粘膠短纖維絲條成型后的物理處理
2020-10-21 23:45:27李彥虎謝峰侯文明王博偉
科學(xué)與財(cái)富 2020年10期
李彥虎 謝峰 侯文明 王博偉
摘 要:粘膠從噴絲頭噴出后經(jīng)過(guò)和酸浴的化學(xué)反應(yīng)后,分別通過(guò)不同的作用力進(jìn)行物理處理來(lái)促進(jìn)纖維的強(qiáng)力。
關(guān)鍵詞:總牽伸;張力作用;拉力作用;粘膠纖維
Abstrct: Viscose is spryed from the spinneret nd fter chemicl rection with cid bth, physicl tretment is crried out by different forces to promote the strength of fiber
Keywords: totl drft; tension ction; tension ction; viscose fiber
1 引 ?言
絲條從導(dǎo)絲鉤被拉出來(lái)經(jīng)過(guò)紡盤(pán)時(shí)是繞盤(pán)一圈半還是三圈半這個(gè)話題在業(yè)內(nèi)有不同的看法,現(xiàn)就絲條繞盤(pán)一圈半還是三圈半對(duì)產(chǎn)品質(zhì)量更好這個(gè)話題進(jìn)行分析。據(jù)統(tǒng)計(jì),多數(shù)短纖企業(yè)絲束的繞盤(pán)均為三圈半,但也有使用繞盤(pán)一圈半的,通過(guò)查閱《粘膠短纖維生產(chǎn)》絲條在成型后需要被拉伸的力為定值,該值被稱(chēng)為總牽伸,纖維被拉伸過(guò)程中具有極限性和拐點(diǎn)性而并非完全線性。其中由噴牽(絲條從噴絲頭出來(lái)被拉伸至紡盤(pán)的力)、盤(pán)牽(通過(guò)紡盤(pán)的微錐形實(shí)體將纏繞在其外徑表面的絲條膨脹的力)、頭牽(一集束通過(guò)絲束拉著紡盤(pán)做功的力)、二牽(二集束通過(guò)絲束拉著一集束做功的力)、回牽(經(jīng)強(qiáng)拉升后三集束和二集束之間線速度差使絲束松弛形成收縮的力)組成,因此絲條初步成型后在這五段力的作用下發(fā)生了相應(yīng)的物理變化,其中噴牽、頭牽和二牽均為軸向拉力、而盤(pán)牽則屬于徑向張力、回牽則是相對(duì)較小的反作用力。
2 在絲盤(pán)繞絲一圈半時(shí)對(duì)纖維的影響
紡盤(pán)繞絲一圈半時(shí)盤(pán)牽的張力作用很小基本上可以忽略不計(jì),但為了使總牽伸不變只能通過(guò)提升頭牽的拉伸力來(lái)彌補(bǔ)這一部分力,而紡盤(pán)的張力往往是不能被牽伸的拉力所代替的,如圖表1所示,針對(duì)單絲來(lái)說(shuō)盤(pán)牽的張力方向是徑向的有助于使纖維素大分子均勻排布;而牽伸的拉力則屬于軸向,其作用是在強(qiáng)拉力下大分子鏈沿著纖維軸向整齊排列而形成新的締合點(diǎn)并被固定下來(lái)增強(qiáng)纖維的強(qiáng)力,由此可見(jiàn),恰恰在絲束初成型后需要徑向的張力來(lái)增加分子排布的均勻性,兩種力的方向不同其作用纖維發(fā)生的物理變化或者物理變化的程度是不同的(具體影響到了什么程度還需進(jìn)行更專(zhuān)業(yè)的分析),這就是為什么一圈半所需的牽伸比要比三圈半的高的原因(繞盤(pán)一圈半時(shí)由于沒(méi)有了徑向作用力的盤(pán)牽需要通過(guò)加大一集速和紡盤(pán)之間的拉力來(lái)保證總牽伸不變),同時(shí)也會(huì)影響到分子排列和纖維的強(qiáng)力。
