風(fēng)電FRP產(chǎn)品設(shè)計(jì)常見缺陷及解決方案分析
2020-10-21 07:23:46張浩
科學(xué)導(dǎo)報(bào)·學(xué)術(shù) 2020年33期
張浩
摘 ?要:本文結(jié)合FRP產(chǎn)品的結(jié)構(gòu)特性和工藝要求,從細(xì)節(jié)上入手介紹了幾類RFP產(chǎn)品的設(shè)計(jì)缺陷及相應(yīng)的臨時(shí)解決方案,為后續(xù)具有相似結(jié)構(gòu)產(chǎn)品的制作提供可行有效的實(shí)踐經(jīng)驗(yàn),也為此類產(chǎn)品的開發(fā)提供設(shè)計(jì)依據(jù)。
關(guān)鍵詞:FRP產(chǎn)品;成型工藝;設(shè)計(jì)缺陷;解決方案
FRP廣泛應(yīng)用于制作風(fēng)力發(fā)電機(jī)的機(jī)艙罩、導(dǎo)流罩及各類軸承、電機(jī)的護(hù)板類零件。此類產(chǎn)品圖紙?jiān)O(shè)計(jì)及工藝要求由風(fēng)電整機(jī)廠負(fù)責(zé),F(xiàn)RP產(chǎn)品供應(yīng)商按要求完成模具制作、產(chǎn)品成型及后續(xù)的切割鉆孔、組裝、檢驗(yàn)和運(yùn)輸工裝的設(shè)計(jì)制作。這種運(yùn)作模式使得在制作階段發(fā)現(xiàn)的亟待解決的設(shè)計(jì)缺陷難以落地,產(chǎn)品自身的優(yōu)化設(shè)計(jì)周期長。本文結(jié)合FRP產(chǎn)品的工藝特性總結(jié)了幾類常見設(shè)計(jì)缺陷,以便后續(xù)具有類似結(jié)構(gòu)的產(chǎn)品在開發(fā)階段將此類問題充分考慮并解決。
1 VARTM工藝產(chǎn)品非膠衣面用作安裝定位面
某FRP軸承護(hù)罩,VARTM工藝成型,與其配合的鋼件用其內(nèi)表面作為安裝基準(zhǔn)面。制作時(shí)圖中R所注位置抽真空過程很容易將已鋪設(shè)到位的最外層纖維布吸起,造成R角位置產(chǎn)生4-7mm的褶皺,同時(shí)褶皺的產(chǎn)生使得長度為L的自由邊向褶皺產(chǎn)生區(qū)域移動(dòng),造成該定位安裝面產(chǎn)生臺(tái)階。此外為保證該三面角區(qū)域纖維布鋪層的連續(xù)性,需在該安裝面至少產(chǎn)生一次搭接,搭接造成該區(qū)域?qū)嶋H厚度將超出其圖紙?jiān)O(shè)計(jì)尺寸約1mm。以該面安裝定位鋼件會(huì)出現(xiàn)下側(cè)兩處M12的螺栓孔錯(cuò)位。為了解決這一問題我們不得不將該面進(jìn)行打磨甚至刻意多打磨以保證其配件能安裝到位,但打磨又削弱了產(chǎn)品整體成型后固有的強(qiáng)度和剛度,會(huì)進(jìn)一步導(dǎo)致螺栓緊固過程出現(xiàn)膠衣面開裂的問題。現(xiàn)在我們通過更改纖維氈鋪層以盡量縮小該區(qū)域成型后的厚度誤差,同時(shí)專門設(shè)計(jì)了一套小反模用于該定位面的成型,保證該區(qū)域脫模后平滑無褶皺。盡管針對(duì)該問題采取的一些補(bǔ)救措施,但沒有從問題的根源去尋求方案所以仍不盡完美,如果將FRP產(chǎn)品成型的細(xì)節(jié)因素考慮充分,設(shè)計(jì)時(shí)在鋼件與產(chǎn)品之間增加調(diào)整墊,或?qū)⒌撞績商嶮12螺栓通孔改為長圓孔,均可有效避免該問題,且相比FRP產(chǎn)品的優(yōu)化更為簡單、可行。
