一種大功率中速柴油機進氣閥桿 刮蹭問題技術分析
2020-10-17 03:26:12徐琛,周柯,李帆
船舶標準化工程師 2020年5期
徐 琛,周 柯,李 帆
(1. 海軍裝備部駐無錫地區軍事代表室,江蘇無錫 214061;2. 滬東重機有限公司,上海 200129)
0 引言
氣缸是柴油機用來發出功率的單元,柴油機通過控制進氣閥/排氣閥的開閉、噴油器噴射的時間和噴油量來控制氣缸內燃氣工作的過程。因此,進氣閥和排氣閥對于柴油機的重要性不言而喻。一般來說,在氣缸的每個工作循環中,進氣閥和排氣閥均需開閉一次,在柴油機高速運轉時,進氣閥和排氣閥也需高速運轉、拍打氣閥座,以承受來自氣缸內的燃燒壓力和高溫工況[1]。
大型中速柴油機普遍采用了搖臂機構來控制進氣閥和排氣閥的開閉。進氣閥和排氣閥的閥桿通過固定在氣缸蓋上的導套進行導向。如果進氣閥閥桿因發生故障而在導套中卡死,輕則導致氣缸排溫和工作壓力異常,重則導致閥桿的斷裂,進而損壞活塞、氣缸、增壓器等部件,嚴重影響主機的可靠性和安全性。本文針對某新型柴油機進氣閥桿大面積出現刮蹭故障的現象,進行了一系列時間調查及理論分析,分析確定了進氣閥桿出現刮蹭的主要原因, 并進行相應的改進及驗證。
1 研究背景
PC2-6B機是法國S.E.M.T設計的Pielstick 系列大功率四沖程中速柴油機中最新的一種,系列型號為PC2-6B,額定轉速600 r/min,單缸額定功率750 kW,缸徑400 mm,沖程500 mm,基本形式為V 型四沖程MPC 增壓柴油機[2]。
柴油機在裝配結束以后,須在試車臺上進行磨合調試,并開展耐久性試驗。在耐久性試驗結束后,須對柴油機主要運動部件進行勘驗檢查。柴油機在完成100 h 耐久性試驗后勘驗時,發現拆出的4 根進氣閥桿中的3 根上有明顯刮蹭的痕跡。繼續擴大勘驗發現,整機32 根進氣閥桿中有17 根也出現該故障現象。進氣閥桿表面刮蹭處如圖1 所示。

圖1 氣閥表面刮蹭樣貌
若該故障不能及時排除閉環,將影響到該機轉入下一階段的研制,更為該型柴油機后續使用埋下隱患。為徹底排除該故障,必須徹底弄清故障發生的機理,從而對癥下藥,確保該故障不再復現。