絲束繞盤(pán)一圈半除了以上弊端外還有一個(gè)問(wèn)題就是當(dāng)生產(chǎn)異動(dòng)時(shí)容易引起落錠,當(dāng)牽伸機(jī)故障或繞輥時(shí)由于和紡盤(pán)之間存在強(qiáng)拉力,集束機(jī)的強(qiáng)拉力突然消失,導(dǎo)致被拉著轉(zhuǎn)動(dòng)起反作用力的紡盤(pán)反轉(zhuǎn)半圈后又開(kāi)始正轉(zhuǎn)做功,但由于近1米左右的一圈半繞盤(pán)絲束會(huì)很明顯的造成絲束短時(shí)間失去了噴牽導(dǎo)致原本被拉緊的絲條落到酸浴里面而斷絲;如果繞盤(pán)絲束是三圈半(近3米左右),上述異動(dòng)發(fā)生時(shí)3米長(zhǎng)的繞盤(pán)絲束能夠吸收和緩沖絲束松弛的程度,紡盤(pán)反轉(zhuǎn)半圈時(shí)會(huì)將松弛的力釋放在盤(pán)牽上,短時(shí)間內(nèi)造成纏繞在紡盤(pán)上的絲束相對(duì)松弛,而不會(huì)直接反應(yīng)在噴牽上導(dǎo)致落錠,對(duì)于保證生產(chǎn)穩(wěn)定防止繞輥造成生產(chǎn)異動(dòng)有著很好的作用。
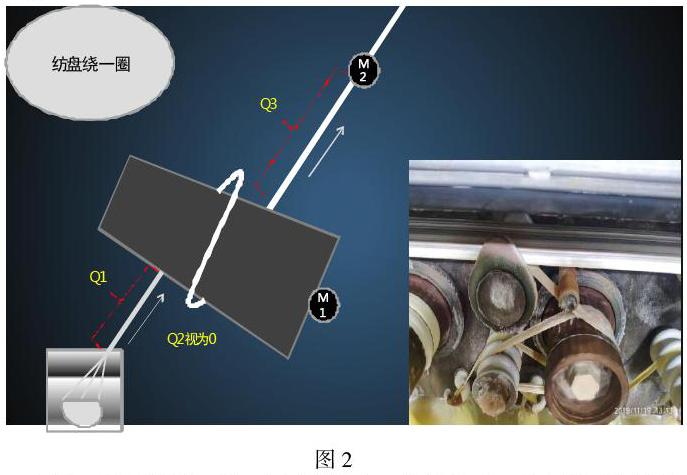
若用X表示牽伸力,現(xiàn)假設(shè)總牽伸為10X,如圖2所示:導(dǎo)絲盤(pán)和一集束間的牽伸為Q3=5X、導(dǎo)絲盤(pán)和導(dǎo)絲鉤間的牽伸Q1=3X通過(guò)提高牽伸的方式補(bǔ)償盤(pán)牽Q2視為0
總牽伸: Q總=Q1+Q3+Q2≠10X
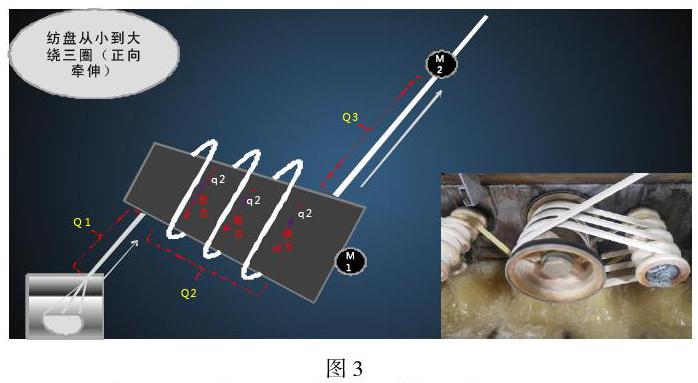
工藝控制中必須要清楚纖維成型的需要是盤(pán)牽需要正向增加牽伸(紡盤(pán)錐體的小進(jìn)大出)還是反向松弛減小牽伸 (紡盤(pán)錐體的大進(jìn)小出),根據(jù)《黏膠短纖維生產(chǎn)》中的解釋?xiě)?yīng)該是正向增加牽伸(紡盤(pán)錐體的小進(jìn)大出)
如圖3所示假設(shè):用x表示牽伸力,導(dǎo)絲盤(pán)和一集束間的牽伸為Q3=5x、盤(pán)牽伸Q2=2x(Q2=q1+q2+q3)、導(dǎo)絲盤(pán)和導(dǎo)絲鉤間的牽伸Q1=3x盤(pán)牽伸從小到大為正牽伸的總牽伸:Q總=Q1+Q2+Q3=10X
3 在絲盤(pán)繞絲一圈半和三圈半時(shí)對(duì)纖維的影響對(duì)比
當(dāng)正牽伸因多繞兩圈而增加時(shí)為了保證總牽伸不變,應(yīng)該相應(yīng)降低一集束后的牽伸比例(降低一集束后的線速度)或者提高導(dǎo)絲盤(pán)的線速度,否則一集束和導(dǎo)絲盤(pán)的負(fù)荷應(yīng)該是增加的,通過(guò)跟蹤導(dǎo)絲盤(pán)回路的負(fù)牽伸率以及電流會(huì)隨牽伸的增加而變大。
