O3陶瓷。結果表明沒有產生裂紋,見下圖 2,且致密度高達99.3%,韋氏硬度為17.5 GPa,已經與傳統工藝制備的Al2O3陶瓷性能相差無幾。為了避免陶瓷素坯在排燒階段產生孔洞、內應力等缺陷而導致最終變形和坍塌,張明輝[27]等利用與陶瓷坯體成分相同的原料粉末將坯體包埋和填充,慢速升溫并分段脫脂。原料粉末可以填補陶瓷坯體由于脫脂產生的孔洞,且粉末的支撐可以避免陶瓷坯體由于收縮應力而產生的坍塌。
脫脂之后再進行高溫燒結,燒結溫度是燒結過程必須考慮的關鍵因素,溫度太低陶瓷燒結不完全、致密度也低;溫度太高使晶粒過大,影響陶瓷制件性能。另外,保溫時間也值得注意,保溫過程中陶瓷晶粒長大,氣孔減少,適當的保溫是陶瓷致密化和性能提升的必要條件。但并非保溫時間越長越好,過長保溫會使晶粒異常長大,坯體過度收縮,氣孔增多,致密度和性能反而下降。最佳燒結工藝需要考慮燒結溫度、保溫時間等因素,通過調整不同燒結參數,探索多組燒結實驗,以獲得最高致密度和最佳綜合性能來確定。Chen[24]等在排膠后不經降溫直接燒結,并設計一系列包含升溫速率、燒結溫度和保溫時間等因素對彎曲強度、開孔率、體積密度和收縮率的影響的實驗,最終確定最佳燒結制度:升溫速率為150 °C/h,燒結溫度為 1200 °C,保溫時間為 2 h,其10 MPa的彎曲強度和35%的開孔率已可以作為鑄造模具。
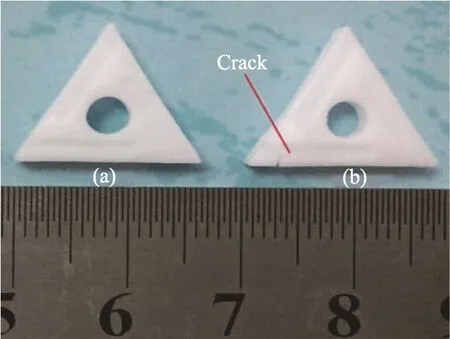
圖2 燒結后的陶瓷制件: (a) 兩步排膠法;(b) 真空排膠法[22]Fig.2 Photographs of the sintered bodies made with different debinding processes (a) two-step debinding and(b) vacuum debinding. [22]
為了獲得更致密的陶瓷制件,進一步提升陶瓷的性能,研究者將傳統制造工藝與3D打印技術相結合,將成型好的陶瓷素坯進行等靜壓處理,之后再進行排膠和燒結。等靜壓是將坯體加入到具有一定彈性的塑料或者橡膠的模具中,在等靜壓機中對模具施以各向均勻的相等壓力,使坯體在不改變外觀形狀的情況下,縮小分子間的距離提高致密度。Khuram[28]等在前期研究的基礎上,將Al2O3/聚丙烯復合粉末經SLS成型為陶瓷素坯,然后進行熱等靜壓(WIP),陶瓷素坯致密度提高到83%,排膠燒結后致密度達到88%。國內史玉升教授團隊對SLS/CIP(冷等靜壓)復合技術進行了深入研究[18,29-31],通過對Al2O3、ZrO2、高白土等陶瓷/高分子粘結劑復合粉體進行SLS成型、CIP致密化以及排膠燒結的復合技術,成功制備了高致密度、高性能的陶瓷零件[19],如下圖3,其致密度達到92-98%。這為3D打印高致密、高性能陶瓷零件提供了新方法。