2 確定分析目標
根據上述故障現象及現場勘驗情況,結合系列機型研發和試驗的經驗,確定以下方向進行分析研究。
2.1 零部件符合性分析
通過對進氣閥總成裝配圖對照,并利用UG 模型進行裝配尺寸模擬,確定刮蹭部位位于進氣閥導套上端倒角處至孔口向上延伸約26 mm 的位置,與進氣閥31 mm 總行程相近。見圖2。進氣閥刮蹭部位示意圖如圖3 所示。
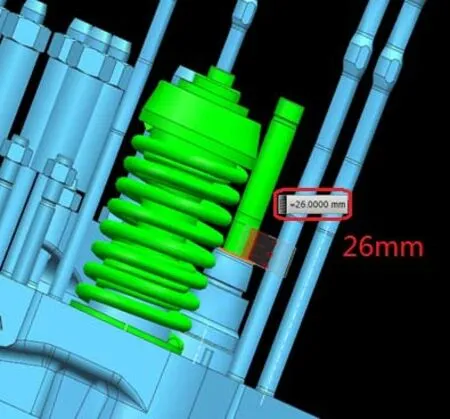
圖2 進氣閥UG 尺寸模擬
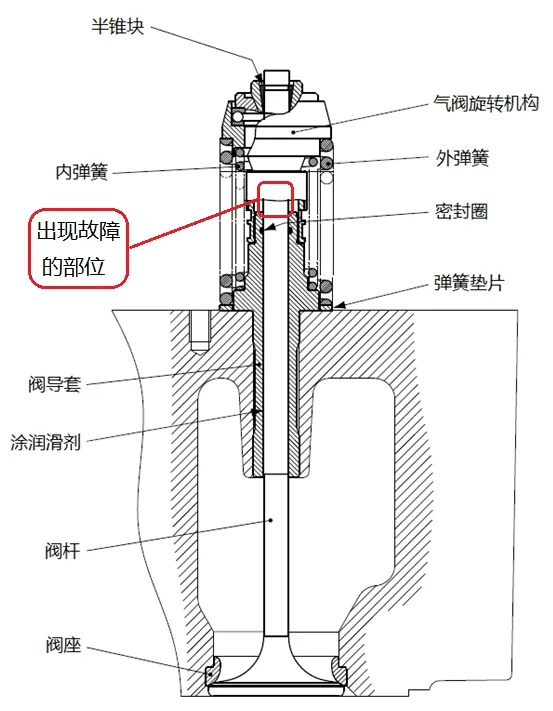
圖3 進氣閥刮蹭部位示意
通過對刮蹭的區域狀態進行了分析,推斷進氣閥桿表面產生刮蹭痕跡的原因有以下幾方面:
1)潤滑油清潔度不好。
2)進氣閥桿與進氣閥導套內徑或外徑超出圖紙要求。
3)氣缸蓋上、下端進氣閥孔形位公差超出圖紙要求。
4)進氣閥導套氮化處理不符合要求。
針對上述可能原因逐一調查分析,抽取已使用過的進氣閥桿、進氣閥導套、氣缸蓋檢測相關尺寸、形位公差及表面粗糙度等進行對比分析,同時抽取有明顯刮蹭痕跡的進氣閥導套送第三方檢測機構對失效分析、滲層深度、疏松等級、表面硬度等進行檢測。
2.2 滑油清潔度方面
經檢測,滑油顆粒度在顆粒等級15 μm~25 μm中,顆粒度數48 650 顆/一百毫升,符合滑油投油工藝要求:顆粒等級15 μm~25 μm,顆粒度數50 000顆/一百毫升,因此潤滑油清潔度不存在問題。
2.3 進氣閥桿與進氣閥導套尺寸超差
抽取6 根出現刮蹭的進氣閥桿,再從倉庫調取6 根同一批次全新的進氣閥桿,對這12 根進氣閥桿的尺寸進行復測。復測的項目包括桿身的直線度、直徑、表面粗糙度和端面的垂直度。經復測,這些尺寸都沒有超出圖紙規定的值,并且出現刮蹭的進氣閥和全新的進氣閥的測量結果也并沒有可見的差異。
