葉絲柜分配行車運行超時報警功能研究
2020-10-20 06:48:51呂同軍姜健劉曉劉國順
汽車世界·車輛工程技術(下)
2020年4期
呂同軍 姜健 劉曉 劉國順
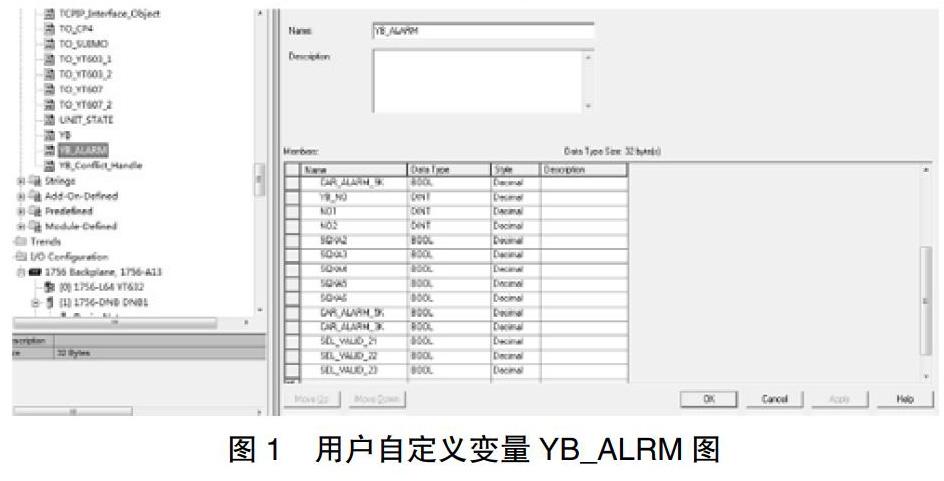
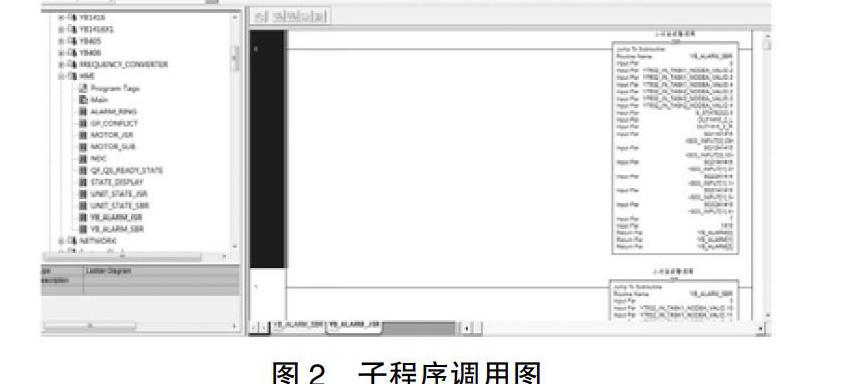
摘 要:儲柜類設備是卷煙生產工藝中重要的工序中轉環節,青島煙廠制絲車間由于煙絲品牌的不同需要葉絲柜數量眾多,采用雙層結構,工作環境復雜,分配行車的狀態監控成為一個難點。本文應用羅克韋爾PLC的用戶自定義變量,組建架構,以分配行車步進次數為依據,編寫分配行車運行超時報警程序,并與中控人機交互界面聯動,顯示報警提示,充分挖掘設備自動化與遠程監控的配合使用,提高設備運行穩定性。
關鍵詞:分配行車;自定義變量;報警程序;步進次數;人機交互界面
1 背景引言
由于卷煙生產工藝的需要,為了均衡烘后葉絲的溫度和水分,平衡切烘絲與摻配加香兩個工序的生產時間,采用儲葉絲柜為中轉設備。目前青島卷煙廠生產序列在用卷煙牌號較多,制絲車間共配置16個葉絲柜。葉絲柜采用雙層架構,分為上下兩層,設備布局復雜,六臺分配行車位于設備頂部及上下層柜中間位置,監控較為困難。葉絲線為三線配置,實際生產中進柜分為三條路徑,分配行車使用頻率高,多臺同時運行并且切換頻繁,工作環境復雜,因此,增加葉絲柜分配行車運行超時報警功能十分具有實際意義。
2 工作原理
青島卷煙廠上層八組葉絲柜,如圖1示。YS2表示2#葉絲柜,YB1416表示分配行車1416,每個葉絲柜有兩個接近開關用JK表示。分配行車通過軌道可以運行到各個葉絲柜,煙絲進入分配行車再送入各個葉絲柜,每種不同牌號的煙絲只能進入不同的葉絲柜。……
登錄APP查看全文