2 應(yīng)力集中的切割口
某5mm厚的FRP拱形結(jié)構(gòu)零件,該件為冷卻系統(tǒng)后續(xù)安裝件,為了便于與其他部件裝配,在拱形頂部的兩側(cè)各割出4處U形槽,槽寬為44mm,安裝時(shí)把主機(jī)上與U形槽對(duì)應(yīng)位置先前已經(jīng)緊固的螺栓松開,將該件沿U形槽直接滑入緊固螺栓根部,再將螺栓重新緊固,避免了螺栓的拆卸。該設(shè)計(jì)僅從便于裝配的角度優(yōu)化產(chǎn)品卻忽視了該U形槽會(huì)導(dǎo)致其原有強(qiáng)度的削弱,該拱形結(jié)構(gòu)平放時(shí)由于FRP產(chǎn)品本身跨度長中間區(qū)域下垂,長時(shí)間彎曲變形導(dǎo)致U形槽位置產(chǎn)品開裂,造成報(bào)廢。為了解決這一問題,我們?cè)O(shè)計(jì)了專用的轉(zhuǎn)運(yùn)支撐工裝,該工裝支撐在產(chǎn)品的頂面上其余位置均為懸空狀態(tài),保證產(chǎn)品上平面無任何彎曲變形產(chǎn)生,產(chǎn)品切割后直至包裝均在該工裝上流轉(zhuǎn)。包裝時(shí)該件為平放狀態(tài),為了避免打包及運(yùn)輸過程U形槽位置開裂,包裝前使用15mm膠合板將最下端兩處螺栓孔連接,保證拱形結(jié)構(gòu)的跨度不會(huì)有增大的趨勢(shì),直至產(chǎn)品組裝時(shí)拆下,整個(gè)周期安全可靠。
3 曲面上的脫出方向
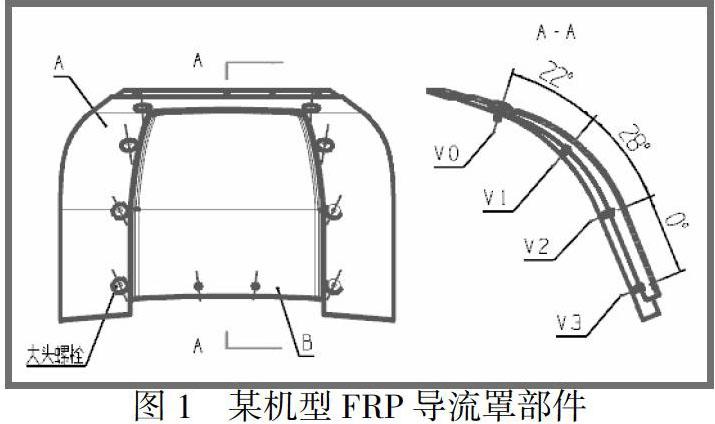
如圖1所示,件A、件B為某機(jī)型FRP導(dǎo)流罩部件,件B通過大頭螺栓安裝在件A的內(nèi)側(cè),大頭螺栓使用結(jié)構(gòu)膠粘接在件A的膠衣面上。安裝時(shí)先將件A與件B的螺栓孔對(duì)齊,在任一組對(duì)角位置的孔內(nèi)穿入螺栓,將件A和件B臨時(shí)緊固,把涂有結(jié)構(gòu)膠的大頭螺栓分別穿入其余位置的各孔,用力將大頭螺栓按壓在件A的膠衣面上,緊固已粘接的一組大頭螺栓,再將臨時(shí)緊固的螺栓孔內(nèi)粘上大頭螺栓,所有大頭螺栓粘接后即可將件A和件B安裝在一起。
由于件B兩側(cè)大頭螺栓安裝面的法向V1、V2、V3、V4各不相同,當(dāng)需要將件B從件A上拆下時(shí)發(fā)現(xiàn)沿任意一組矢量脫出時(shí)均因其余位置的螺栓通孔與螺紋干涉而卡住,要解決這一問題設(shè)計(jì)時(shí)應(yīng)將件B左、右兩側(cè)任意一組大頭螺栓軸線的對(duì)稱中心線作為脫出方向,然后沿該脫出方向?qū)⒓﨎從件A上移出,移出行程應(yīng)大于大頭螺栓的螺紋長度,以件B移動(dòng)前、后與大頭螺栓螺紋軸線的兩處交點(diǎn)為圓心,設(shè)計(jì)一長圓孔即可實(shí)現(xiàn)件B的靈活拆卸。
4 產(chǎn)品厚度的不連續(xù)
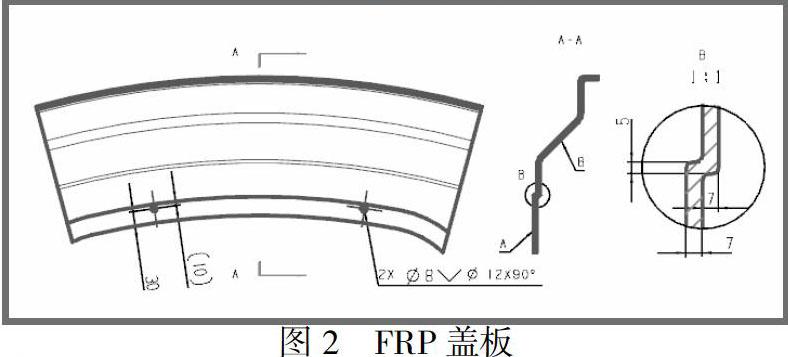