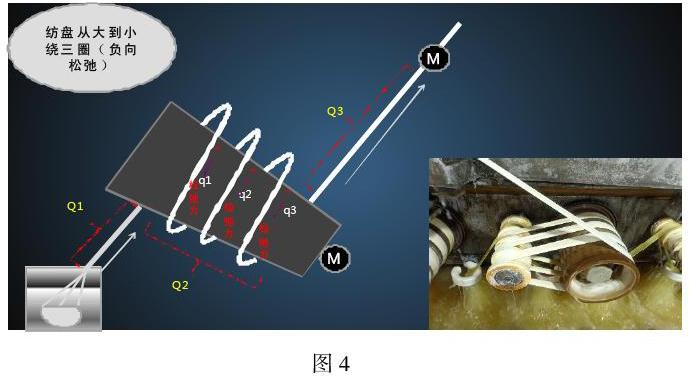
紡盤(pán)繞絲一圈半時(shí)盤(pán)牽伸Q2忽略為0,每當(dāng)一集束故障或是纏輥時(shí)因?yàn)橛袕?qiáng)牽伸的原因都會(huì)造成絲束反彈導(dǎo)致落錠,那么改成三圈半呈張力狀態(tài)故障時(shí)相對(duì)松弛下來(lái)的絲束所反應(yīng)出的反作用力就會(huì)被盤(pán)牽伸所緩解和吸收(因?yàn)樗查g反彈后的紡盤(pán)電機(jī)在反彈后又開(kāi)始正向做功),對(duì)Q1的牽伸影響小甚至不影響,這樣一來(lái)就不會(huì)因此造成落錠和停車(chē) 如圖4所示假設(shè):用x表示牽伸力,導(dǎo)絲盤(pán)和一集束間的牽伸為Q3=5x、盤(pán)牽伸Q2=-(q1+q2+q3)=-2x、導(dǎo)絲盤(pán)和導(dǎo)絲鉤間的牽伸Q1=3x
盤(pán)牽伸從大到小為負(fù)牽伸: Q總=Q1-Q2+Q3≠10X
圖中Q2為反作用力,就是絲束初步成型后經(jīng)過(guò)導(dǎo)絲盤(pán)相對(duì)松弛后再經(jīng)較強(qiáng)的集束牽伸,這個(gè)時(shí)候一集束和導(dǎo)絲盤(pán)做的功應(yīng)該是減小的,此方案不能有效的保證總牽伸不變,相當(dāng)于噴牽、盤(pán)牽均被導(dǎo)絲盤(pán)和一集束之間的超強(qiáng)牽伸所代替,此時(shí)導(dǎo)絲盤(pán)的負(fù)牽率的絕對(duì)值和一集束的負(fù)荷率會(huì)較大幅度的升高并且會(huì)影響到導(dǎo)絲盤(pán)處頻繁斷絲。
4總結(jié)與展望
綜上分析纖維在經(jīng)過(guò)化學(xué)反應(yīng)初步成型后的物理處理分別經(jīng)過(guò)了噴牽、盤(pán)牽、頭牽、二牽和回牽,每一段作用力對(duì)纖維分子的排列和拉伸有著不同的作用,牽伸比一定的情況下繞盤(pán)一圈半對(duì)絲束的拉伸力而言紡盤(pán)起到的反作用力要小,絲束較為松弛且會(huì)直接影響到噴牽,所以需要通過(guò)加大集束機(jī)和紡盤(pán)之間的速度差來(lái)使絲束呈拉緊狀態(tài);繞盤(pán)三圈半時(shí)對(duì)絲束的拉伸力而言紡盤(pán)起到的反作用力就大,絲束呈拉緊狀態(tài)且不會(huì)影響到噴牽。而上述所討論的絲束繞盤(pán)一圈半將軸向拉力用來(lái)代替盤(pán)牽的做法從力學(xué)角度來(lái)講是平衡了總牽伸,但不利于纖維分子的均勻排布亦會(huì)降低纖維的其他指標(biāo)、不利于纖維整體質(zhì)量的提升,所以以絲條繞盤(pán)三圈半為基礎(chǔ),合理調(diào)整好各段設(shè)備轉(zhuǎn)速保證設(shè)備線速度精準(zhǔn)才是最科學(xué)的。
參考文獻(xiàn):
[1]粘膠人造絲紡制. 保定化學(xué)纖維聯(lián)合廠編 中國(guó)財(cái)政經(jīng)濟(jì)出版社,1965年4月第一版
作者簡(jiǎn)介:
李彥虎(1986年-),男,從事粘膠纖維電氣儀表管理。