抽取7 個與出現刮蹭的進氣閥桿匹配的進氣閥導套,再從倉庫調取10 個同一批次全新的進氣閥導套,對這17 個進氣閥導套的尺寸進行復測。復測的項目包括導套孔內徑、導套孔表面粗糙度、導套上部倒角處形狀、導套孔的直線度和導套外徑。經復測,已經使用過的導套內孔表面粗糙度超過圖紙規定值從Ra0.8 達到Ra0.93~Ra1.23,而新的導套內控表面粗糙度為Ra0.62~Ra0.69,并未超過圖紙規定的值。其它尺寸都沒有超出圖紙規定的值,沒有可見的差異。由于新的10 個閥導套內孔表面粗糙度并未超過圖紙要求,而拆檢的7 個閥導套內孔上部、下部表面粗糙度的變化均表現出了一致性,因此這應是零部件使用過程中正常出現的變化。
2.4 氣缸蓋上、下端尺寸超差
隨機抽取了1 個氣缸蓋,對氣缸蓋進氣閥導套安裝孔進行了測量。測量的尺寸為氣缸蓋閥導套安裝孔的內徑,以及閥導套安裝孔與氣閥座安裝孔的同心度。經測量發現同心度有非常輕微的超差,圖紙規定該同心度不超過0.03 m m,測量值分別為0.033 m m 和0.035 mm。通過進一步分析認為該尺寸超差不足以產生進氣閥桿刮蹭的故障。
2.5 進氣閥導套氮化處理不符合要求
隨機抽取1 個與出現刮蹭的進氣閥桿匹配的進氣閥導套和1 個全新的進氣閥導套,送上海軌道交通檢測技術有限公司進行了失效分析。同時,取2個與出現刮蹭的進氣閥桿匹配的進氣閥導套和1 個全新的進氣閥導套共3 個進氣閥導套送滬東重機計量檢測中心做理化試驗比對,分析結果表明:以368 Hv為硬度界限值,測得其有效硬化層深度為70 μm ~ 80 μm,小于技術文件規定的要求(有效硬化層深度不得大于100 μm);由硬度測定結果表明,閥導套內孔表明硬度為648 Hv~746 Hv,部分內孔表面硬度低于技術文件規定的要求(內孔表面硬度不得大于700 Hv)。
進氣閥導套氮化不符合氮化技術要求,即化合物層、擴散層、基體石墨長度及疏松級別超出技術要求;導套基體石墨長度超出圖紙要求;在氮化后,由于對導套內孔進行了珩磨,導致導套內孔的化合物層厚度不均,有的幾乎沒有化合物層;新的導套在氮化前的內孔表面就存在開裂及局部剝落現象。
3 橫向對比分析
該型柴油機采用了非常典型的搖臂頂桿機構來驅動進氣閥、排氣閥。進氣閥驅動機構見圖4。
