Moldflow軟件運用下的汽車控制面板旋鈕開關注塑模具設計研究
2020-10-20 06:48:51王加偉
汽車世界·車輛工程技術(下) 2020年4期
王加偉

摘 要:汽車控制面板的旋鈕開關屬于人機交互界面重要的操作零件,為了生產成本較低和實用性比較強的旋鈕開關,在分析旋鈕開關注塑件結構的情況下利用Pro/E軟件對該旋鈕注塑模具實施整體設計處理,在選擇汽車控制面板旋鈕開關和關注注塑模具設計計算的情況下,并應用Moldflow軟件對塑件成型過程模擬,有效得出更加合理緊湊的模具結構,且動作也比較穩定可靠,生產的汽車控制面板旋鈕成本低和適用性更強。
關鍵詞:Moldflow軟件;汽車;控制面板;旋鈕開關;注塑模具;設計
汽車控制面板的旋鈕開關屬于顯露在外部及與人接觸的注塑件,且在反復旋轉的情況下比較容易出現損傷,因此這一旋鈕也要具備更好的外觀質量及相對較高的機械強度。汽車控制面板旋鈕開關結構較簡單,為圓筒形的零件,其結果也比較典型,可以適用于不同的控制元件中,其研究也存在著更為廣泛的意義[1]。
1 Moldflow軟件
基于Moldflow軟件能夠使得注塑成型從制品設計和模具設計到注塑工藝的確定,完全在并行工程的基礎上具體實施,可以充分克服傳統串行設計存在的產品開發周期長這一缺點,在對比不同澆口位置和澆注系統等工藝條件下得到的模擬分析結果的時候,得到最佳設計方案。Moldflow優化了模具結構,使得試模次數更少,充分提高開模的成功率,使得注塑成型的工藝條件進一步優化,降低產品制造的相關成本,對新產品投放市場的周期縮短和提升生產企業的經濟效益都具有重要影響[2]。
2 注塑模具結構設計
2.1 分型面的設計
汽車控制面板旋鈕開關注塑模具在進行設計處理的時候,需要關注其中所包含著的每個注塑件分型面都包含著一個選擇或者多個選擇,在合理選擇分型面的時候,也要使頂桿能夠對塑件完好成型具有重要支撐,在選擇分型面的時候需要注重分型面要選在注塑件外表面大的輪廓,使塑件在開模后留在動模,注塑時分型面的痕跡不會對注塑模具外觀產生不利影響,在以上相關因素考慮的基礎上,在有效結合模具的外觀特點情況下,使得塑件能保留在動模一側。
2.2 澆注系統的設計
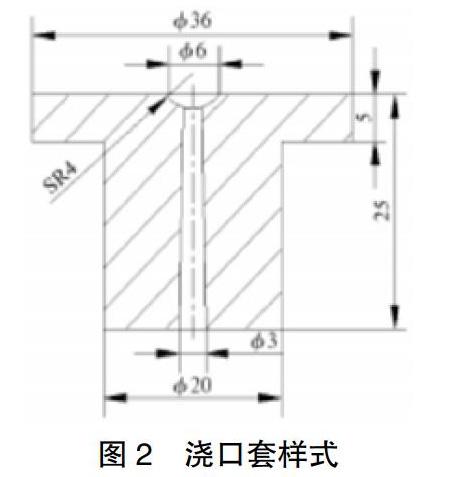
模具的澆注系統在實際應用的時候,能夠進一步推動塑料熔體保持有序平穩地填充到型腔內,其填充和凝固使其所產生的壓力可以分散到內部不同部位中,因此,模具的主流道設計的過程中要更加關注和重視將其設計為可拆卸和可更換的澆口套,選擇優質鋼材減少動模座板的更換次數,降低生產成本,本設計的澆口套樣式如下圖2。
2.2.1 分流道處理
因為旋鈕為小型注塑件,在對定位圈和澆口套一體式及T8A材料等應用的過程中,要求熱處理硬度達到為50HRC。分流道的截面形狀有圓形和梯形及矩形,圓形截面和半圓形截面加工分析的時候,明顯得出圓形截面加工成本更高。合模過程中遇到的困難也相對更大,在實施半圓形截面過程中,半圓截面多數要對一側模板加工,其操作便利化程度明顯會更高,熔料在流道中流動會和模具接觸,使塑料冷凝和固化后出現絕熱的情況,熔料也就可以達到理想狀態,半圓形截面能夠充分滿足這一要求。同時分流道的排列方式主要包含著平衡式和非平衡式兩種,在設計的過程中需要促使其能夠設計為一模兩腔,在具體應用平衡式布置方式的基礎上更大程度上地提升科學合理程度。
2.2.2 澆口類型