熔浸是在坯體與液相金屬接觸或浸入的過程中,通過金屬液填充坯體間隙來實現致密化的方法。由于排膠后素坯中會留下孔隙,致密度大大下降,而熔浸正好可以填補這些孔隙缺陷。李滌塵[32]等在3D打印CaO基陶瓷鑄型中采用此技術進行致密化處理,將脫脂后的氧化鈣陶瓷素坯與金屬鈣或者金屬鎂顆粒在真空中熔滲,最終獲得致密且高強度陶瓷制件。通過熔浸可制取接近理論密度的制件。但熔浸要求低熔點,金屬熔融后的粘度和金屬液對陶瓷潤濕性好,且要求兩者不發生反應、不相互溶解,對于陶瓷制件的熔浸效果還有待進一步研究。
3 結 語
3D打印陶瓷技術各有優勢,也各有一定的局限。盡管各種3D打印技術原理不同,但都面臨著原料制備、成型工藝控制和致密化燒結這幾個方面的問題。從陶瓷素坯的成型方面來說,相同形態下的陶瓷原料制備和要求有相似性,比如:對于漿狀陶瓷的3D打印,都要求漿料的粘度低、分散性好、陶瓷粒度均勻和固含量高。對于粉狀陶瓷的3D打印,都要求陶瓷粉體的流動性好,要求粘結劑對陶瓷顆粒的浸潤效果好。因此,對相同形態陶瓷的研究可作參考,但是注意結合不同成型原理對材料的不同要求。從致密化后處理方面來說,可借鑒其他材料或傳統制造工藝的成熟技術如兩步排膠法、熔浸、等靜壓技術等,將這些與排膠燒結相結合。總之,雖然有諸多困難和挑戰,但具有巨大潛力的3D打印陶瓷將獲得更多人的關注和研究。
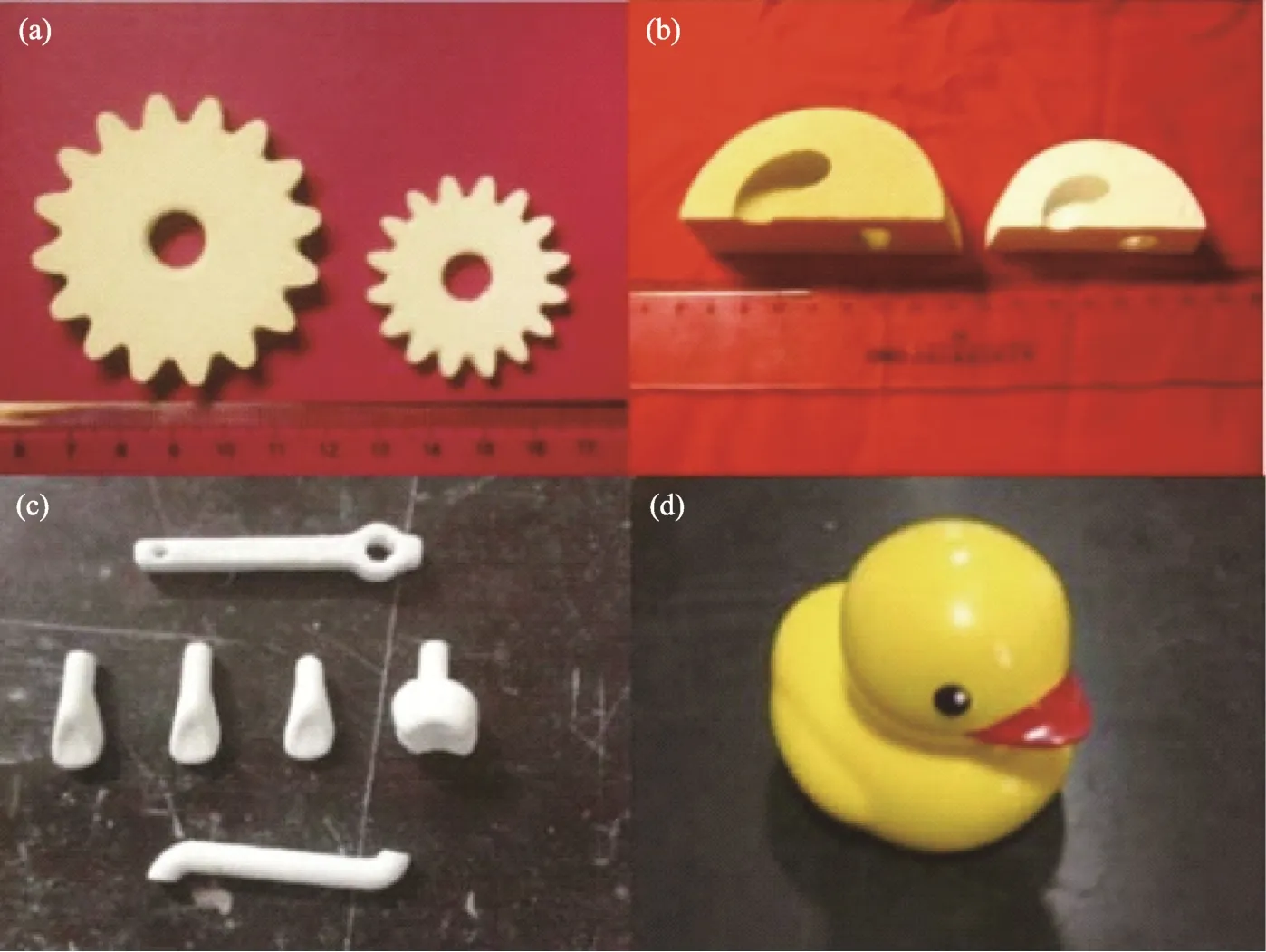
圖3 陶瓷制件:(a) Al2O3齒輪SLS/CIP/高溫燒結的前后對比;(b) Al2O3帶彎曲流道件SLS/CIP/高溫燒結的前后對比;(c)ZrO2牙冠等形狀;(d) 高白土彩繪制品[23]Fig.3 Photographs of ceramic parts (a) gear before and after SLS/CIP/sintering, (b) parts with curved flow before and after SLS/CIP/sintering, (c) ZrO2 crown and other shapes and (d) high clay paint parts [23]