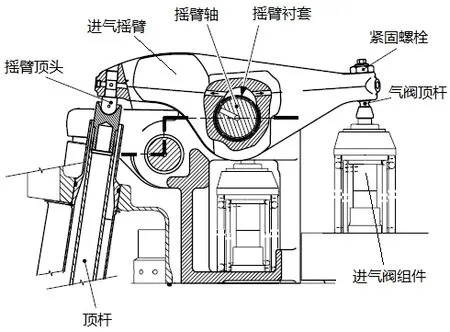
圖4 PC 2-6B 進氣閥搖臂機構
將該型柴油機進氣閥可能與進氣閥閥桿刮蹭相關的設計特征列舉出來,與相似的柴油機進行對比如表1 所示。
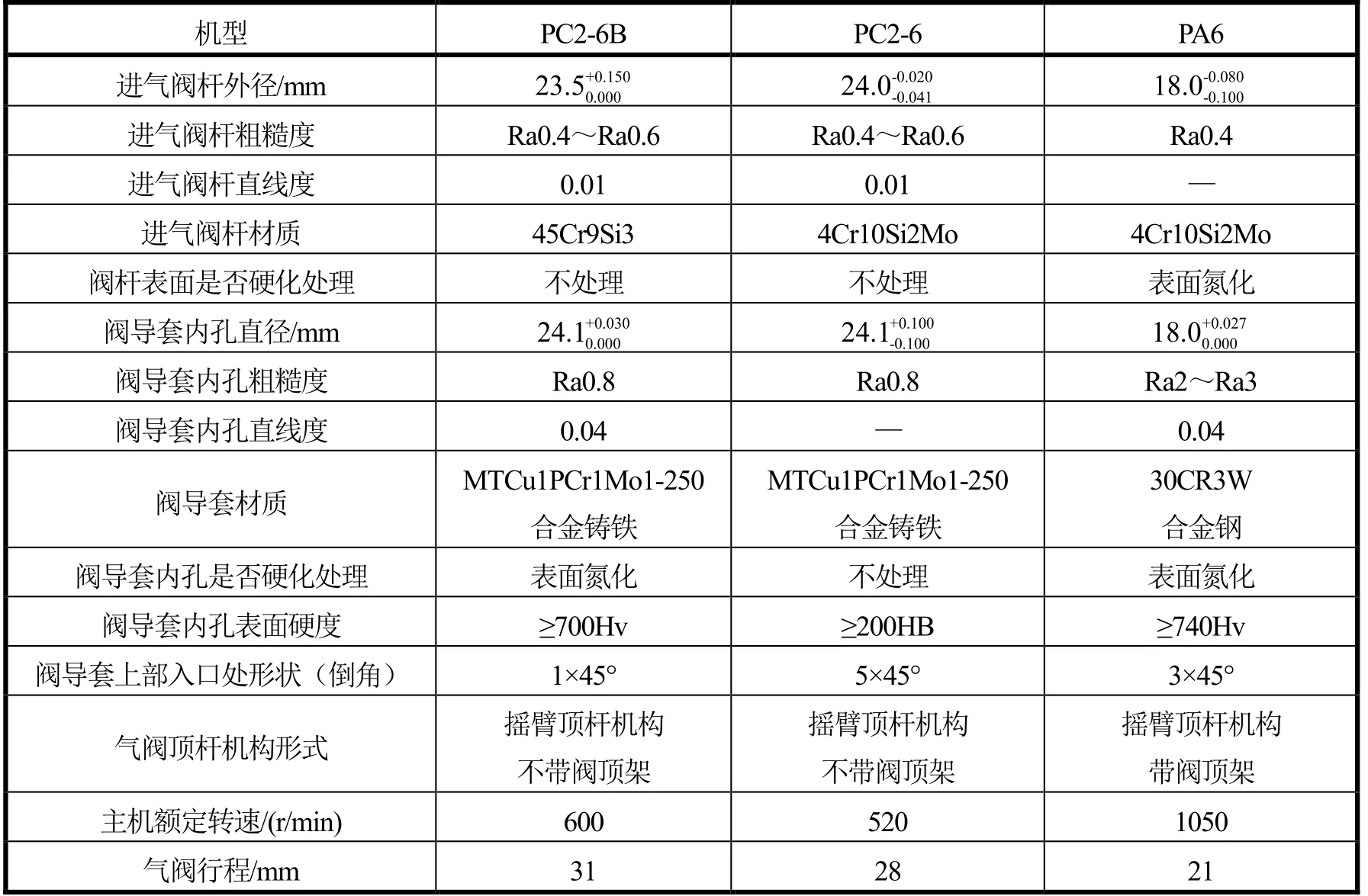
表1 特性對比表
通過對比發現,與PC2-6B 最相近的PC2-6 系列柴油機,進氣閥桿表面是不作氮化處理的,而閥導套的基體材質雖然相同,但是內孔表面是否作氮化處理卻有區別。PA6 系列柴油機缸徑為280 mm,轉速較PC2-6 和PC2-6B 系列柴油機要高得多。比較PA6 和PC2-6B 進氣閥的設計,PA6 進氣閥桿身和進氣閥導套內孔表面都做了硬化處理。
就進氣閥桿和進氣閥導套表面是否進行硬化處理,見表2。

表2 表面硬化處理對比
應留意到,PC2-6B 的設計中,進氣閥桿表面硬度與進氣閥導套內孔表面硬度是存在較大差異的。PA6 和PC2-6 都是滬東重機有限公司已經穩定批量生產的機型,進氣閥桿沒有出現過類似的問題。特別是PC2-6 和PC2-6B 在設計指標上又非常相近[2-3],因此,零件表面硬化處理可能是問題原因的關鍵因素。
4 試驗驗證
通過以上的零件符合性分析以及橫向對比分析,初步推斷進氣閥導套表面氮化層的制作質量與技術要求不符是導致問題發生的原因。為此,滬東重機有限公司與進氣閥導套制造方進行了深入的溝通,制造方在通過工藝攻關以后,制作了一批表面氮化層完全符合圖紙要求的進氣閥導套,供試驗驗證。
在換裝新制作的進氣閥導套和全新的進氣閥以后,柴油機開展了10 h 的負荷試驗。通過對整機進氣閥進行拆檢發現,32 根進氣閥中有15 根進氣閥導套表面已經出現了明顯刮蹭的痕跡,刮蹭的部位與之前一致,部分進氣閥桿刮蹭的痕跡甚至比之前更深。驗證試驗表明,進氣閥導套氮化層硬度和深度的改善并未使問題現象消失,反而有加重問題的趨勢。
根據以上分析和試驗驗證的情況,基本確定該問題的原因應該是進氣閥閥桿和進氣閥導套不能良好匹配造成的。
5 設計改進及驗證