平衡式排列方式通常都會從主流道到每個型腔的分流道,且分流道需要有效和澆口的形狀及長度保持相等。而這一設計方式通常情況下都是在各型腔均衡進料和補料礎上實現的,熔體在兩個型腔內填充滿的基礎上推動型腔壓力中心與注射機的中心重合,加工平衡式澆口的時候要確保一致。
澆口類型設計的時候,成型的注塑件澆口也要在分型面中得到更好的設計處理,且模具在開模過程中涉及到的注塑件和澆注系統的凝料也要能夠保留在動模的同一側,這也使得側澆口的方式成為應用最廣泛的形式。側澆口通常需要滿足多型腔注射模具的應用需要,其更加適用于截面尺寸較小的注塑件,冷料穴功能顯著,不僅具有儲存前鋒冷料的作用,也能夠在模具開模的時候使得主流道的凝料可以有效從澆口套中拉出來,推動其留在動模一側的功能更為顯著。
2.3 成型零部件工作尺寸的計算
凹模的工作尺寸為包容尺寸,在模具制造的過程中容易受到凹模磨損問題的影響而出現包容尺寸逐漸變大的情況,為了使得磨具的磨損具備較大的修正空間,也要在滿足模具裝配的需要的時候注重在模具設計的過程中,其包容尺寸也要選擇下限尺寸,尺寸公差要選擇上偏差,凹模徑向尺寸(Lm)根據公式計算:
式中為塑件外形公稱的尺度,k則是指塑料的平均收縮率,是塑件尺寸公差,為模具制造公差,為1/3-1/6。
凹模軸向尺寸(Hm)根據公式計算:
式中Hm為塑件高度方向的公稱尺寸。
3 結束語
在對Moldflow軟件運用下的汽車控制面板旋鈕開關注塑模具設計研究分析的時候,根據軟件系統和相關公式實施整體二維裝配圖及各零件二維圖繪制處理,Moldflow軟件構建三維實體,利用Moldflow軟件實施主流道定位圈和澆口套一體式的方式設計處理,在Moldflow軟件下澆口部位選取側澆口,根據Moldflow軟件和實際情況實施科學合理的熔體模擬處理,同時在流動及冷卻和翹曲分析等方面進一步改變汽車控制面板結構,防止缺陷問題嚴重的情況下影響模具設計的準確程度,避免Moldflow軟件支撐下仍然出現物料在流道中出現滯留的現象,推動物料在流出的時候可以比較順暢。注塑模具有的結構也會比較簡單緊湊,其動作具有穩定可靠的特點,能夠滿足實際生產的相關要求及具體標準,使得汽車控制面板旋鈕開關的質量有效滿足設計時相關要求,對回轉體類注塑件的模具設計方面也具有比較重要的實踐經驗支撐和必要借鑒[3-5]。
參考文獻:
[1]蔡厚道,王訓杰,黃雪梅.基于Moldflow的車載導航面板注塑模具設計[J].塑料工業,2020,48(01):60-64.
[2]卯聲松,張礦偉,鄭緒東,王程婭,湯建國,陳焰.基于Moldflow的注塑模具冷卻系統有限元分析[J].鑄造,2019,68(12):1407-1410.
[3]謝鵬飛.汽車儀表盤裝飾面板注塑模設計及其工藝參數優化[D].安徽工程大學,2019.
[4]邢繼軍.Moldflow軟件在汽車塑料件成型中的應用[J].塑料工業,2019,47(05):18-20.
[5]邵良臣,王悅,張鵬玉,韓善靈.基于Moldflow的汽車控制面板旋鈕開關注塑模具設計[J].塑料工業,2019,47(05):67-71.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
汽車與安全(2019年9期)2019-11-22 09:48:03
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
舒適廣告(2008年9期)2008-09-22 10:02:48