如圖2所示,某一FRP蓋板,產(chǎn)品壁厚7mm,該件為在用零件的更新?lián)Q代產(chǎn)品,原設(shè)計(jì)為不銹鋼鈑金件。該產(chǎn)品采用RTM工藝制作,其中A面由正模成型,B面由反模成型,產(chǎn)品下側(cè)法蘭上兩處安裝孔均需锪出沉孔,孔中心距產(chǎn)品臺(tái)階處距離10mm,按設(shè)計(jì)圖紙φ12X90°沉孔制作后不會(huì)與臺(tái)階位置干涉。但產(chǎn)品制作后多次出現(xiàn)沉孔锪至該臺(tái)階位置,實(shí)測(cè)孔到產(chǎn)品切割邊的距離30mm仍能滿足圖紙要求,最終通過設(shè)計(jì)專用檢驗(yàn)樣板分別檢測(cè)A、B面的造型,檢測(cè)結(jié)果為B面臺(tái)階位置與樣板不符,仔細(xì)檢查才發(fā)現(xiàn)3D模型上臺(tái)階位置壁厚僅為5mm與兩側(cè)的厚度不一致,且此處一直按7mm制作[1]。
該問題源于其原設(shè)計(jì)為鋼板沖壓工藝制作,沖壓成型過程鋼板的塑性變形導(dǎo)致局部厚度不均勻,而換型后FRP產(chǎn)品各層纖維氈必須連續(xù)鋪設(shè),如果中間斷開則需要搭接鋪設(shè),會(huì)出現(xiàn)搭接位置尺寸偏厚更無法作出造型位置厚度偏薄的產(chǎn)品。況且在FRP產(chǎn)品模具制作時(shí)反模型腔面是通過在正模型腔面貼上與產(chǎn)品同厚度的蠟片來制作的,也無法作出拐角位置偏薄的模具。所以圖中5mm厚度位置實(shí)際制作后仍為7mm,雖然這種狀態(tài)發(fā)貨對(duì)使用無任何影響,但與圖紙標(biāo)注不一致,需花費(fèi)額外的精力去驗(yàn)證,設(shè)想如果此處臺(tái)階位置安裝其余附件,以圖紙狀態(tài)去完成其余配件的設(shè)計(jì)必然造成裝配干涉,造成嚴(yán)重的損失。
5 結(jié)論
FRP產(chǎn)品的制作工藝自動(dòng)化程度地,涉及的環(huán)節(jié)瑣碎,注意事項(xiàng)較為繁雜,任何一個(gè)微不足道的細(xì)節(jié)被忽略都有可能導(dǎo)致批量的質(zhì)量問題并可能帶來重大的損失,本文所列舉的幾個(gè)細(xì)節(jié)問題為風(fēng)電系統(tǒng)FRP產(chǎn)品及配件的結(jié)構(gòu)設(shè)計(jì)提供了重要的技術(shù)經(jīng)驗(yàn),充分考慮這些細(xì)節(jié)問題可大大提高其工藝可行性,縮短產(chǎn)品開發(fā)周期。
參考文獻(xiàn)
[1] ?鄧樹斌,黃有慧.環(huán)氧樹脂F(xiàn)RP紫外老化性能測(cè)試分析[J].天津科技,2019,46(07):7-8+12.
猜你喜歡
儀器儀表用戶(2022年4期)2022-04-01 03:17:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
山東工業(yè)技術(shù)(2017年5期)2017-03-16 15:57:08
中國民族民間醫(yī)藥·上半月(2017年2期)2017-03-09 17:42:17
科技與創(chuàng)新(2016年21期)2017-02-14 10:49:48
科技經(jīng)濟(jì)市場(chǎng)(2016年5期)2017-02-05 23:30:06
中國醫(yī)藥導(dǎo)報(bào)(2016年28期)2017-01-06 19:20:09
數(shù)字通信世界(2015年10期)2015-12-21 12:22:54
科技與創(chuàng)新(2015年13期)2015-07-03 05:43:04
母子健康(2015年1期)2015-02-28 11:21:44