5.1 進氣閥桿和閥導套的匹配
PC2-6B 柴油機進氣閥上部是帶轉閥機構的。根據如上分析及驗證的情況,對進氣閥表面刮蹭的痕跡作了進一步的檢查,發現刮蹭痕跡的間隔和數目與轉閥機構的工作間隔相匹配,因此可以判斷刮蹭總是在固定的位置產生。
既然刮蹭總是在固定的位置產生,那么必然就有沿垂直于閥桿方向的力,導致閥桿在導套邊緣上產生刮蹭。進氣閥搖臂在運動時,頂桿機構相對于閥桿頂部會產生相對位移。如圖5 所示,氣閥在關閉時,進氣搖臂頂桿回轉半徑為228 mm,行程為31 mm。
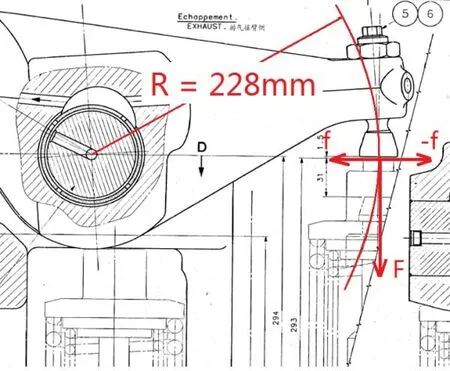
圖5 進氣搖臂
據此可以計算頂桿相對于氣閥頂部會產生的橫向位移為

該位移量遠大于進氣閥與閥導套的間隙0.12 m m~0.171mm,因此可能引起氣閥的來回擺動。該閥頂桿機構與閥之間通過摩擦力產生作用,由于有滑油進行潤滑,故選取摩擦系數為0.1。
查詢進氣閥彈簧的圖紙,可以將彈簧的彈性力數據匯總如表3。
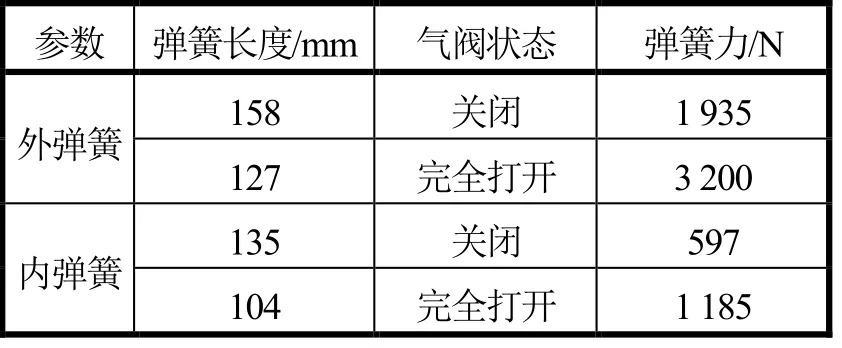
表3 彈簧彈性力
根據以上數據可以計算氣閥在關閉時,彈簧的彈性力為2 532 N;氣閥完全打開時,彈簧的彈性力為4 385 N。故氣閥頂桿機構與閥頂部之間的支撐力理論上在2 532 N~4 385 N。
由于氣閥頂桿運動產生的橫向位移遠大于氣閥間隙,故可以認為氣閥頂桿機構在開始向下壓氣閥時,既已通過摩擦力產生橫向的推力,引起氣閥擺動。該推力大小理論值為253.2 N~438.5 N。當進氣閥在搖臂機構的驅動下,進氣閥桿便在進氣閥導套孔口處反復刮蹭。
由于進氣閥導套表面進行了氮化處理,較進氣閥表面要硬得多,因此,進氣閥的這種相對運動便相當于進氣閥導套上口處倒角在閥桿表面反復“切削”,形成刮蹭痕跡樣貌。
PC2-6 柴油機采用了和PC2-6B 柴油機十分相近的設計,并且工作轉速和氣閥行程也十分相近,但是由于PC2-6 進氣閥導套并未采用氮化處理,因此也就沒有產生這樣的問題。值得留意的是,如圖6 所示,PA6 的進氣閥驅動機構采用了閥頂架的型式,因此,進氣閥本身工作時不會產生額外的橫向力,橫向力由閥頂架導向桿承受。
