某選廠大型自磨機板結物料的判斷和處理方法
2020-10-20 02:17:04李超,周潔,夏霜
礦山機械 2020年10期
李 超,周 潔,夏 霜
1洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039
2礦山重型裝備國家重點實驗室 河南洛陽 471039
3大冶特殊鋼股份有限公司 湖北黃石 435001
自 磨機利用被磨物料自身作為介質,通過相互沖擊和磨削作用實現破碎和粉磨兩種功能。在處理合適的礦石時,使用自磨機非常經濟,因為無金屬介質消耗,可降低運營成本,同時襯板使用壽命高達 6~12 個月,大大提高了設備作業率。
1 物料板結問題
如果自磨機運行時因故障長時間停機,容易導致磨機內部物料板結。因為自磨機筒體內部細粒級物料較多,當與適量的水調和時,可形成一種可塑性的膠體,隨著時間的推移,膠體逐漸失去可塑性,變成不能流動的緊密狀態。此后膠體的強度逐漸增加,摻有不同粒級且密實的物料被它們膠合到一起,變成堅硬的整體,這類似于混凝土的凝固和硬化的過程[1]。
如果沒有專用工具,處理板結的物料將耗時約1~2 d;如果板結物料沒有被發現,磨機啟動過程中從頂部落下,將產生巨大的沖擊力,會造成法蘭面出現裂紋 (見圖 1),筒體變形和法蘭裂開[2],不僅造成重大設備事故,還會因為高昂的維修費用和設備長時
間停機帶來巨大的經濟損失。因此,判斷物料是否板結和如何處理板結物料意義重大。筆者介紹了根據現場不同工況下物料動態安息角來判斷板結的理論,并通過現場實際應用驗證了處理板結物料的方法。
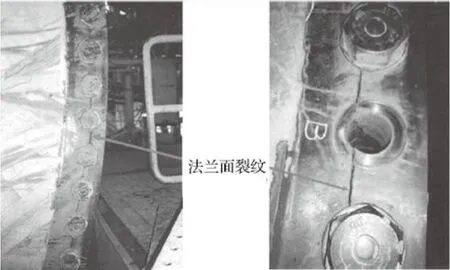
圖1 板結物料掉落導致法蘭面裂紋Fig.1 Crack of f lange surface due to falling of hardened charge
2 物料動態安息角
當大量的物料顆粒在旋轉的筒體內轉動,在一定的摩擦力下被帶到一定高度,當達到動態安息角[3]后,在重力作用下沿料層表面滾落,并實現動態平衡。
為了進一步了解現場自磨機內物料在不同工況下啟機時的動態安息角,匯總了近期 6 組磨機啟機時的數據,如表 1 所列。

表1 不同工況下物料的動態安息角Tab.1 Dynamic dispose angle of charge in various operation modes
正常檢修情況下停機前磨機磨空時,動態安息角較小;當事故停機時,充填率高,物料內部細顆粒多,礦漿濃度較高,動態安息角相對較高。物料板結均發生在故障停機的情況下,發生板結的時間主要與停機時物料細粒級的情況有關。現場記錄了最短發生板結的時間約為 0.5 h,嚴重板結的發生時間是故障停機后 6 h。磨機內部的物料情況如圖 2 所示,轉動后表層大顆粒礦石滑落,漏出了底部大面積的板結細料。
3 板結判斷的理論依據
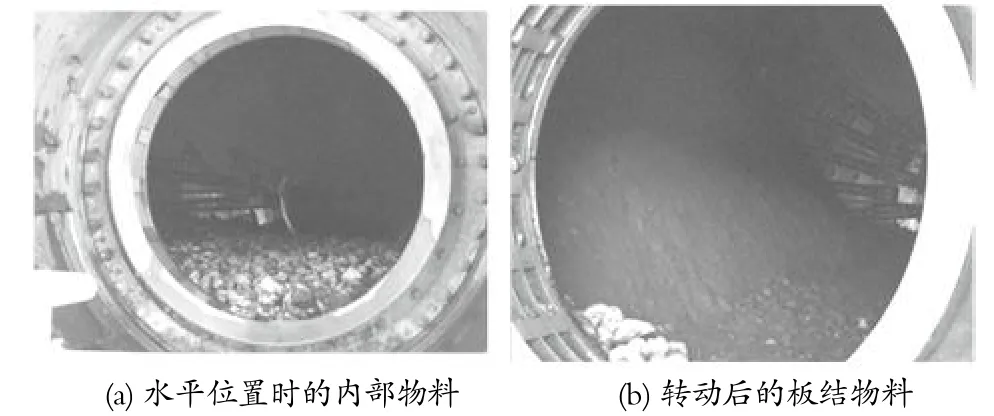
圖2 自磨機內部板結物料Fig.2 Hardened charge inside autogenous grinding mill
當自磨機啟動時,如果沒有發生板結,物料被提升一定高度,達到動態平衡時動力學平衡方程如式(1) 所示,在此過程中物料狀態示意如圖 3 所示。

式中:Md為電動機輸出轉矩,N·m;Mf為中空軸處的摩擦阻力矩,為負荷阻力矩,N·m;Jε為啟動時的慣性阻力矩,N·m。

圖3 啟動階段物料狀態Fig.3 Charge status during start-up stage
在自磨機啟動階段,Mf為定值,當自磨機由水平轉至約 37°時,磨機由靜止加速至后開始勻速轉動,這時磨機的角加速度為 0,則Jε為 0。之后當物料到達動態安息角時,的數值不隨轉角增大而增大,電動機輸出轉矩將下降或小范圍內平穩波動。如果發生物料板結,數值隨轉角繼續增大,電動機輸出轉矩繼續增加。
4 板結判斷的實際應用
磨機正常啟動過程是從靜止到一定角度后,電動機轉矩達到最大值并開始逐漸下降。然而當物料板結時,磨機轉動超過正常范圍的動態安息角后,電動機轉矩依然隨角度的增加而持續變大,如圖 4 所示。
現場自磨機使用環形電動機驅動,系統配有板結物料監控程序模塊,其控制邏輯示意如圖 5 所示。當磨機轉至設定的角度時,系統將對實時轉矩M與啟動過程中不斷變化的最大轉矩Mmax進行比較:如果M<Mmax,說明物料已滑落,磨機將繼續正常啟動;如果M>Mmax,系統認為存在板結,電動機將調停。同時,設定的角度應大于正常范圍的動態安息角,即使在物料很少的情況下,這種保護程序控制邏輯也能有效判斷是否存在板結。

圖4 正常情況和物料板結時電動機啟動特性對比Fig.4 Comparison of normal operation mode and charge hardening mode in start-up characteristics of motor
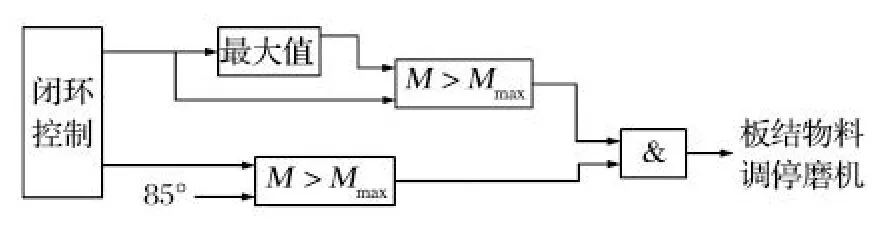
圖5 板結物料監控程序控制邏輯Fig.5 Control logic of program of monitoring charge hardening
圖6 顯示了系統檢測出板結后調停的過程。在磨機從水平位置轉至 85°之前,轉矩值一直增加;當到達設定的 85°時,該轉矩值等于或大于先前記錄的最大轉矩,系統認為物料發生板結,電動機調停。
該系統可以及時發現物料板結現象,進而避免因板結物料掉落沖擊對磨機造成損壞,但無法消除板結的物料。
5 板結物料處理方法
當自磨機內部物料出現板結后,現場一般有 3 種方法來處理不同程度的板結。
5.1 多次正常啟動
5.2 板結物料松動功能
當物料從平衡位置被提到 85°位置后磨機反向轉動,在降至 35°時,電動機施加一個反向的強力轉矩,使磨機立刻停止轉動,物料在慣性力作用下在筒體內部滑落。如果第一次物料沒有滑落,磨機將物料轉到反方向后重復以上過程,最后磨機將自動停在平衡位置。處理板結物料的整個過程約需 2 min。同時需注意,當板結物料過多時,可導致電動機過載而無法正常啟動板結物料松動功能。