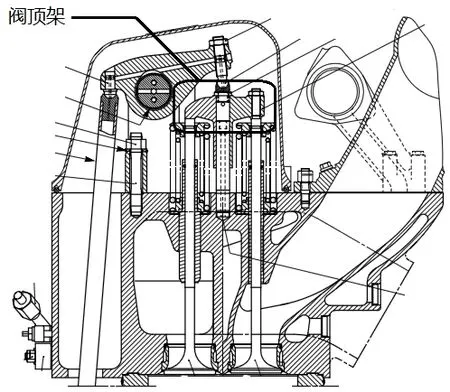
圖6 PA 6 柴油機的氣閥頂桿機構
5.2 設計改進方案
進氣閥導套表面的硬化層可以確保足夠的耐磨性,并確保閥導套的工作壽命,但要同時顧及進氣閥工作時不產生刮蹭,則必須根據問題發生的機理對進氣閥導套進行設計改進。
如圖7 所示,通過對進氣閥導套上開口處增加一個倒圓過渡,便可有效降低發生刮蹭處的表面硬度,降低接觸應力。
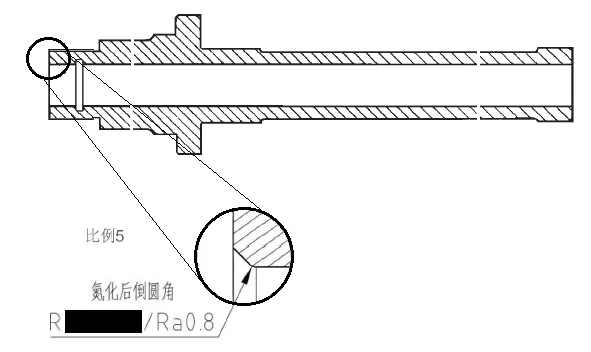
圖7 進氣閥導套開口處的設計改進
5.3 設計改進驗證
在柴油機上重新安裝了經過設計改進的進氣閥導套后,按照與前一次驗證相同的方法開展了約10 h的試驗驗證,整機所有32 根進氣閥導套經檢查沒有發現任何刮蹭的痕跡,原來發生刮蹭的部位經檢查非常光順。
通過后續在柴油機上開展1 000 h 可靠性試驗進行驗證,問題沒有復現,可以確認問題發生機理清楚,并已徹底排除。設計和制造狀態根據驗證情況進行固化。
6 結論
隨著新機型開發項目的增長,各種機型開發過程中均發現了一系列設計、配套、制造和裝配方面的問題,其中有諸多經驗和教訓值得學習和總結。在問題發現、分析和解決的過程中,盡管看來嚴格按照圖紙進行生產,但問題依然沒有得到有效解決。然而,在國產化的過程中,在諸多細節上必然會出現細微的差異,這些差異并未在圖紙中進行體現。因此,一味追求與原設計一致并不一定是解決問題的有效辦法,分析和掌握問題發生的機理,才能真正找到解決問題的最佳方案,同時提高技術和質量控制水平。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
電子制作(2018年18期)2018-11-14 01:48:24
制造技術與機床(2017年9期)2017-11-27 02:14:26
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