圖6 實際板結物料調停發生過程Fig.6 Actual halting process at charge hardening

圖7 啟用板結物料松動功能Fig.7 Process of enabling hardened charge loosening function
圖7 顯示了 2 次正常啟動后均由于觸發物料板結報警而調停,隨后使用了板結物料松動功能,并一次完成板結物料的松動,然后順利正常啟動。
5.3 高壓水炮沖洗方式
當以上方式均無效后,需要用高壓水炮將板結物料沖散。高壓水炮需要特殊設計,使噴頭盡量靠近進料口 (見圖 8),并可以在自磨機筒體圓周方向和軸向移動,噴頭沖洗可覆蓋內部大部分區域。
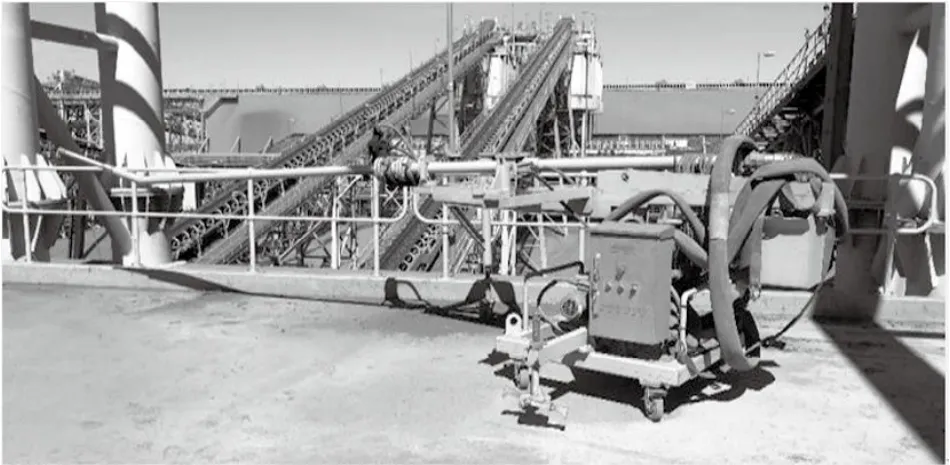
圖8 沖洗板結物料高壓水炮系統Fig.8 High-pressure water cannon system for f lushing hardened charge
將磨機慢驅一側約 80°位置,高壓水炮對準暴露的板結物料進行沖洗,如圖 9 所示。根據情況將磨機慢驅另一側約 80°位置,重復以上操作。在此過程中越來越多的板結物料被沖散,反復慢驅也使一部分物料松動。根據實際操作經驗,此種方式耗時約 5 h 即可消除板結,磨機具備正常啟動條件。

圖9 工作中的高壓水炮系統Fig.9 High-pressure water cannon system in operation
6 結論
根據收集的實際數據,現場自磨機啟動過程中,不同工況下動態安息角通常在 35°~65°范圍內。通過理論分析和實踐證明,利用電動機啟動轉矩和自磨機轉角關系來判斷磨機內部是否出現板結的方法非常有效。
對于輕微板結一般 2 次以內正常啟動均能消除;較為嚴重的板結可使用電動機的板結松動功能;當松動功能失效后,使用高壓水炮沖散板結物料也是一種比較高效的方式。
